一种不规整物体表面压烫电化铝的制作方法
1.本实用新型属于多层复合材料技术领域,涉及烫金电化铝,具体涉及一种不规整物体表面压烫电化铝。
背景技术:
2.电化铝烫金技术随着技术的发展已由最为低级的衣帽、纸张表面烫金发展至刚性材质表面烫金或软体表面烫金。
3.例如,cn204977873u一种刚性材质表面烫金电化铝箔,所公开的刚性材质表面烫金电化铝箔应用广泛,可用于多种刚性材质表面烫金,如石器、金属器及木质材料等,为古代文物、现代工艺品及高端家具或实用器械的保护,防止其长期存放易腐蚀、延长使用寿命提供帮助。另外,采用电化铝烫金的方式用于刚性材质表面,造成的环境危害小,有利于保障操作或使用人员的健康。如鎏金技术涉及有毒重金属汞、涂漆涉及多种有极易挥发物质,而采用所述烫金电化铝箔本身所含有害物质极少。
4.再例如,cn205272908u一种软体表面烫金电化铝,公开了能够支持在软体表面烫金的电化铝,其复合多层结构与普通电化铝相似,并在真空镀铝层与粘结层之间增设一韧性层以提高电化铝整体的韧性,解决了由于软体材料易受力发生形变且耐高温性能一般较差,造成烫金时很容易造成烫印错位、烫金图案深浅不一以及承印物损伤的问题,而多出的韧性层由于其单独存在,烫金作业时,并不会影响到烫金图案的的清晰度与饱满度,即不会降低电化铝的分切性。
5.与此同时,随着承烫材质多元化以及承烫物表面结构复杂程度的不断提高,以往通过烫金版辊传热方式压烫的电化铝往往很难避免烫印不饱满、露底或压烫不实等现象。原因主要在于承烫物表面结构越复杂,传统烫金版辊越难压实、导热也越难均匀。设想,若将烫金电化铝先附于承烫物表面,通过气压或水压使其形成预设的烫金图案并粘附于承烫物表面,则可以很好地解决上述问题。
技术实现要素:
6.针对上述现有技术中存在的不足,本实用新型的目的是为了克服传统电化铝用于不规整物体表面烫金时易出现烫印不饱满、露底或压烫不实等现象,而公开了一种通过气压或水压使其形成一定的烫金图案并粘附于承烫物表面的压烫电化铝。
7.为了达到以上目的,本实用新型公开如下技术方案:
8.一种不规整物体表面压烫电化铝,包括基材薄膜,在基材薄膜之上,依次均匀涂覆有离型层、压敏层、色层、铝层及粘结层,其中压敏层介于离型层与色层之间,其作用在于感知外界压力并均匀地传导至粘结层。
9.所述基材薄膜厚度8~50μm,可以是双向拉伸聚酯薄膜、双向拉伸聚氯乙烯薄膜、聚丙烯纤维膜等。基材薄膜作为不规整物体表面压烫电化铝各功能层的载体,要求具备较高的抗拉强度和较好的润湿性能,以确保在烫印收卷过程中膜面不易产生收缩,同时确保
基材薄膜之上涂覆的离型层具有较好的均匀性与流平性,此外,对外界压力有较好的形变效果,以便膜面能够更好地贴切不规整物体表面。
10.所述离型层厚度1~20μm、涂布干量0.05~1.6g/m2,可以是有机硅类树脂,例如硅氧烷聚合树脂、硅树脂甲基支链硅油,也可以是蜡类材料,例如合成石蜡、微晶石蜡、聚乙烯蜡或蒙坦蜡等。离型层的作用在于烫金时确保压敏层、色层、铝层及粘结层能够从基材薄膜上剥离。
11.所述压敏层厚度2~40μm、涂布干量0.1~3.0g/m2,可以是zno压敏材料、sno2压敏材料或sno
2-mgo-nb2o5压敏材料等。压敏层是不规整物体表面压烫电化铝最为关键的功能层,其作用在于感知外界压强并能均匀地传导至粘结层,因此要求其对压强敏感度较高、形变效果较好。
12.所述色层厚度8~30μm、由透光率较高的染料和包容性较好的热固性树脂调配涂布而成,涂布干量0.1~4.0g/m2。作为烫金电化铝显色的关键所在,所述透光率较高的染料通常选用金属络合染料,主要色调分为黄色、橙色、红色、蓝色、黑色以及荧光红(桃红)等,依实际需要可调制不同色相用于制作烫金电化铝;所述包容性较好的热固性树脂可以是脲醛树脂、三聚氰胺-甲醛树脂、环氧树脂、聚酰亚胺树脂。
13.所述铝层厚度0.6~1.4μm,采用高纯度铝丝经镀铝而得,铝丝纯度≥99.99%。其特点在于双面光滑如镜,用以反射色层的入射光线,这也是所有烫金电化铝实现强烈金属质感的来源。
14.所述粘结层厚度0.5~10μm、涂布干量0.3~5.0g/m2,可以是聚甲基丙烯酸甲酯、聚酰胺、聚苯醚、聚甲基丙烯酸甲酯等。粘结层为一类压敏熔融型树脂,其作用在于感知压强后熔融,并与承烫物表面接触后固化粘连。
15.作为优选,基材薄膜以双向拉伸聚酯薄膜为最佳,以厚度15μm为最佳。
16.作为优选,离型层以蒙坦蜡为最佳,以厚度2μm、涂布干量0.8g/m2为最佳。
17.作为优选,压敏层以sno2压敏材料为最佳,以厚度3.5μm、涂布干量1.05g/m2为最佳。
18.作为优选,色层以聚酰亚胺树脂作为色料的包容介质为最佳,色层的色相可根据实际需要选用相应色相的色料,以厚度12μm、涂布干量3.5g/m2为最佳。
19.作为优选,铝层以厚度1.2μm为最佳。
20.作为优选,粘结层以聚甲基丙烯酸甲酯为最佳,以厚度5.0μm、涂布干量2.4g/m2为最佳。
21.有益效果
22.本实用新型所公开的不规整物体表面压烫电化铝,通过气压或水压使其形成一定的烫金图案并粘附于承烫物表面,能够克服传统电化铝用于不规整物体表面烫金时易出现烫印不饱满、露底或压烫不实等现象,烫金图案清晰、附着力强,尤其是对不规整物体表面的坑洼地带能够很好地填覆。同时,该种电化铝生产成本低廉、成品率高,较容易实现产业化。
附图说明
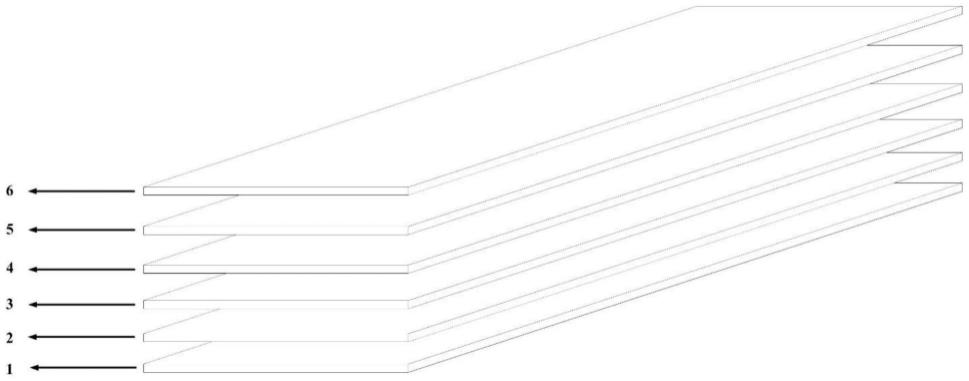
23.图1.不规整物体表面压烫电化铝的结构展开示意图;
24.图2.不规整物体表面压烫电化铝的结构示意图;
25.其中:1、基材薄膜;2、离型层;3、压敏层;4、色层;5、铝层;6、粘结层。
具体实施方式
26.下面结合实施例对本实用新型进行详细说明,以使本领域技术人员更好地理解本发明,但本实用新型并不局限于以下实施例。
27.如图1所示,一种不规整物体表面压烫电化铝,包括基材薄膜,在基材薄膜1之上,依次均匀涂覆有离型层2、压敏层3、色层4、铝层5及粘结层6。
28.其中,基材薄膜1作为压烫电化铝各功能层的载体,要求具备较高的抗拉强度和较好的润湿性能,以确保在烫印收卷过程中膜面不易产生收缩,同时确保基材薄膜1之上涂覆的离型层2具有较好的均匀性与流平性,此外,对外界压强有较好的形变效果,以便膜面能够更好地贴切不规整物体表面。基材薄膜1选材可以是双向拉伸聚酯薄膜、双向拉伸聚氯乙烯薄膜、聚丙烯纤维膜等。基材薄膜1厚度在8~50μm之间。
29.其中,离型层2作用在于烫金时确保压敏层3、色层4、铝层5及粘结层6能够从基材薄膜1上剥离,选材可以是有机硅类树脂,例如硅氧烷聚合树脂、硅树脂甲基支链硅油,也可以是蜡类材料,例如合成石蜡、微晶石蜡、聚乙烯蜡或蒙坦蜡等。离型层2厚度在1~20μm之间、涂布干量在0.05~1.6g/m2之间。
30.其中,压敏层3是该种不规整物体表面压烫电化铝最为关键的功能层,其作用在于感知外界压强并能均匀地传导至粘结层6,因此要求其对压强敏感度较高、形变效果较好。压敏层3选材可以是zno压敏材料、sno2压敏材料或sno
2-mgo-nb2o5压敏材料等。压敏层3厚度在2~40μm之间、涂布干量在0.1~3.0g/m2之间。
31.其中,色层4作为烫金电化铝显色的关键所在,要求制备色层3时使用透光率较高的染料和包容性较好的热固性树脂按一定质量份数比调配制得;所述透光率较高的染料通常选用金属络合染料,主要色调分为黄色、橙色、红色、蓝色、黑色以及荧光红(桃红)等,依实际需要可调制不同色相用于制作烫金电化铝;所述包容性较好的热固性树脂可以是脲醛树脂、三聚氰胺-甲醛树脂、环氧树脂、聚酰亚胺树脂。色层4厚度在8~30μm之间、涂布干量在0.1~4.0g/m2之间。
32.其中,铝层5其主要特点在于双面光滑如镜,用以反射色层3的入射光线,这也是所有烫金电化铝实现强烈金属质感的来源;所述铝层5采用高纯度铝丝通过特定镀铝机实现,铝丝纯度≥99.99%。铝层5厚度在0.6~1.4μm之间。
33.其中,粘结层6为一类压敏熔融型树脂,其作用在于感知压强后熔融,并与承烫物表面接触后固化粘连,选材可以是聚甲基丙烯酸甲酯、聚酰胺、聚苯醚、聚甲基丙烯酸甲酯等。粘结层6厚度在0.5~10μm之间、涂布干量在0.3~5.0g/m2之间。
34.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1