一种包装流程演示方法与流程
1.本发明涉及智能制造技术领域,特别是涉及一种包装流程演示方法。
背景技术:
2.数字实训工厂是一种崭新的工厂运行与展示模式,其较为常见的形式为用于生产流程演 示的生产线,数字实训工厂采用岛式生产与agv(automated guided vehicle,自动导航 车)结合的形态实现灵活调度与智能化协同,使用工业视觉、人工智能、5g等智能技术为柔 性生产、个性化定制提供技术验证环境,向外界展示工业互联网关键技术的研发与场景化应 用,通过岛的重构与混排,数字实训工厂的演示功能够与实际生产模式和控制方法相结合, 通过对生产流程的演示,对生产流程和控制流程进行完善。
3.目前,在数字实训工厂中,对于产品包装流程的演示,普遍采用的方式是同一规格的产 品对应一台包装设备,或同一规格的产品对应一个包装岛,其缺点在于,现有技术中的纸盒 上料设备无法同时满足针对多种规格的产品包装演示需求,需要根据产品规格对应的纸盒规 格设置多台纸盒上料设备,极大地增加了设备占用空间,影响演示效果。
技术实现要素:
4.鉴于以上现有技术的缺点,本发明的目的在于提供一种包装流程演示方法,用于解决 现有技术中纸盒上料设备无法同时满足针对多种规格的产品包装演示需求,需要根据产品规 格对应的纸盒规格设置多台纸盒上料设备,极大地占用了生产线的空间,影响演示效果的问 题。
5.为实现上述目的及其他相关目的本发明提供一种包装流程演示方法,利用包装演示线 进行包装流程演示,所述包装演示线包括纸盒上料设备和纸盒成型设备,所述纸盒上料设备 包括取料机构,以及用于存放至少两种规格的未成型纸盒的料仓;所述演示方法包括:
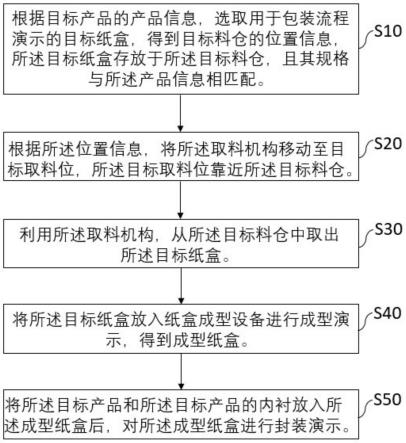
6.根据目标产品的产品信息,选取用于包装流程演示的目标纸盒,得到目标料仓的位置 信息,所述目标纸盒存放于所述目标料仓,且其规格与所述产品信息相匹配;
7.根据所述位置信息,将所述取料机构移动至目标取料位,所述目标取料位靠近所述目 标料仓;
8.利用所述取料机构,从所述目标料仓中取出所述目标纸盒;
9.将所述目标纸盒放入纸盒成型设备进行成型演示,得到成型纸盒;
10.将所述目标产品和所述目标产品的内衬放入所述成型纸盒后,对所述成型纸盒进行封 装演示。
11.进一步地,所述根据目标产品的产品信息,选取用于包装流程演示的目标纸盒,得到 目标料仓的位置信息的步骤,具体包括:
12.根据所述包装演示线接收到的订单信息,识别所述目标产品的产品种类,得到识别结 果;
13.在预设的数据库中对所述识别结果进行检索,确认与所述识别结果相匹配的所述目标 纸盒;
14.根据所述料仓的存放规则,确认所述目标纸盒的存放位置,得到所述位置信息。
15.进一步地,所述纸盒成型设备包括气动元件和压板;
16.所述将所述目标纸盒放入纸盒成型设备进行成型演示,得到成型纸盒的步骤,具体包 括:
17.根据所述目标纸盒的规格,从预设的成型方式中选取用于对所述目标纸盒进行成型的 目标成型方式;
18.根据所述目标成型方式,利用所述气动元件驱动所述压板移动,挤压所述目标纸盒, 得到成型纸盒。
19.进一步地,所述纸盒上料设备包括:
20.安装台;
21.存料部,设置于所述安装台上,所述存料部包括至少两组所述料仓,用于存放至少两 种规格的未成型纸盒;
22.取料部,取料部,设置于所述安装台上,所述取料部包括取料机械臂,以及设置于所述 安装台上的导轨,各组所述料仓沿所述导轨的方向排布,所述取料机械臂可移动地安装在所 述导轨上,所述底座沿所述导轨移动时,所述取料机械臂依次靠近每组所述料仓,以从所述 每组所述料仓内分别取出所述未成型纸盒。
23.进一步地,所述取料机械臂包括底座、臂身和取料机构,所述取料机构通过所述臂身与 所述底座连接;所述底座与所述导轨连接;所述臂身设置有水平移动机构和竖直移动机构, 所述水平移动机构包括水平设置且相互垂直的第一驱动缸和第二驱动缸,所述竖直移动机构 包括竖直设置的第三驱动缸;所述取料机构包括吸附缸和与所述吸附缸连接的吸附头,所述 吸附头用于吸附所述未成型纸盒。
24.进一步地,每组所述料仓设置有导向机构和压紧机构,所述导向机构包括限位件和导 向杆,所述压紧机构包括穿设于所述导向杆的压紧块,以及与所述压紧块连接的第四驱动缸 所述第四驱动缸驱动所述压紧块沿所述导向杆移动,以压紧放置于所述限位件和所述压紧块 之间的所述未成型纸盒。
25.进一步地,所述纸盒成型设备包括折边机构和成型机构,所述折边机构包括第一压板 和驱动所述第一压板的第一气动元件,所述成型机构包括第二压板和驱动所述第二压板的第 二气动元件,所述第一压板用于挤压所述未成型纸盒形成折边,所述第二压板用于将所述未 成型纸盒挤压成型。
26.进一步地,所述包装演示线还包括纸盒封装设备。
27.进一步地,所述纸盒成型设备和所述纸盒封装设备之间设置有六轴机器人以及快换装 置,所述快换装置上设置有供所述六轴机器人更换的快换接头。
28.进一步地,所述纸盒成型设备和所述纸盒封装设备之间还设置有内衬上料设备,用于 上料内衬以放入成型的纸盒内。
29.如上所述,本发明具有如下有益效果:
30.通过以目标产品的产品信息作为依据,从不同规格的未成型纸盒中选取用于包装流程 演示的目标纸盒,进而进行纸盒成型、目标产品包装和封装的演示,解决了现有技术
中纸盒 上料设备无法同时满足针对多种规格的产品包装演示需求的问题,能够同时满足多种产品包 装生产与演示需求,有效降低了设备成本,极大地提高了产品包装效率和演示效果,具有结 构巧妙、成本低廉、演示效果好、维护便利等特点。
附图说明
31.图1为本发明一示例性实施例中一种包装流程演示方法的流程示意图;
32.图2为本发明一示例性实施例中一种包装流程演示方法采用的纸盒上料设备的整体结构 示意图;
33.图3为本发明一示例性实施例中一种包装流程演示方法采用的包装演示线的整体结构示 意图;
34.图4为本发明一示例性实施例中一种包装流程演示方法采用的包装演示线的局部结构示 意图。
35.零件标号说明
36.1、安装台;
37.2、存料部;211、限位件;212、导向杆;221、压紧块;222、第四驱动缸;
38.3、取料部;301、导轨;31、底座;32、臂身;321、第一驱动缸;3211、第一导向槽;322、 第二驱动缸;3221、第二导向槽;323、第三驱动缸;3231、第三导向槽;33、取料机构;331、 吸附缸;332、吸附头;
39.4、纸盒成型设备;41、折边机构;411、第一压板;412、第一气动元件;42、成型机构; 421、第二压板;422、第二气动元件;
40.5、纸盒封装设备;
41.6、六轴机器人;61、快换装置;611、快换接头;
42.7、内衬上料设备;701、内衬;
43.8、传送带。
具体实施方式
44.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭 露的内容轻易地了解本发明的其他优点及功效。
45.须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内 容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技 术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产 生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同 时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“第一”、“第二”等的用语,亦仅为 便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质 变更技术内容下,当亦视为本发明可实施的范畴。
46.在一实施例中,本技术提供了一种包装流程演示方法,利用包装演示线进行包装流程演 示,所述包装演示线包括纸盒上料设备和纸盒成型设备,所述纸盒上料设备包括取料机构, 以及用于存放至少两种规格的未成型纸盒的料仓;
47.在本实施例中,如图1所示,图1为本发明一示例性实施例中一种包装流程演示方
法的 流程示意图,所述演示方法的具体步骤包括:
48.步骤s10,根据目标产品的产品信息,选取用于包装流程演示的目标纸盒,得到目标料 仓的位置信息,所述目标纸盒存放于所述目标料仓,且其规格与所述产品信息相匹配;
49.步骤s20,根据所述位置信息,将所述取料机构移动至目标取料位,所述目标取料位靠 近所述目标料仓;
50.步骤s30,利用所述取料机构,从所述目标取料位中取出所述目标纸盒;
51.步骤s40,将所述目标纸盒放入纸盒成型设备进行成型演示,得到成型纸盒;
52.步骤s50,将所述目标产品和所述目标产品的内衬放入所述成型纸盒后,对所述成型纸 盒进行封装演示。
53.对于步骤s10,需要根据目标产品的产品信息选取规格与所述产品信息相匹配的目标纸 盒,需要理解的是,此处的目标产品指的是在包装流程中具有包装需求的产品,产品信息指 的是产品的规格、种类等能够用于确定对其进行包装的纸盒规格的特征信息,根据产品信息 从至少两种规格的未成型纸盒中,选取用于包装的目标纸盒,并得到存放目标纸盒的目标料 仓的位置信息。
54.在本实施例中,提供了一种根据产品信息选取得到目标纸盒及位置信息的方案,具体地, 在一些实施方式中,步骤s10包括如下步骤:
55.根据所述包装演示线接收到的订单信息,识别所述目标产品的产品种类,得到识别结果;
56.在预设的数据库中对所述识别结果进行检索,确认与所述识别结果相匹配的所述目标纸 盒;
57.根据所述料仓的存放规则,对所述目标纸盒的存放位置进行确认,得到所述位置信息;
58.在上述步骤中,订单信息指的是包装演示线接收到的目标产品包装需求,可以包括目标 产品的种类、特征等信息,通过订单信息,对所要包装的目标产品的种类进行识别,根据识 别结果在预设的数据库中检索,得到目标产品种类与未成型纸盒规格的匹配信息,此处的数 据库指的是预先录入了目标产品种类,以及包装该种类的目标产品所需要的未成型纸盒等信 息的信息集合,其形式可以包括不限于是可读取的计算机存储介质、设置于包装演示线外的 第三方服务端等,通过对预设的数据库进行检索,确定目标产品需要利用目标纸盒进行包装 再根据料仓的存放规则,确认目标纸盒的存放位置,得到位置信息,可以理解的是,此处的 存放规则指的是料仓与未成型纸盒的对应关系,例如在一些实施场景中,第一料仓存放第一 纸盒,第二料仓存放第二纸盒,确认包装目标产品需要的目标纸盒为第一纸盒,则可确认需 要从第一料仓获取纸盒,第一料仓所在位置即为所需要的位置信息。
59.对于步骤s20,需要根据得到的位置信息,将取料机构移动至与目标料仓靠近的目标取 料位,以便对目标纸盒进行取料操作,可以理解的是,根据所要包装的目标产品的种类不同 用于包装的未成型纸盒的规格也可能不同,从而得到不同的位置信息,因此取料机构随目标 产品的包装需求,能够移动到不同位置,从对应位置的料仓进行取料操作。
60.对于步骤s30-s50,根据s10中确定的位置信息,对目标纸盒进行取用、成型、包装
和封 装,可以理解的是,目标纸盒是从目标料仓中取出的未成型纸盒,其形态为纸板状,需要挤 压成型后方可用于包装,通过纸盒成型设备进行成型后,得到成型纸盒,将目标产品装入成 型后,还需对成型纸盒进行封装,其中,目标纸盒的成型可通过纸盒成型设备加以完成,目 标产品以及内衬的包装可通过设置传送带或机器人等方式加以完成,封装可通过纸盒封装设 备加以完成,传送带、机器人以及纸盒封装设备均为本领域常用的技术手段,故在此不作限 定,值得说明的是,此处的内衬指的是包括但不限于泡沫、泡棉、空气纸袋以及与目标产品外 形尺寸对应的定制软质垫等。
61.在本实施例中,还提供了一种利用纸盒成型设备对目标纸盒进行成型的方案,具体地, 在一些实施方式中,纸盒成型设备包括气动元件和压板,在步骤s40中所述将所述目标纸盒 放入纸盒成型设备进行成型演示,得到成型纸盒的步骤,具体包括:
62.根据所述目标纸盒的规格,从预设的成型方式中选取用于对所述目标纸盒进行成型的目 标成型方式;
63.根据所述目标成型方式,利用所述气动元件驱动所述压板移动,挤压所述目标纸盒,得 到成型纸盒;
64.在上述步骤中,需要根据目标纸盒的规格选取对应的目标成型方式,需要理解的是,不 同规格的未成型纸盒的差异包括但不限于尺寸、纸叠位置、折叠方式等,因此要通过同一纸盒 成型设备对不同规格的未成型纸盒进行成型操作,需要根据未成型纸盒的规格采用不同的成 型方式或成型步骤,在本实施例中,通过在纸盒成型设备中设置气动元件和压板,并利用气 动元件驱动压板移动,能够使压板按预设的成型方式,沿不同的路径、行程对未成型纸盒进 行挤压操作,例如在一些实施方式中,预设的成型方式包括第一成型方式和第二成型方式, 其中第一成型方式为压板从左右两侧相对靠近10厘米,第二成型方式为压板从左右两侧相 对靠近20厘米,根据目标纸盒的规格选取第一成型方式,气动元件驱动压板从左右两侧相 对靠近10厘米对目标纸盒进行挤压,得到成型纸盒。
65.在本实施例中,还具体地提供了一种纸盒上料设备的结构方案,请参阅图2,图2为本 发明一示例性实施例中一种包装流程演示方法采用的纸盒上料设备的整体结构示意图,具体 包括:
66.安装台1,用于安装纸盒上料设备的其他部件,本实施例中,安装台1为方形桌台,四 个拐角处设置有支撑脚;
67.存料部2,存料部2设置在安装台1上,用于存放未成型纸盒,存料部2包括至少两组 料仓,用于存放至少两种规格的未成型纸盒,例如在本实施例中,设置有三组料仓,可用于 存放三种规格的未成型纸盒,可以理解的是,此处的未成型纸盒指的是呈平板状尚未展开的 纸盒,需展开成型后方可用于包装,料仓为未成型纸盒的存储位置,未成型纸盒叠放与料仓 内以便取用;
68.取料部3,取料部3设置在安装台1上,取料部3包括取料机械臂,取料机械臂可在各 组料仓间移动,用于从存料部2的至少两组料仓内取出未成型纸盒,可以理解的是,取料机 械臂与料仓并非一一对应的关系,而是一对多的关系,同一取料机械臂可以从多个料仓中取 出未成型纸盒;
69.采用上述结构,在同一生产流程中对多种规格的未成型纸盒进行取用,无需额外增设纸 盒上料设备,能够同时满足多种产品包装生产与演示需求,有利于降低了设备成
本,提高产 品包装效率和演示效果。
70.在本实施例中,存料部2中包括并排设置的三组料仓,取料部3中还包括导轨301,取 料机械臂包括底座31、臂身32和取料机构33,其中,底座31安装在导轨301上,可沿导轨 301移动,当底座31沿导轨301移动时,取料机构33能够依次靠近每组料仓,具体地,在 本实施例中,导轨301沿三组料仓的布置方向水平地设置,底座31下端设置有与导轨301 截面形状相匹配的凹槽,并通过凹槽卡设在导轨301,从而能够沿导轨301水平滑移,可以 理解的是,底座31安装在导轨301上是为了使取料机构33靠近料仓以对不同规格的未成型 纸盒,在其他实施方式中,可以根据实际需求调整底座31与导轨301的移动连接方式,例 如在一些实施方式中,还可通过气缸连接导轨301和底座31。
71.在本实施例中,臂身32设置有水平移动机构和竖直移动机构,用于调节取料机构33在 水平方向和竖直方向的位置,以便于取料机构33对不同的料仓进行取料,具体地,如图1 所示,臂身32由三条臂组成,分别为与底座31连接且垂直于导轨301的第一水平臂、与第 一水平臂连接的竖直臂,以及安装在竖直臂上并平行于导轨301的第二水平臂,其中,水平 移动机构设置在第一水平臂和第二水平臂上,包括,第一水平臂上,沿垂直于导轨301方向 水平设置的第一驱动缸321和第一导向槽3211,以及第二水平臂上,沿平行于导轨301方向 水平设置的第二驱动缸322和第二导向槽3221,第一驱动缸321用于驱动竖直臂在第一导向 槽3211内水平移动,第二驱动缸322用于驱动与第二水平臂连接的取料机构33在水平方向 移动;竖直臂上设置有竖直移动机构,包括竖直设置的第三驱动缸323和第三导向槽3231, 第二水平臂连接于第三导向槽3231内,第三驱动缸323驱动第二水平臂在竖直方向移动。
72.在本实施例中,料仓设置有导向机构和压紧机构,具体地,如图1所示,导向机构包括 限位件211和导向杆212,压紧机构包括压紧块221和第四驱动缸222,限位件211呈竖直板 状结构,导向杆212水平地穿设在限位件211上,压紧块221穿设在导向杆212上,压紧块 221和限位件211之间形成储存空间,正常工作时,将呈板状的未成型纸盒竖直地叠放在压 紧块221和限位件211之间,在第四驱动缸222的驱动下,压紧块221沿导向杆移动,压紧 叠放的未成型纸盒,以使未成型纸盒不会从存料部2中脱出。
73.可以理解的是,在上述实施方式中,第一驱动缸3211、第二驱动缸3221、第三驱动缸 3231和第四驱动缸222包括但不限于是气缸、液压缸、电动缸及具有等同作用的零部件,例如 在一些实施方式中,第一驱动缸3211、第二驱动缸3221、第三驱动缸3231和第四驱动缸222 均为气缸,有利于进一步控制设备成本。
74.在本实施例中,取料机构33包括吸附缸331和吸附头332,吸附缸331转动安装在臂身 32的顶端,吸附缸331可以包括但不限于是真空发生器或负压气缸,吸附头332可以例如为 吸盘,其与吸附缸331连接,由吸附缸331提供吸附力,以对料仓内的未成型纸盒进行吸附, 采用吸附的方式进行取料,能够避免对未成型纸盒造成损伤,有利于进一步提高纸盒上料效 率。
75.在本实施例中,还具体的提供了一种包装演示线的布置方案,请参阅图3-图4,包装演 示线除上述实施方式中纸盒上料设备和纸盒成型设备4,还包括纸盒封装设备5。
76.值得说明的是,纸盒封装设备5属于本领域现有技术中常用的机械设备,其具体结构不 属于实施本技术方案并获得有益效果所必要的特征,故在此不作限定。
77.在本实施例中,纸盒成型设备4包括折边机构41和成型机构42,折边机构41包括第一 压板411和驱动第一压板的第一气动元件412,成型机构42包括第二压板421和驱动第二压 板的第二气动元件422,未成型纸盒被吸附头332吸附后,被放置到纸盒成型设备4上,第 二气动元件422驱动第二压板421挤压未成型纸盒,使之成型为盒状,第一气动元件412驱 动第一压板411在成型的盒装纸盒上压出封口处的折印,以便于后续由纸盒封装设备5对其 进行封装,此结构中,第一压板411和第二压板421可动,能够匹配于本实施例中的纸盒上 料设备,对不同规格的未成型纸盒进行成型操作。
78.可以理解的是,将吸附头332吸附的未成型纸盒放置到纸盒成型设备4上,可通过取料 部3加以完成,也可额外设置传送机构例如传送带加以完成,在本实施例中,取料部3完成 取料后,通过水平位移机构和竖直位移机构调节吸附头332的位置,将未成型纸盒放置到纸 盒成型设备4上。
79.在上述实施方式中,第一气动元件412和第二气动元件422包括但不限于是气缸、空气 泵等驱动原件,在本实施例中,第一气动元件412和第二气动元件422例如是气缸。
80.在本实施例中,纸盒成型设备4和纸盒封装设备5通过传送带8连接,纸盒成型设备4 和纸盒封装设备5之间还设置有六轴机器人6以及快换装置61,六轴机器人6用于将纸盒成 型设备4中完成成型的纸盒抓取到传送带8上以进行封装,快换装置61上设置有快换接头 611,供六轴机器人6更换,用于适配不同的抓取需求。
81.在本实施例中,纸盒成型设备4和纸盒封装设备5之间还设置有内衬上料设备7,内衬 上料设备7可以通过升降机等常用的现有机械装置对不同规格的内衬进行上料的设备,由设 置在安装台1内的升降机对不同规格的内衬701进行上料,当纸盒成型设备4中的纸盒成型 后,六轴机器人6从内衬上料设备7内拿取内衬701放入成型的纸盒内。
82.需要理解的是,在一些实施方式中,需要包装的产品送至包装生产线中,可由六轴机器 人6抓取产品放入成型的纸盒内,再放入传送带8进行包装,也可以设置其他结构例如产品 传送带或机器人将产品放入成型的纸盒内,由于产品的装盒方式不属于实施本技术及获取有 益效果所必须的技术特征,故在此不作限定。
83.综上所述,在本发明实施例提供的一种包装流程演示方法中,根据目标产品的产品信 息,选取目标纸盒,得到目标料仓的位置信息;根据所述位置信息,将所述取料机构移动至 第一取料;利用所述取料机构,从所述目标取料位中取出所述目标纸盒;将所述目标纸盒放 入纸盒成型设备进行成型演示,得到成型纸盒;将所述目标产品放入所述成型纸盒后,对所 述成型纸盒进行封装演示。本发明解决了现有技术中纸盒上料设备无法同时满足针对多种规 格的产品包装演示需求的问题,能够同时满足多种产品包装生产与演示需求,有效降低了设 备成本,极大地提高了产品包装效率和演示效果,具有结构巧妙、成本低廉、演示效果好、维 护便利等特点。
84.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技 术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡 所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等 效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1