圆规的制作方法
1.本公开涉及文具用品技术领域,具体而言,涉及一种圆规。
背景技术:
2.圆规是一种画圆图形的文具用品,在学生的学习生活和画图技术人员的工作中都是必不可少的一种画图工具,圆规通常在两个规腿上分别针脚和铅芯,在画图时,以针脚为圆心,通过铅芯进行画圆,铅芯在多次使用后会出现铅芯头变粗变钝的情况,此时的铅芯画圆会不符合作图要求。
3.目前,采用将圆规上的铅芯取下,或通过削芯刀或转笔刀等切削工具切削铅芯,额外寻找切削铅芯工具费事费力,且铅芯和切削工具容易丢失。
4.需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现要素:
5.本公开的目的在于克服上述现有技术的不足,提供了一种圆规。
6.本公开的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本公开的实践而习得。
7.根据本公开的一个方面,提供了一种圆规,该圆规包括:
8.圆规体,所述圆规体的第一端上设置有枢接部,所述枢接部的周向位置上设置有卡槽,所述圆规体的第二端上设置有铅芯;
9.切削铅芯装置,所述切削铅芯装置包括刀架盖和切削工具,所述刀架盖包括盖体和盖帽,所述盖体具有通孔,所述切削工具设置于所述盖体的通孔内,所述切削工具用于切削所述铅芯;
10.其中,所述盖帽连接于所述盖体的一端,所述刀架盖的周向位置上设置有凸出部,所述刀架盖通过所述凸出部与所述卡槽相配合固定于所述枢接部上。
11.在本公开的一些实施例中,基于前述方案,所述盖体的通孔沿所述盖体的轴向位置呈中心对称开设。
12.在本公开的一些实施例中,基于前述方案,所述盖体的通孔包括第一通孔和第二通孔,所述第一通孔开设于所述第二通孔的中心位置。
13.在本公开的一些实施例中,基于前述方案,所述第一通孔为圆柱形通孔,所述第一通孔用于容纳所述铅芯。
14.在本公开的一些实施例中,基于前述方案,所述第二通孔为立方体通孔,所述第二通孔用于容纳所述切削工具。
15.在本公开的一些实施例中,基于前述方案所述切削工具呈立方体结构,所述切削工具的一端设置有切削口,所述切削口用于切削所述铅芯。
16.在本公开的一些实施例中,基于前述方案,所述切削口呈v型结构,所述切削口的
开口方向为背离所述盖帽的一侧。
17.在本公开的一些实施例中,基于前述方案,所述切削工具通过插入方式与所述第二通孔连接。
18.在本公开的一些实施例中,基于前述方案,所述盖帽的直径与所述枢接部的直径尺寸相同。
19.在本公开的一些实施例中,基于前述方案,所述枢接部为具有通孔的圆柱体结构,所述切削铅芯装置卡设于所述枢接部的通孔内。
20.本公开提供的圆规,在切削铅芯装置内部设置切削工具,用于切削圆规脚上的铅芯,通过在圆规的枢接部周向位置上设置卡槽,切削铅芯装置的周向位置上设置与卡槽位置相对应的凸出部,通过凸出部与卡槽的配合,使得切削铅芯装置卡设在圆规的枢接部内部,在切削铅芯装置不工作时,可以将切削铅芯装置收纳于圆规的顶部,切削铅芯装置与圆规集成为一体,便于收纳;在切削铅芯装置工作时,只需将装置从圆规上拔下即可,使用过程方便快捷。
21.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
22.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
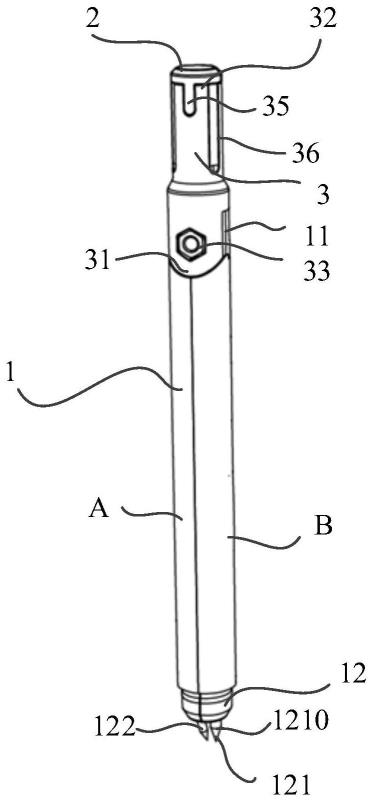
23.图1为本公开示例性实施例中的一种圆规的整体结构示意图。
24.图2为本公开示例性实施例中的一种圆规的局部爆炸图。
25.图3为本公开示例性实施例中的一种切削铅芯装置的爆炸图。
26.图4为本公开示例性实施例中的一种切选铅芯装置与铅芯配合的示意图。
27.图5为本公开示例性实施例中的一种圆规切削铅芯的工作示意图。
28.图6为本公开示例性实施例中的一种切削铅芯装置切削铅芯的工作示意图。
29.其中,附图标记说明如下:
30.1-圆规体;11-圆规体的第一端;12-圆规体的第二端;121-铅芯;122-针脚;1210-针脚槽;
31.2-切削铅芯装置;21-刀架盖;211-盖体;212-盖帽;2111-第一通孔;2112-第二通孔;22-切削工具;221-切削口;23-凸出部;
32.3-枢接部;31-枢接部的第一端;32-枢接部的第二端;33-连接孔;34-凹槽;35-卡槽;36-凸起;
33.a-第一规腿;b-第二规腿。
34.在附图中,相同或对应的标号表示相同或对应的部分。
具体实施方式
35.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形
式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本公开将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。此外,附图仅为本公开的示意性图解,并非一定是按比例绘制。
36.圆规作为常用的画图工具,由于其使用频率较高,铅芯在长期画图会发生磨损,使得铅芯变钝变粗,此时再次使用圆规画图会出现不符合要求的圆形,例如,由于铅芯过粗引起的画图线条过粗,影响制图的整体布局等现象的发生,因此,为了满足圆规的制图要求,需要保证圆规的铅芯的尖度。
37.通常情况下,当铅芯变钝变粗后,一种方法是将粗钝的铅芯取下,替换为新的铅芯,丢弃旧铅芯,这样会造成资源的浪费,一种方法是利用常用的削笔刀对铅芯进行切削,常用的削笔刀一方面通常是为圆柱形铅笔设计的,对于圆规的铅芯具有不适用的情况,另一方面,由于削笔刀是额外的工具,不易寻找且易丢失。
38.因此,本公开提供了一种圆规,将切削铅芯装置集成于圆规本体上,在使用时将切削铅芯装置从圆规体上拔下即可,使用过程方便快捷,且便于收纳,不易丢失;另外,切削铅芯装置中的切削工具更加适用于圆规中的铅芯。
39.在本公开中,用语“一个”、“一”、“该”、“所述”和“至少一个”用以表示存在一个或多个要素/组成部分/等;用语“包括”和“具有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等;用语“第一”、“第二”和“第三”等仅作为标记使用,不是对其对象的数量限制。
40.本公开实施方式提供了一种圆规,如图1所示,该圆规包括:圆规体1和切削铅芯装置2。
41.其中,圆规体的第一端11上设置有枢接部3,枢接部3的周向位置上设置有卡槽35,圆规体的第二端12上设置有铅芯121。
42.在本公开中,圆规体1具有第一规腿a和第二规腿b,第一规腿a和第二规腿b设置于圆规体的第二端12上,在第一规腿a上设置有针脚122,在第二规腿b上设置有铅芯121,铅芯121卡设于第二规腿b上设置的铅芯槽1210中,通过铅芯槽1210的夹紧力可以将铅芯121固定与第二规腿b上,在替换铅芯121时,只需减小铅芯槽1210上的夹紧力,将铅芯121从铅芯槽1210中取出即可;第一规腿a和第二规腿b具有相同的长度,在圆规工作时,只需要调整针脚122和铅芯121的长度,使两者之间的长度满足画图要求,将第一规腿a和第二规腿b拉开后,以针脚122为圆心,针脚122与铅芯121之间的距离为半径进行画圆。
43.在圆规体的第一端11上设置有枢接部3,如图2所示,结合图1,枢接部3为具有通孔的圆柱体结构,枢接部3为切削铅芯装置2提供安装位,切削铅芯装置2卡设于枢接部3的通孔内。枢接部的第一端31的直径小于枢接部的第二端32的直径,枢接部的第一端31为圆规使用者提供使用位,因此,考虑到使用者的使用感,需将枢接部的第一端31设置为合适的直径,令使用者使用最小的拧紧力达到最优的使用效果,枢接部的第二端32的直径需适用于第一规腿a和第二规腿b的安装,需便于两个规脚的安装。
44.在枢接部的第一端31的圆周方向上开设有相对设置的两个连接孔33,在圆规体的第一端11上开设有与连接孔33相对应的螺纹孔(图中未示出),连接孔33和螺纹孔通过螺栓进行连接,使得枢接部3将第一规腿a和第二规腿b连接起来,且第一规腿a和第二规腿b可以
沿着螺纹孔的轴线方向进行转动。在枢接部的第一端31上还开设有凹槽34,凹槽34为两个对称设置的凹槽,且凹槽34的对称轴平行与枢接部3的对称轴,凹槽34用于第一规腿a和第二规腿b的装配。
45.枢接部的第二端32的圆周方向上开设有卡槽35,卡槽35设置于枢接部3圆周方向上的相对位置,卡槽35的数量可以为两个或者多个,优选的,卡槽35的数量为两个,多个卡槽35需均布于枢接部3的圆周方向上,且多个卡槽35的槽深相同,切削铅芯装置2卡接于卡槽35中,卡槽35为切削铅芯装置2提供装配位。
46.枢接部的第二端32的圆周方向上还设置有多个凸起36,多个凸起36均布于枢接部3的圆周方向上,多个凸起36与多个卡槽35间隔排布,即在枢接部3的圆周方向上可以呈每两个凸起36之间开设一个卡槽35的排布,也可以是每三个凸起36之间开设一个卡槽35的排布,依次类推的排布均适用于本公开的圆规,优选的,本公开使用卡槽35和凸起26间隔排布的布置以适应于枢接部3的外径尺寸,多个凸起36的长度大于多个卡槽35的槽深,多个凸起36用于使用者在操作圆规时为使用者提供摩擦力以转动圆规。
47.其中,切削铅芯装置2包括刀架盖21和切削工具22,如图3所示,结合图1至图4,其中,刀架盖21包括盖体211和盖帽212,盖体211为具有通孔的圆柱体,盖体211的直径小于枢接部3的直径尺寸,切削工具22设置于盖体211的通孔内,盖体211的通孔沿盖体211的轴向位置呈中心对称开设,盖体211的通孔包括第一通孔2111和第二通孔2112,如图3所示,第一通孔2111设置在第二通孔2112的中心位置处,第一通孔2111为圆柱形通孔,第二通孔2112为立方体通孔,具体的,第一通孔2111开设于第二通孔2112的中心位置处,即第一通孔2111的对称轴与第二通孔2112的对称轴重合,且第一通孔2111和第二通孔2112的对称轴均与盖体211的对称轴重合。
48.第一通孔2111呈圆柱形通孔,且贯穿于盖体211,第一通孔211用于容纳铅芯121,即铅芯121可通过第一通孔2111进入至刀架盖21内部,第一通孔2111的直径是可以满足任何直径的铅芯121容纳其中,第一通孔2111的直径略大于或者等于现有圆规中铅芯121的最大直径尺寸。第二通孔2112呈立方体通孔,且贯穿与盖体211,第二通孔2112用于容纳切削工具22,即切削工具22可以通过第二通孔2112插入至刀架盖21中,具体的,第二通孔2112可以为长方体或者正方体,第二通孔2112的具体形状需要与切削工具22向匹配,即第二通孔2112与切削工具22同为长方体或者正方体等立方体。通常情况下,第一通孔2111的直径尺寸大于第二通孔2112的宽度,但本公开中提供的第一通孔2111和第二通孔2112的尺寸关系并不限于此,可以根据具体的设计需要进行相应的改变。
49.刀架盖21中盖帽212连接于盖体211的一端,盖帽212可以为实心圆柱结构,且盖帽212的边沿部位需超出盖体211的外侧,即盖帽212的直径大于盖体211的直径,且盖帽212的直径尺寸需要大于或等于枢接部3的直径尺寸,优选的,为了圆规整体的美观,盖帽212的直径尺寸等于枢接部3的直径尺寸,在刀架盖21装配于枢接部3上时,盖帽212的底部与枢接部3的顶端向接触,盖帽212定位于枢接部3的顶端,使得刀架盖21定位于枢接部3的顶端,不会掉入枢接部3的内部。
50.在刀架盖21的周向位置上设置有凸出部23,刀架盖21通过凸出部23与枢接部3的卡槽35相配合固定于枢接部3上。如图2至图4所示,刀架盖21的凸出部23在圆周方向上需要与枢接部3上的卡槽35的位置相同,以便使得凸出部23与卡槽35呈一一对应的关系,即凸出
部23的数量与卡槽35的数量相等,凸出部23在盖体211上的排布顺序与卡槽35在枢接部3上的排布顺序相同,且凸出部23的长度与卡槽35的槽深相等,凸出部23均布于刀架盖21中盖体211的外侧,在一些实施例中,刀架盖21中的盖体211、盖帽212和凸出部23可以分别制作后连接形成刀架该21;也可以是盖体211和凸出部23为一体制作,再与盖帽212连接形成刀架盖21;也可以是盖帽212和凸出部23为一体制作,再与盖体211连接形成刀架盖21,具体的,上述三者的连接方式可以是焊接或者其它连接方式,本公开不做具体限定。
51.需要说明的是,凸出部23的外径需略大于或者等于盖帽212的直径尺寸,即凸出部23的外径需要略大于或者等于枢接部3的外径尺寸,优选的,为了保证刀架盖21与枢接部3的有效配合以及圆规整体的外形美观,凸出部23的外径尺寸需等于盖帽212或者枢接部3的外径尺寸。
52.其中,如图3所示,切削工具22呈立方体结构,切削工具22的一端设置有切削口221,切削口221呈v型结构,且切削口221的开口方向为背离盖帽212的一侧,切削工具22的立方体结构与盖体211上的第二通孔2112的立方体结构相同,例如,若切削工具22为长方体,则第二通孔2112需为长方体,在一些实施例中,切削工具22的宽度需要略大于第二通孔2112的宽度,在切削工具22插入于第二通孔2112中时,以保证切削工具22固定于第二通孔2112中且不会发生掉落。切削工具22的切削口221呈v型,且开口的宽度小于切削工具22的长度,切削口221的两个边上均具有刀刃,切削口221呈v型结构可将位于其中的铅芯121切削为头部具有尖头的形状。
53.对于切削工具22,由于在长期使用过程中,会出现切削工具22的切削口221出现生锈或者顿挫情况,需要更换切削工具22时,可以将切削工具22从刀架盖21内取出,更换为新的切削工具22,并不需要更换新的切削铅芯装置或者将装置丢弃,使得切削铅芯装置可以循环使用,节约了资源,增加了圆规的使用寿命。
54.此外,本公开提供的圆规体1以及切削铅芯装置2均可采用同样的材料制成,例如,不锈钢,但为了节约成本,可以将切削铅芯装置2中的刀架盖21采用塑料材质制作,切削工具22采用钢制作,这样既可以达到切削铅芯装置2切削铅芯121的目的,又做到了节约成本。
55.本公开提供的圆规,通过在圆规的枢接部上开设卡槽,将切削铅芯装置的凸出部与卡槽相配合,使得切削铅芯装置可以容纳于枢接部上,在圆规需要切削铅芯时,可以将切削铅芯装置从圆规体上拔除,将圆规的铅芯插入切削铅芯装置中,通过转动切削铅芯装置来切削铅芯;在圆规无需切削铅芯时,可以将切削铅芯装置收纳于圆规体的枢接部内,使圆规与切削铅芯装置集成为一体,切削铅芯过程方便快捷,且便于装置的收纳。
56.虽然本说明书中使用相对性的用语,例如“上”“下”来描述图标的一个组件对于另一组件的相对关系,但是这些术语用于本说明书中仅出于方便,例如根据附图中所述的示例的方向。能理解的是,如果将图标的装置翻转使其上下颠倒,则所叙述在“上”的组件将会成为在“下”的组件。当某结构在其它结构“上”时,有可能是指某结构一体形成于其它结构上,或指某结构“直接”设置在其它结构上,或指某结构通过另一结构“间接”设置在其它结构上。
57.下面结合图1至图6对圆规的切削铅芯的工作过程进行说明:
58.如图1所示,结合其它附图,在圆规不工作时,将切削铅芯装置2通过凸出部23与卡槽35的配合,使得切削铅芯装置2卡置于枢接部3的通孔中,使得切削铅芯装置2和圆规体1
集成为一体,便于切削铅芯装置2的收纳;
59.如图5、图6所示,结合其它附图,在圆规工作时,铅芯121会围绕针脚122进行旋转画圆,在多次使用后,铅芯121变钝变粗,此时需要切削铅芯121,将切削铅芯装置2从枢接部3的内部拔出,将铅芯121插入至第一通孔2111内部,手持刀架盖21,通过旋转刀架盖21,带动刀架盖21内部的切削工具22旋转,由于切削工具22具有v型切削口221,铅芯的顶部位于切削口221内部进行切削成顶端具有尖头的铅芯121,多次旋转后完成对铅芯121的切削,将铅芯121从切削铅芯装置2中取出,并将切削铅芯装置2重新插入至枢接部3的内部,完成了铅芯121的切削以及切削铅芯装置2的收纳;
60.如图4所示,结合其它附图,在多次使用切削铅芯装置2后,切削工具22会出现刀刃变钝情况,此时,可以将切削工具22从刀架盖21中拔出,换成新的切削工具22,再将切削铅芯装置2插入至圆规上的枢接部3内,完成切削铅芯装置2的刀片更换以及收纳。
61.本公开提供的圆规,可以将切削铅芯装置收纳于圆规上,并在使用时只需将切削铅芯装置拔出即可对铅芯进行切削,使用过程方便快捷,同时切削铅芯装置易于收纳,且切削铅芯装置的切削工具可进行更换,有利于节约成本,使得切削铅芯装置可以循环使用,节约资源。
62.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1