一种基于飞秒激光3D直写技术的表面芯石墨烯电光调制器
single
‑
mode fibers for mode
‑
field conversion[j].optics express,2020,28(24):36147.】,提出一种小尺寸电光调制器。该器件以光波为载波,单模光纤为传输媒质,易于制作,能耗小,对环境不稳定性的容限度极高。
技术实现要素:
[0007]
本发明弥补和改善了传统电光调制器在器件尺寸、调制电压、调制速率和系统兼容性等方面的不足之处,提供一种能够有效调制光载波并且兼容当代单模光纤通信系统的电光调制器。通过合理的结构设计,本发明提出一种石墨烯材料与飞秒激光3d直写技术相结合的电光调制器结构,器件与单模光纤的尺寸兼容程度极高,使用简单,对拓宽飞秒激光3d直写技术的应用领域,提升电光调制器的工作稳定性具有重要的参考价值。本发明提出的电光调制器结构可用于不同尺寸标准的单模光纤和多模光纤,考虑到单模光纤在通信系统的广泛使用,本说明书以实现电光调制效应更为困难的coning smf
‑
28单模光纤结构为例。
[0008]
本发明基本原理:单模光纤中,光信号被严格限制在纤芯中传输,要实现石墨烯功能材料对光载波的调制,就必须实现石墨烯与光载波的强相互作用。本发明提出一种基于飞秒激光3d直写技术的表面芯石墨烯电光调制器,所述电光调制器包括载物台,移动轨道,滑块,光纤夹具,单模光纤,飞秒激光3d直写技术获得的特种光纤,石墨烯和金属电极。所述载物台上刻蚀凹槽,精密加工后形成移动轨道,三个滑块可以在移动轨道限定范围内自由滑动并精准固定,滑块上放有光纤夹具固定单模光纤,石墨烯覆盖由飞秒激光3d直写技术获得的特种光纤,石墨烯层上方蒸镀金属电极。
[0009]
所述飞秒激光3d直写技术获得的特种光纤包含两根纤芯,一根位于光纤中部,称为中部纤芯,另一根靠近包层表面,称为表面芯。两根纤芯产生能量交换的区域为光信号的耦合区,两个耦合区之间的区域为光信号的调制区,表面芯调制区外包层表面对应位置上覆盖石墨烯。飞秒激光3d直写技术获得的特种光纤与单模光纤无错位相接,特种光纤中部的纤芯与单模光纤纤芯不存在尺寸失配。输入端的单模光纤将入射光信号传导进入特种光纤的中部纤芯,在第一个耦合区由于倏逝场的作用,特种光纤中部纤芯的光信号能量在传播一段距离后会交换到表面芯中,即光信号在传播的过程中发生了横向耦合,耦合后的光信号在表面芯中传输并进入调制区。在金属电极上施加偏置电压,施加的偏置电压注入电子到石墨烯薄膜中或者从石墨烯薄膜中抽取电子,改变石墨烯的化学势和折射率,石墨烯化学势和折射率的变化导致调制区光信号的传播状态发生改变,经过调制的光信号继续传播进入第二个耦合区,耦合后的光信号重新进入特种光纤的中部纤芯,并稳定传输至与输出端连接的单模光纤,实现调制功能。
[0010]
本发明具体物理实现方式:所述基于飞秒激光3d直写技术的表面芯石墨烯电光调制器中,载物台上刻有凹槽,构成一条移动轨道,滑块可在移动轨道限定范围内自由滑动并精准固定,滑块上放有固定单模光纤的夹具。首先由两侧滑块上的夹具将一根单模光纤固定好,使光纤自然抻直;然后用红宝石切割刀将光纤从中间切断,利用金属尖端的高压放电将切割后的光纤端面处理平整;接下来用中间滑块上的两个夹具将截断后的单模光纤两端固定好,两个端面间留有一定间隔,在两个单模光纤端面的间隔中放入单模光纤标准模具,填充聚合物后使用丙二醇甲醚醋酸酯除去模具外的聚合物,向模具中滴入显影液后拆掉模
具,向填充聚合物的区域输入飞秒激光脉冲,将纤芯写入聚合物中;最后,由飞秒激光3d直写技术获得的特种光纤与切割后的单模光纤无错位相接且特种光纤中部的纤芯与单模光纤纤芯不存在尺寸失配。
[0011]
在左侧滑块固定的单模光纤中通入高斯光信号,入射的光信号进入特种光纤的中部纤芯后首先经过第一个耦合区,经横向耦合后进入表面芯中传播,随后光信号经过第二个耦合区,再次通过横向耦合进入特种光纤的中部纤芯,最后稳定传输至右侧滑块固定的单模光纤,在右侧单模光纤的信号输出端连接光谱仪,监测输出信号。当表面芯中传播的光信号经过调制区时,在金属电极上施加偏置电压,施加的偏置电压注入电子到石墨烯薄膜中或者从石墨烯薄膜中抽取电子,改变石墨烯的化学势和折射率,导致光信号通过第二个耦合区时信号的强弱周期发生改变,即不同电压值调制后的光信号在第二个耦合区进入特种光纤的中部纤芯时信号强弱不同,最终导致右侧单模光纤输出端监测到的光信号强弱不同,实现电光调制。
[0012]
本发明的有益效果:提供了一种石墨烯材料与飞秒激光3d直写技术相结合的电光调制器,为实现低损耗、低调制电压、高调制速率且兼容当代单模光纤通信系统的电光调制器提供了理论指导,对拓宽飞秒激光3d直写技术的应用领域,提升单模光纤通讯系统中电光调制器的工作稳定性具有重要价值。主要优点如下:
[0013]
(1)、基于飞秒激光3d直写技术的表面芯石墨烯电光调制器与传统的光纤电光调制器相比,使用飞秒激光3d直写技术获得的特种光纤与单模光纤的模式失配极小,器件插入损耗低;
[0014]
(2)、基于飞秒激光3d直写技术的表面芯石墨烯电光调制器的金属电极与石墨烯材料直接接触,保证了器件的稳定性,提高了器件的电光调制效率;
[0015]
(3)、基于飞秒激光3d直写技术的表面芯石墨烯电光调制器中光信号严格单向传输,器件反射对输入光信号产生的影响极小;
[0016]
(4)、基于飞秒激光3d直写技术的表面芯石墨烯电光调制器兼容当代以单模光纤为主的光纤通信系统,实现了调制器件的微型化;
[0017]
(5)、基于飞秒激光3d直写技术的表面芯石墨烯电光调制器仅需外加不到5v的偏置电压就可以使石墨烯的电子掺杂浓度改变数个量级,器件功耗小且调制灵敏度高;
[0018]
(6)、基于飞秒激光3d直写技术的表面芯石墨烯电光调制器的调制功能受金属电极形状的影响较小,调制过程中光信号在完整纤芯中传播,极大增强了该调制器件对环境不稳定性的容限度。
附图说明
[0019]
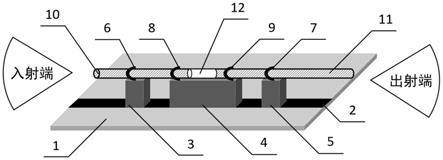
图1是基于飞秒激光3d直写技术的表面芯石墨烯电光调制器立体结构示意图;
[0020]
图2是由飞秒激光3d直写技术所得特种光纤的结构示意图;
[0021]
图3是由飞秒激光3d直写技术所得特种光纤的正视图及尺寸标注示意图;
[0022]
图4是实施例一中偏置电压为3.2v时,由飞秒激光3d直写技术所得特种光纤表面芯和中部纤芯光信号的功率分布图;
[0023]
图5是实施例二中偏置电压为4.8v时,由飞秒激光3d直写技术所得特种光纤表面芯和中部纤芯光信号的功率分布图;
具体实施方式
[0024]
实施例一:
[0025]
基于飞秒激光3d直写技术的表面芯石墨烯电光调制器如图1所示。载物台1,移动轨道2,滑块3,滑块4,滑块5,光纤夹具6,光纤夹具7,光纤夹具8,光纤夹具9,单模光纤10,单模光纤11和由飞秒激光3d直写技术获得的特种光纤12。
[0026]
特种光纤12的具体构成如图2所示。耦合区13,调制区14,耦合区15,中部纤芯16,表面芯17,石墨烯层18,电极19。
[0027]
具体组合方式为:载物台1上刻蚀凹槽,加工后形成移动轨道2;滑块3,滑块4和滑块5可在移动轨道2限定范围内自由滑动并精准固定;滑块3和滑块5上分别放有光纤夹具6和光纤夹具7,滑块4上放有光纤夹具8和光纤夹具9;光纤夹具6和光纤夹具8固定单模光纤10,光纤夹具7和光纤夹具9固定单模光纤11,光纤夹具8和光纤夹具9固定的单模光纤端面之间存在间隔;由飞秒激光3d直写技术获得的特种光纤12填充了光纤夹具8和光纤夹具9所固定单模光纤的端面间隔,且特种光纤12与单模光纤10和单模光纤11无错位相接。
[0028]
向单模光纤10的输入端通入1550nm高斯光信号,输入的光载波信号经单模光纤10传输后到达特种光纤12的中部纤芯16;光信号的能量在耦合区13发生横向耦合,进入表面芯17中继续传播,在调制区14中由石墨烯层18和电极19实现光信号的调制,调制后光信号的能量在耦合区15重新进入中部纤芯16中传输;最后,光载波的能量经中部纤芯16进入单模光纤11中,在出射端接光谱仪检测调制后的输出光信号强弱。
[0029]
参照各图,所述由飞秒激光3d直写技术获得的特种光纤12的直径d1为125μm,中部纤芯16的直径d2为8.3μm,表面芯17的直径d3为8.3μm。
[0030]
所述耦合区13长度l1为7.2mm,调制区14长度l2为46mm,耦合区15长度l3为7.2mm,中部纤芯16和表面芯17在耦合区13和耦合区15的芯间距离w为32μm。
[0031]
所述石墨烯层18的长度l4为55mm,电极19长度l5为25mm。
[0032]
图4所示为偏置电压为3.2v时中部纤芯16和表面芯17中光信号的功率分布,可以看出入射到中部纤芯16的光信号在进入特种光纤12时开始出现能量转换现象,经过l1为7.2mm的耦合区13后,入射光信号超过70%的能量进入表面芯17中传输并进入调制区。在调制区14,低的偏置电压导致低的传输损耗,光信号的能量在表面芯17中随着传播距离的增加缓慢减小,且在耦合区15重新进入中部纤芯16传输。在耦合区15范围内,表面芯17中光信号的能量迅速降为零,由于调制区14范围内石墨烯对入射光幅度和相位的调制,中部纤芯16输出端光信号规约化功率的最大值约为0.52。在本实施例给出的参数下,单模光纤11中的光信号持续保持高功率传输,此时光谱仪可检测到输出信号的规约化传输功率约为0.52。
[0033]
实施例二:
[0034]
基于飞秒激光3d直写技术的表面芯石墨烯电光调制器如图1所示。载物台1,移动轨道2,滑块3,滑块4,滑块5,光纤夹具6,光纤夹具7,光纤夹具8,光纤夹具9,单模光纤10,单模光纤11和由飞秒激光3d直写技术获得的特种光纤12。
[0035]
特种光纤12的具体构成如图2所示。耦合区13,调制区14,耦合区15,中部纤芯16,表面芯17,石墨烯层18,电极19。
[0036]
具体组合方式为:载物台1上刻蚀凹槽,加工后形成移动轨道2;滑块3,滑块4和滑
块5可在移动轨道2限定范围内自由滑动并精准固定;滑块3和滑块5上分别放有光纤夹具6和光纤夹具7,滑块4上放有光纤夹具8和光纤夹具9;光纤夹具6和光纤夹具8固定单模光纤10,光纤夹具7和光纤夹具9固定单模光纤11,光纤夹具8和光纤夹具9固定的单模光纤端面之间存在间隔;由飞秒激光3d直写技术获得的特种光纤12填充了光纤夹具8和光纤夹具9所固定单模光纤的端面间隔,且特种光纤12与单模光纤10和单模光纤11无错位相接。
[0037]
向单模光纤10的输入端通入1550nm高斯光信号,输入的光载波信号经单模光纤10传输后到达特种光纤12的中部纤芯16;光信号的能量在耦合区13发生横向耦合,进入表面芯17中继续传播,在调制区14中由石墨烯层18和电极19实现光信号的调制,调制后光信号的能量在耦合区15重新进入中部纤芯16中传输;最后,光载波的能量经中部纤芯16进入单模光纤11中,在出射端接光谱仪检测调制后的输出光信号强弱。
[0038]
参照各图,所述由飞秒激光3d直写技术获得的特种光纤12的直径d1为125μm,中部纤芯16的直径d2为8.3μm,表面芯17的直径d3为8.3μm。
[0039]
所述耦合区13长度l1为7.2mm,调制区14长度l2为46mm,耦合区15长度l3为7.2mm,中部纤芯16和表面芯17在耦合区13和耦合区15的芯间距离w为32μm。
[0040]
所述石墨烯层18的长度l4为52mm,电极19长度l5为23mm。
[0041]
图4所示为偏置电压为4.8v时中部纤芯16和表面芯17中光信号的功率分布,可以看出入射到中部纤芯16的光信号在进入特种光纤12时开始出现能量转换现象,经过l1为7.2mm的耦合区13后,入射光信号超过70%的能量进入表面芯17中传输并进入调制区。在调制区14,高的偏置电压导致高的传输损耗,光信号的能量在表面芯17中迅速减小并保持稳定传输,且在耦合区15重新进入中部纤芯16传输。在耦合区15范围内,表面芯17中光信号的能量迅速降为零,由于调制区14范围内石墨烯对入射光幅度和相位的调制,中部纤芯16输出端光信号规约化功率的最大值约为0.07。在本实施例给出的参数下,单模光纤11中的光信号持续保持低功率传输,此时光谱仪可检测到输出信号的规约化传输功率约为0.07。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1