一种在自然山石上翻模的塑石的制作方法
1.本实用新型涉及景观工程技术领域,尤其是一种在自然山石上翻模的塑石。
背景技术:
2.在现有的翻模塑石的制作工艺中往往将塑石分成两部分,通过将硅胶、水泥、或是玻璃钢等材料直接涂敷于原石表面待其固结后将其取下通过左右对称结构的配合进行组装,但还存在诸多缺点如翻制表面砂眼较多,导致裂纹的产生,由于没有涂敷厚度的对照点容易产生透光点,为了避免透光点的存在往往使翻模的厚度过大,容易在自然山石上留下粘结块重复利用需要进行除垢处理,鉴于以上不足故提出本方案。
技术实现要素:
3.本实用新型要解决的技术问题是:为了克服上述中存在的问题,提供了一种在自然山石上翻模的塑石,其解决了上述等问题。
4.本实用新型解决其技术问题是采取以下技术方案实现的:
5.一种在自然山石上翻模的塑石,包括原石,还包括复合翻模层、塑石底座,且所述复合翻模层涂敷于所述原石的外表面,且所述复合翻模层与所述原石之间设有聚乙烯薄膜,所述复合翻模层的表面还设有环氧树脂,所述复合翻模层与所述环氧树脂粘接成型,所述复合翻模层的内部设有木制的固定杆件。
6.优选的,所述复合翻模层包括模压硅胶,所述模压硅胶内嵌入胶结设有无纺纱布,所述无纺纱布设有两层,且所述无纺纱布间隔不接触设置。
7.优选的,所述复合翻模层的外表面浇筑设有凸起的拔模触角,所述拔模触角呈圆锥状。
8.优选的,所述模压硅胶上远离所述拔模触角的表面涂敷设有玻璃纤维增强塑料,所述玻璃纤维增强塑料的外表面上喷涂设有厚度不低于二毫米的玻璃纤维增强水泥层。
9.优选的,所述模压硅胶上远离所述玻璃纤维增强塑料的表面设有防变形缺口,所述防变形缺口呈矩形,且所述防变形缺口间隔设置于所述拔模触角之间,所述防变形缺口的深度不大于所述模压硅胶的三分之一。
10.优选的,所述环氧树脂设置于所述模压硅胶上靠近所述拔模触角的一面,所述环氧树脂的厚度不大于所述拔模触角的长度。
11.优选的,所述塑石底座设置于所述复合翻模层的下方开口处,所述复合翻模层的下端面与所述塑石底座的上端面相抵,所述塑石底座的上端面固定设有木条支架,所述木条支架的另一端固定设置于所述环氧树脂内,且所述木条支架的外表面喷涂设有玻璃纤维增强塑料。
12.本实用新型的优点和积极效果是:将聚乙烯薄膜与原石之间的空隙处气泡挤出,这样避免了复合翻模层粘接在原石上,同时避免砂眼、气泡等缺陷的产生,然后在聚乙烯薄膜上均匀涂敷一层模压硅胶并用湿毛巾均匀的按压将自然山石表面的坑洼处的气泡挤出
待其半干后将无纺纱布覆盖于模压硅胶的表面并均匀挤压,然后再次涂敷一层模压硅胶并立即在其表面覆盖一层无纺纱布然后再次涂敷一层模压硅胶,通过无纺纱布增加模压硅胶的韧性,并减小其冷却收缩率,避免翻制失真;
13.通过设置防变形缺口可以加大该面的变形程度降低模压硅胶另一面的变形程度,然后在模压硅胶上带有拔模触角的表面上喷涂环氧树脂并在其未干的情况下插入木条支架,待环氧树脂完全固结后将木条支架的表面喷涂玻璃纤维增强塑料,并将木条支架的另一端固定于塑石底座上并将复合翻模层的下端面固定于所述塑石底座上,最后在模压硅胶的外表面上喷涂玻璃纤维增强塑料即可,该制品的表面结构与被翻制的自然原石仿真度高表面细腻,结构轻便,且不伤自然山石可多次利用,且该塑石翻制工艺简单,制作时间短效率高。
附图说明
14.下面结合附图和实施例对本实用新型进一步说明。
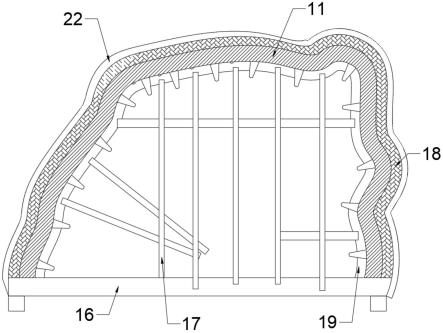
15.图1是本实用新型的全剖结构示意图;
16.图2是本实用新型中的复合翻模层在原石上翻膜时的结构示意图;
17.图3是图1中复合翻模层的局部放大结构示意图。
18.附图中标记分述如下:10、原石;11、复合翻模层;12、聚乙烯薄膜;14、拔模触角;15、防变形缺口;16、塑石底座;17、木条支架;18、玻璃纤维增强塑料;19、环氧树脂;20、模压硅胶;21、无纺纱布;22、玻璃纤维增强水泥层。
具体实施方式
19.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
20.以下结合附图对本实用新型实施例做进一步详述:
21.如图1-3所示,本实用新型所述的一种在自然山石上翻模的塑石,包括原石10,还包括复合翻模层11、塑石底座16,且所述复合翻模层11涂敷于所述原石10的外表面,且所述复合翻模层11与所述原石10之间设有聚乙烯薄膜12,所述复合翻模层11的表面还设有环氧树脂19,所述复合翻模层11与所述环氧树脂19粘接成型,所述复合翻模层11的内部设有木制的固定杆件。
22.应当理解的是所述复合翻模层11、环氧树脂19层的覆盖成型面应当根据具体山石的形状决定是否连续,也就是说所述复合翻模层11、复合翻模层11、环氧树脂19层为了便于脱模可连续成型或者分块成型,并且所述复合翻模层11、复合翻模层11、环氧树脂19层在脱模时可通过切割分块脱模并在后续成型拼接并胶粘定型,这样既方便了脱模过程,同时可得到一块完整的山石纹理模型。
23.优选的,所述复合翻模层11包括模压硅胶20,所述模压硅胶20内嵌入胶结设有无纺纱布21,所述无纺纱布21设有两层,且所述无纺纱布21间隔不接触设置;
24.在实际制作中先在自然山石上均匀涂敷一层模压硅胶20并用湿毛巾均匀的按压将自然山石表面的坑洼处的气泡挤出待其半干后将无纺纱布21覆盖于模压硅胶20的表面并均匀挤压,然后再次涂敷一层模压硅胶20并立即在其表面覆盖一层无纺纱布21然后再次
涂敷一层模压硅胶20,通过无纺纱布21增加模压硅胶20的韧性,并减小其冷却收缩率,避免翻制失真。
25.优选的,所述复合翻模层11的外表面浇筑设有凸起的拔模触角14,所述拔模触角14呈圆锥状。
26.所述复合翻模层11的表面较平坦处设置所述拔模触角14的单位面积比例为一,所述复合翻模层11表面崎岖处设置的所述拔模触角14的单位面积比例为三,上述的单位面积指半径为十厘米的圆。
27.优选的,所述模压硅胶20上远离所述拔模触角14的表面涂敷设有玻璃纤维增强塑料18,所述玻璃纤维增强塑料18的外表面上喷涂设有厚度不低于二毫米的玻璃纤维增强水泥层22。
28.优选的,所述模压硅胶20上远离所述玻璃纤维增强塑料18的表面设有防变形缺口15,所述防变形缺口15呈矩形,且所述防变形缺口15间隔设置于所述拔模触角14之间,所述防变形缺口15的深度不大于所述模压硅胶20的三分之一;
29.在实际的操作过程中,所述防变形缺口15的深度以不见所述无纺纱布21即可,也就是说在挖制所述防变形缺口15时不可使所述无纺纱布21裸露在外即可。
30.优选的,所述环氧树脂19设置于所述模压硅胶20上靠近所述拔模触角14的一面,所述环氧树脂19的厚度不大于所述拔模触角14的长度;
31.在实际操作中,所述环氧树脂19的涂敷厚度不要完全将所述拔模触角14覆盖即可,可通过统一裸露的所述拔模触角14的长度使环氧树脂19的各部分的厚度均化,避免产生透光点,薄弱点。
32.优选的,所述塑石底座16设置于所述复合翻模层11的下方开口处,所述复合翻模层11的下端面与所述塑石底座16的上端面相抵,所述塑石底座16的上端面固定设有木条支架17,所述木条支架17的另一端固定设置于所述环氧树脂19内,且所述木条支架17的外表面喷涂设有玻璃纤维增强塑料18。
33.具体实施时,先将原石10的表面进行清洗并进行干燥,再将聚乙烯薄膜12覆盖于原石10上使用热风机对聚乙烯薄膜12热塑形,将聚乙烯薄膜12与原石10之间的空隙处气泡挤出,这样避免了复合翻模层11粘接在原石10上,同时避免砂眼、气泡等缺陷的产生,然后在聚乙烯薄膜12上均匀涂敷一层模压硅胶20并用湿毛巾均匀的按压将自然山石表面的坑洼处的气泡挤出待其半干后将无纺纱布21覆盖于模压硅胶20的表面并均匀挤压,然后再次涂敷一层模压硅胶20并立即在其表面覆盖一层无纺纱布21然后再次涂敷一层模压硅胶20,通过无纺纱布21增加模压硅胶20的韧性,并减小其冷却收缩率,避免翻制失真,并在模压硅胶20的表面浇筑拔模触角14,同时在拔模触角14之间用刮刀对模压硅胶20进行刮除形成防变形缺口15,这是因为当复合翻模层11完成翻制成型后需要将其内外面翻转,也就是说贴合原石10表面的一面为成品的外表面,由于在翻制过程中贴合原石10表面的面积大于非贴合面的面积翻转后由于表面张力容易导致复合翻模层11的表面变形失真,通过设置防变形缺口15可以加大该面的变形程度降低模压硅胶20另一面的变形程度,然后在模压硅胶20上带有拔模触角14的表面上喷涂环氧树脂19并在其未干的情况下插入木条支架17,待环氧树脂19完全固结后将木条支架17的表面喷涂玻璃纤维增强塑料18,并将木条支架17的另一端固定于塑石底座16上并将复合翻模层11的下端面固定于所述塑石底座16上,最后在模压硅
胶20的外表面上喷涂玻璃纤维增强塑料18并在玻璃纤维增强塑料18的外表面喷涂玻璃纤维增强水泥层22即可,该制品的表面结构与被翻制的自然原石仿真度高表面细腻,结构轻便,且不伤自然山石可多次利用,且该塑石翻制工艺简单,制作时间短效率高。
34.需要强调的是,本实用新型所述的实施例是说明性的,而不是限定性的,因此本实用新型并不限于具体实施方式中所述的实施例,凡是由本领域技术人员根据本实用新型的技术方案得出的其他实施方式,同样属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1