抗光幕及其制造方法与流程
1.本发明涉及激光电视使用的幕布技术领域,尤其涉及抗光幕及其制造方法。
背景技术:
2.激光电视使用的幕布用于反射激光至观众眼球以成影像。现有的激光电视使用的幕布在外在光源较亮的坏境下成影效果差,为提高成影效果只能提高激光的亮度,而这样会损伤眼睛,易产生视觉疲劳。
技术实现要素:
3.本发明的目的在于针对现有技术的不足提供一种抗光幕及其制造方法,可解决上述技术问题。
4.为实现上述目的,本发明的抗光幕,包括基体层,还包括抗皱层、塑形层,基体层、抗皱层和塑形层依次设置,塑形层的外表面与垂直面之间的夹角为2
°
~5
°
;塑形层的外表面设置有沿纵向阵列排布的反光棱镜,反光棱镜由相交的反光面、吸光面构成,反光面、吸光面向内凹陷于塑形层,反光面为圆弧面,吸光面为平行于水平面的平面。
5.进一步的,所述吸光面与反光面的弦之间的夹角为55
°
~70
°
。
6.进一步的,所述塑形层的外表面与垂直面之间的夹角为a,吸光面与反光面的弦之间的夹角为b,吸光面的宽度为为c毫米,a、b、c之间的关系为 a=bc。
7.进一步的,所述抗皱层为直线纤维和穿绕纤维编织而成的编织层,直线纤维直线排布,穿绕纤维交错穿绕直线纤维设置。
8.进一步的,所述抗皱层设置有两层,两层抗皱层的直线纤维相互垂直布置;体层和两层抗皱层依次粘接;塑形层为涂布于抗皱层表面的树脂层。
9.为实现上述目的,本发明的抗光幕的其制造方法,包括以下步骤:a.将基体层和两层抗皱层依次粘接;b.在最外层的抗皱层表面涂布树脂形成塑形层;c.使得辊筒在成型反光棱镜的吸光面的部位粘上吸光涂料,在成型反光棱镜的反光面的部位粘上反光涂料;d.使用上述辊筒在塑形层表面通过辊压成型反光棱镜结构。
10.进一步的本发明的抗光幕的其制造方法,在上述步骤d中使用热压成型。
11.本发明的有益效果:本发明的抗光幕,由于反光面、吸光面向内凹陷于塑形层,反光面为圆弧面具有聚光效应,使得设备发出的激光射向反光面被反射后降低了散光度,提高了射向水平前方的观众眼球的光线数量。本发明的抗光幕,吸光面可大量吸收自然光及吸顶灯光源,塑形层的外表面与垂直面之间的夹角为2
°
~5
°
,进一步降低了吸顶灯光源射向幕布的数量,进一步降低了吸顶灯光源对激光的影响,提高了成像效果。
附图说明
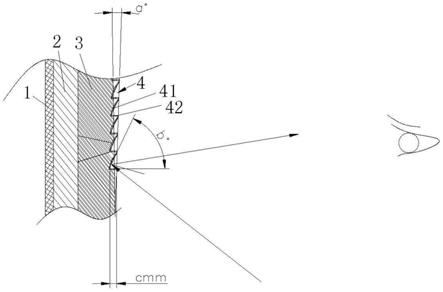
12.图1为本发明的剖视结构示意图。
13.图2为本发明的抗皱层的剖视结构示意图。
14.附图标记包括:
15.1—基体层
16.2—抗皱层 21—直线纤维
ꢀꢀ
22—穿绕纤维
17.3—塑形层
18.4—反光棱镜
ꢀꢀ
41—反光面
ꢀꢀ
42—吸光面。
具体实施方式
19.以下结合附图对本发明进行详细的描述。
20.本发明的抗光幕,包括基体层1,还包括抗皱层2、塑形层3,基体层1、抗皱层2和塑形层3依次设置,塑形层3的外表面与垂直面之间的夹角为2
°
~5
°
;塑形层3的外表面设置有沿纵向阵列排布的反光棱镜4,反光棱镜4由相交的反光面41、吸光面42构成,反光面41、吸光面42向内凹陷于塑形层3,反光面41为圆弧面,吸光面42为平行于水平面的平面。本发明的抗光幕,如图1所示,由于反光面41、吸光面42向内凹陷于塑形层3,反光面41为圆弧面具有聚光效应,使得设备发出的激光射向反光面 41被反射后降低了散光度,提高了射向水平前方的观众眼球的光线数量。
21.环境光源一般包括天花板的吸顶灯光源和室外斜向射向幕布的自然光,本发明的抗光幕,吸光面42可大量吸收自然光及吸顶灯光源,塑形层3 的外表面与垂直面之间的夹角为2
°
~5
°
,进一步降低了吸顶灯光源射向幕布的数量,进一步降低了吸顶灯光源对激光的影响,提高了成像效果。
22.进一步的,所述吸光面42与反光面41的弦之间的夹角为55
°
~70
°
。本发明的抗光幕,进一步降低了吸顶灯光源对激光的影响,提高了成像效果。
23.进一步的,所述塑形层3的外表面与垂直面之间的夹角为a,吸光面42 与反光面41的弦之间的夹角为b,吸光面42的宽度为为c毫米,a、b、c之间的关系为a=bc。本发明的抗光幕,进一步降低了吸顶灯光源对激光的影响,提高了成像效果,生产不同规格的幕布时,在确定了所述塑形层3的外表面与垂直面之间的夹角为a时,易于确定b、c的数值。
24.进一步的,所述抗皱层2为直线纤维21和穿绕纤维22编织而成的编织层,直线纤维21直线排布,穿绕纤维22交错穿绕直线纤维21设置。本发明的抗光幕,抗皱层2可减少抗光幕的边缘内翻,提高其平整度。
25.如图2所示,所述抗皱层2设置有两层,两层抗皱层2的直线纤维21 相互垂直布置;体层和两层抗皱层2依次粘接;塑形层3为涂布于抗皱层2 表面的树脂层。本发明的抗光幕,可进一步减少抗光幕的边缘内翻,提高其平整度。
26.本发明的抗光幕的其制造方法,包括以下步骤:a.将基体层1和两层抗皱层2依次粘接;b.在最外层的抗皱层2表面涂布树脂形成塑形层3;c.使得辊筒在成型反光棱镜4的吸光面42的部位粘上吸光涂料,在成型反光棱镜 4的反光面41的部位粘上反光涂料;d.使用上述辊筒在塑形层3表面通过辊压成型反光棱镜4结构。本发明的抗光幕的其制造方法,可以加工出带有吸光涂料、反光涂料的反光棱镜4结构,工艺简单。进一步的本发明的抗光幕的其制造方法,在上述步骤d中使用热压成型,可进一步提高加工效果,使得加工成的反光棱镜4结构稳定,吸光涂料、反光涂料不易脱落;吸光涂料、反光涂料同时成型,可避免先后加工造成的偏离设计尺寸,提高了加工成型的准确度。
27.综上所述可知本发明乃具有以上所述的优良特性,得以令其在使用上,增进以往技术中所未有的效能而具有实用性,成为一极具实用价值的产品。
28.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1