一种弧形显示屏组装设备的制作方法
本发明涉及显示屏组装,特别涉及一种弧形显示屏组装设备。
背景技术:
1、大长度弧形显示屏在汽车内饰中的应用越来广泛,由于车载应用,操作分区等原因,弧形显示屏一般无需整块设计,而是由两块或两块以上的较小的弧形屏拼接并组装在同一块背板上而成。组装精度需要严格的控制,以避免有缝隙、连接处弧面不平整等不良发生,影响组装后弧形屏的美观及使用质量。
2、现有的在弧形显示屏的组装设备,在组装过程中会出现如两片弧形屏之间缝隙大,缝隙不平行或者有高低差等问题;另外,通常只对两块弧形屏进行一次性定位,会在两个弧形屏对位准确后,与背板的组装过程中,又拨动了弧形屏的位置,导致组装后位置不准确的问题。极大的影响生产效率及产品质量。因此,如何有效的提高弧形显示屏的组装精度及效率是本领域技术人员需要考虑的问题。
技术实现思路
1、本发明目的是:提供一种弧形显示屏组装设备,以解决现有技术中弧形显示屏组装精度及效率低等问题。
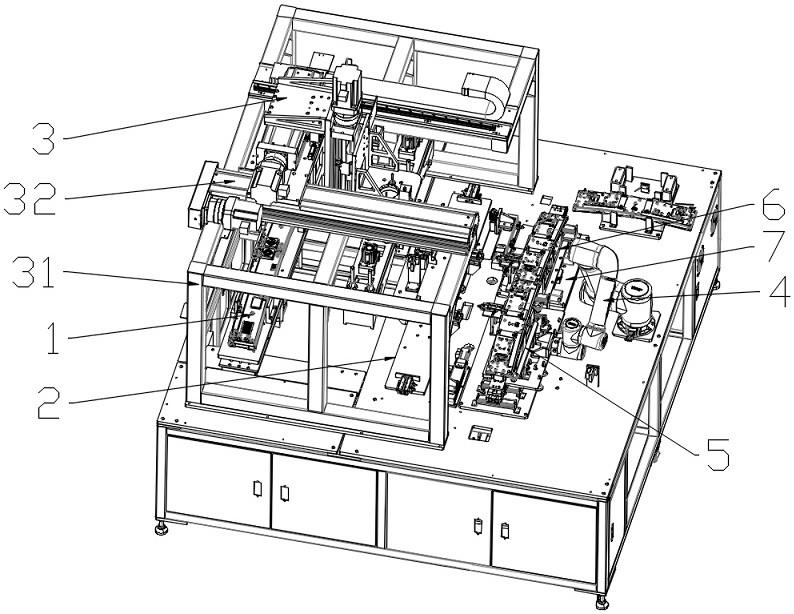
2、本发明的技术方案是:一种弧形显示屏组装设备,包括:
3、机架;
4、组装机构,所述组装机构包括中转组件、预定位组件和第一移栽组件,所述第一移栽组件将中转组件上的背板移动至预定位组件;
5、定位机构,设置有定位工位和第二移栽组件,所述第二移栽组件将弧形的第一屏和第二屏依次移动至定位工位,第一移栽组件将预定位组件处的背板移动至定位工位,实现与第一屏和第二屏的组装及保压;
6、其中,所述定位工位处设置有固定连接在机架上的第一定位组件和通过第一调节组件连接在机架上的第二定位组件;第二移栽组件移动第二屏时,第二屏的弧形所在的圆心与第一屏的弧形所在的圆心在同一水平面上,并沿此圆心旋转,使其放置在第二定位组件时,前端与第一屏的前端在同一水平面上;第一调节组件驱动第二定位组件靠近第一定位组件,实现第二屏与第一屏的对位。
7、优选的,所述定位工位下方设置有多组对位相机,所述对位相机包括用于第一屏位置信息获取的第一对位相机,用于第二屏位置信息获取的第二对位相机,用于背板位置信息获取的第三对位相机;
8、所述第一对位相机和第二对位相机分别将第一屏和第二屏的位置信息定位后,所述第二移栽组件调整第二屏姿态并放置于第二定位组件上,使得第二屏与第一屏在水平方向上相匹配;第一调节组件通过第二定位组件调节第二屏,使得第二屏与第一屏在距离和角度上相匹配;所述第三对位相机将第一移栽组件上背板的位置信息定位后,所述第一移栽组件使得背板在竖直方向上、水平方向的角度上与第一屏和第二屏相匹配。
9、优选的,所述第一定位组件包括第一支架,所述第一支架固定连接在机架上,且其上端面为仿形第一屏设置;所述第一支架的上端设置有多个第一吸嘴,以固定第一屏;
10、所述第一支架的后端设置有连接第一定位板的第一气缸,所述第一定位板连接第一屏的后端;左右两端分别设置有连接第二定位板的第二气缸和连接第三定位板的第三气缸,所述第二定位板和第三定位板分别连接第一屏的左右端。
11、优选的,所述第二定位组件包括连接在第一调节组件上端的第二支架,所述第二支架的上端面为仿形第二屏设置,且上端设置有多个第二吸嘴以固定第二屏;
12、所述第二支架的后端设置有连接第四定位板的第四气缸,所述第四定位板连接第二屏的后端;左右两端分别设置有连接第五定位板的第五气缸和连接第六定位板的第六气缸,所述第五定位板和第六定位板分别连接第二屏的左右两端。
13、优选的,所述第一调节组件包括固定连接在机架上的第一安装板,与第二支架底端固定连接的第二安装板,设置在第一安装板和第二安装板之间的支撑组件,以及连接在第一安装板上的驱动组件;
14、所述支撑组件至少设置有四个,四个所述支撑组件圆周均匀排列设置,且相对的两个相互对称;所述驱动组件至少有两个,两个所述驱动组件分别与相邻的两个支撑组件连接。
15、优选的,所述支撑组件包括上端与第二安装板连接的第一滑轨及滑块,所述滑块与第一滑轨滑动且转动连接,所述滑块下端连接有固定块,所述固定块下端通过第二滑轨与第一安装板连接,所述第二滑轨与第一滑轨相互垂直;
16、所述驱动组件包括连接有丝杆的电机,所述丝杆与固定块螺纹连接,所述丝杆轴线方向与第二滑轨的滑动方向平行。
17、优选的,所述第二移栽组件包括机械臂及机械臂连接的第一吸盘组件;所述第一吸盘组件包括第三支架,所述第三支架上端设置有多个第三吸嘴以吸取第一屏和第二屏,下端设置有多个第四吸嘴以吸取组装后的弧形屏。
18、优选的,所述预定位组件包括第三安装板和安装在机架上的第四安装板,所述第三安装板上端的四周设置有多个连接有第七定位板的第七气缸,多个所述第七气缸驱动第七定位板抵触背板,实现背板的预定位;
19、所述第四安装板下端设置有第一顶升气缸,所述第一顶升气缸活塞端与第三安装板连接,可顶升第三安装板在竖直方向上运动。
20、优选的,所述中转组件包括设置有多个限位块的第五安装板,背板放置在第五安装板并由限位块限位;
21、所述第五安装板下端通过第六安装板连接有第二顶升气缸,所述第二顶升气缸可顶升第五安装板在竖直方向上运动;
22、所述第五安装板还通过第一移动模组与机台连接,所述第一移动模组可驱动第五安装板在水平方向上靠近或远离预定位组件运动。
23、优选的,所述第一移栽组件包括与机台连接的第四支架,所述第四支架上连接有驱动运动方向相互垂直的第二移动模组和第三移动模组;所述第三移动模组通过第五支架连接有可在竖直方向上驱动运动的第五移动模组;所述第五移动模组通过旋转装置连接有第六支架,所述第六支架上设置有保压气缸,所述保压气缸活塞端向下连接有第二吸盘组件,所述第二吸盘组件下端为仿形背板设置,且连接有多个第五吸嘴以吸取背板。
24、与现有技术相比,本发明的优点是:
25、(1)以第一屏的位置为基准,通过依次调整第二屏的放置位置的调整,第二屏的位置的定位和固定,第二屏与第一屏的相对位置的调整以及背板组装时的角度的调整,多重调节相互配合,避免了固定或定位时对第二屏放置位置的影响,消除生产中出现的两块屏的高低差、错位、缝隙大等问题;
26、(2)根据第一对位相机获取的第一屏的位置信息,以第一屏的弧形投影面所在圆的最高点为第一屏原点,判断第一屏的前端与原点的相对位置;再根据上述相对位置及第二对位相机获取的第二屏的位置信息,第二移栽组件驱动第二屏弧形的圆心与第一屏弧形的圆心处于同一水平面上,再第二屏顺时针或逆时针旋转,使得第二屏在第二支架上时,第二屏前端的高度与第一屏前端的高度相同,完成第一屏和第二屏高度方向的定位;
27、(3)根据第一屏前端两个角和第二屏前端两个角的相对位置信息,第一调节组件通过驱动第一支架前后左右移动及水平旋转,实现第二屏的前端与第一屏的前端相平行并靠近,完成第一屏和第二屏相对位置的调整;
28、(4)根据第一屏和第二屏后端的位置信息,第二移动模组调整背板左右方向位置,第三移动模组调整前后方向位置,旋转装置调整角度位置,使得背板竖直向下运动刚好卡扣在第一屏和第二屏上,最后通过保压气缸完成保压;
29、(5)在实际生产中,因第一屏或第二屏本身的尺寸误差或公差,以及在第二屏在第二支架上的定位过程和固定过程中,可能会造成第二屏的角度发生略微的偏移,即当第二移栽组件放置第二屏于第二支架上时,第二屏前端和第一屏的前端是相互平行的,但经过第二支架上的多组气缸和定位板以及第四吸嘴对第二屏的定位和固定,对第二屏的位置产生了干涉,导致第二屏发生略微的偏移,使其前端与第一屏的前端实际并不平行;因此第二移栽组件在放置第二屏时主要进行第一屏和第二屏前端的高度的对位,而通过第一调节组件对第二屏的角度及与第一屏的间距等进行调节,通过将高度的对位与角度及距离的对位分开来调节,避免了定位及固定工序对第二屏干涉,提高了组装质量;
30、(6)预定位组件的设置,在背板与第一屏和第二屏组装前,先进行预定位,使得背板组装时进行微调即可,可降低调整过程中背板发生位移的情况的产生概率,提高组装精度;
31、(7)第一支架和第二支架上的多个定位气缸及定位板的设置,在第一屏和第二屏放置时,先进行定位,在通过其底部的第一吸嘴或第二吸嘴吸引固定,避免了固定时第一屏或第二屏的位置发生偏移,有利于提高组装精度。
- 还没有人留言评论。精彩留言会获得点赞!