半精加工镜片的制作方法
1.本发明涉及一种半精加工镜片。
背景技术:
2.已知使用一个面为光学面、另一个面为非光学面的半精加工镜片来制造与处方对应的眼镜镜片。例如,如果是单焦点镜片,则以几何中心为基准点,如果是渐进屈光力镜片,则以由隐藏标记确定的点为基准点,加工半精加工镜片的非光学面,对加工后的镜片布局框架形状,沿着布局后的框架形状进行球形加工。由此,制成可在框架中装入框的切割镜片。
3.近年来,已知一种眼镜镜片(以下记为“ec镜片”。),其具备能够通过电压的施加来可逆地控制发消色的电致变色膜(例如参照日本特开2017-111389号公报)。在用于这种ec镜片的半精加工镜片中,例如,具有框架形状的电致变色膜被安装在光学面上。
4.已知使用一个面为光学面、另一个面为非光学面的半精加工镜片来制造与处方对应的眼镜镜片。例如,如果是单焦点镜片,则以几何中心为基准点,如果是渐进屈光力镜片,则以由隐藏标记确定的点为基准点,加工半精加工镜片的非光学面,对加工后的镜片布局框架形状,沿着布局后的框架形状进行球形加工。由此,制成可在框架中装入框的切割镜片。
5.近年来,已知一种眼镜镜片(以下记为“ec镜片”。),其具备能够通过电压的施加来可逆地控制发消色的电致变色膜(例如参照日本特开2017-111389号公报)。在用于这种ec镜片的半精加工镜片中,例如,具有框架形状的电致变色膜被安装在光学面上。
6.在不用于ec镜片的半精加工镜片中,在非光学面的加工后确定框架的布局位置。因此,在非光学面的加工阶段,不需要相对于框架形状的布局位置以高精度得出眼点的位置。
7.与此相对,在用于ec镜片的半精加工镜片中,在非光学面的加工前已经确定了框架的布局位置。因此,在非光学面的加工阶段,需要相对于框架形状的布局位置以高精度得出眼点的位置。这是因为,非光学面的加工的结果是,若相对于框架形状的布局位置在眼点的位置产生误差,则例如在配合该眼点进行球形加工的情况下,由于球形加工的位置与安装在光学面上的电致变色膜的位置错开,因此电致变色膜的一部分被切断而成为不合格品,另外,在配合电致变色膜进行球形加工的情况下,眼点的位置不符合处方。
8.在用于ec镜片的半精加工镜片中,与现有技术相同,考虑以几何中心或由隐藏标记确定的点为基准来加工非光学面。但是,如果将这些点作为加工的基准点,则难以严格地考虑框架形状的布局位置来加工非光学面,因此难以相对于框架形状的布局位置以高精度得出眼点的位置。
技术实现要素:
9.本发明鉴于上述情况,其目的在于提供一种半精加工镜片,该半精加工镜片适合
于相对于框架形状的布局位置以高精度得出眼点的位置。
10.本发明的一个实施方式的半精加工镜片附加有用于确定框架形状的中心位置的至少三个标记。至少三个标记包括:在从光轴方向观察半精加工镜片时,位于通过中心位置的第一直线上的一对标记、和位于与第一直线正交且通过中心位置的第二直线上的一个标记。
11.也可以是,本发明的一个实施方式的半精加工镜片在球形加工中被切割的部分附加有上述的至少三个标记。
12.也可以是,本发明的一个实施方式的半精加工镜片在其光学面上附加有上述的至少三个标记。
13.也可以是,本发明的一个实施方式的半精加工镜片是附加有薄膜的镜片,该薄膜是在一对电极层之间设置有电致变色层,且仿照框架形状。
14.也可以是,本发明的一个实施方式的半精加工镜片在其光学面上附加有仿照框架形状的记号。
15.发明效果
16.在使用本发明的一个实施方式的半精加工镜片的情况下,能够相对于框架形状的布局位置以高精度得出眼点的位置。
附图说明
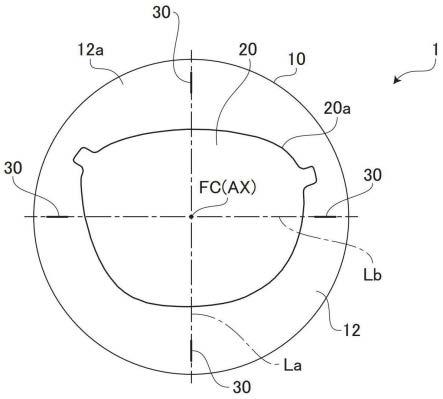
17.图1是示出本发明的一个实施方式的半精加工镜片的主视图。
18.图2是示出本发明的一个实施方式的半精加工镜片的侧视图。
19.图3a是与本发明的一个实施方式的半精加工镜片的布局相关的图。
20.图3b是与本发明的一个实施方式的半精加工镜片的布局相关的图。
21.图4a是示出本发明的另一个实施方式的半精加工镜片的主视图。
22.图4b是示出本发明的另一个实施方式的半精加工镜片的主视图。
23.图4c是示出本发明的另一个实施方式的半精加工镜片的主视图。
24.图4d是示出本发明的另一个实施方式的半精加工镜片的主视图。
25.图4e是示出本发明的另一个实施方式的半精加工镜片的主视图。
26.图4f是示出本发明的另一个实施方式的半精加工镜片的主视图。
27.图5是示出本发明的一个实施方式的制造系统的结构的框图。
28.图6是示出本发明的一个实施方式的半精加工镜片的制造方法的流程图。
29.图7是示出使用按照图6的流程图制造的半精加工镜片来制造与处方对应的眼镜镜片的方法的流程图。
30.图8是用于说明在本发明的一个实施方式中,计算相对于框架的基准位置的眼点的位置的方法的图。
31.图9是用于说明在本发明的一个实施方式中,计算相对于框架的基准位置的眼点的位置的方法的图。
具体实施方式
32.以下,参照附图对本发明的一个实施方式的眼镜镜片的制造方法进行说明。在本
实施方式中,以用于ec镜片的半精加工镜片以及使用该半精加工镜片来制造眼镜镜片的制造方法为例进行说明。
33.需要说明的是,可以应用本发明的半精加工镜片以及制造方法不限于用于ec镜片的半精加工镜片以及使用该镜片的制造方法。框架的布局位置在非光学面的加工前事先决定的、不用于ec镜片的其他方式的半精加工镜片、以及使用该半精加工镜片的制造方法也属于本发明的范畴。
34.在本实施方式中,对使用半精加工镜片来制造在凹面具有渐进屈光元件的内表面渐进屈光力镜片的方法进行说明,所述半精加工镜片的凸面(物体侧面)为精加工成光学面的球面形状,凹面(眼球侧面)为非光学面,但是可以应用本发明的半精加工镜片以及制造方法不限于此。例如,凹面为光学面且球面为凸面为非光学面的半精加工镜片、以及使用该半精加工镜片来制造在凸面具有渐进屈光元件的外表面渐进屈光力镜片的方法也属于本发明的范畴。
35.另外,在光学面上附加有纵向和横向中的一个方向的渐进屈光元件的半精加工镜片、以及使用该半精加工镜片来制造双面复合渐进型渐进屈光力镜片的方法也属于本发明的范畴。在这种情况下,通过加工非光学面并附加纵向和横向中的另一个方向的渐进屈光元件,能够得到将纵横各方向的渐进屈光元件分别分配给凸面和凹面的渐进屈光力镜片。
36.另外,将渐进屈光元件的一部分附加到光学面的半精加工镜片以及使用该半精加工镜片来制造双面渐进型渐进屈光力镜片的方法也属于本发明的范畴。在这种情况下,通过加工非光学面并附加剩余的渐进屈光元件,能够得到将渐进屈光元件分别分配给凸面和凹面的渐进屈光力镜片。
37.另外,在本发明中,使用半精加工镜片制造的眼镜镜片不限定于渐进屈光力镜片,也可以是单焦点球面镜片、单焦点非球面镜片、渐进屈光力镜片以外的多焦点(例如二重焦点)镜片等其他种类的眼镜镜片。
38.另外,也可以代替半精加工镜片,使用将两面为非光学面的镜片毛坯的一个面精加工成光学面的镜片来制造眼镜镜片。
39.图1是本发明的一个实施方式的用于ec镜片的半精加工镜片1的主视图(从光轴方向ax观察半精加工镜片1的主视图)。图2是半精加工镜片1的侧视图。
40.如图1所示,半精加工镜片1是在半精加工镜片的光学面上安装了电致变色膜20,且附加有标记30的镜片。
41.以下,为了方便起见,为了区别附加电致变色膜20以及标记30之前的半精加工镜片和附加电致变色膜20以及标记30之后的半精加工镜片,将前者记为“镜片基材10”,将后者记为“半精加工镜片1”。
42.镜片基材10例如为丙烯酸树脂、硫代聚氨酯系树脂、硫代环氧系树脂、甲基丙烯酸系树脂、烯丙基系树脂、环硫系树脂、聚碳酸酯树脂等树脂制,凸面12为精加工成光学面的球面形状,凹面14为非光学面。需要说明的是,镜片基材10也可以是玻璃制。
43.电致变色膜20是在一对电极层之间设置有电致变色层的薄膜。电致变色层例如包括伴随还原反应而显色的还原层、伴随氧化反应而显色的氧化层、具备电子绝缘性和离子导电性的电解质层。通过在一对电极层间施加电压,可逆地发生氧化还原反应,电致变色层的颜色可逆地变化。需要说明的是,电极层的表面由塑料层或玻璃层保护。
44.电致变色膜20仿照框架的形状(以下记为“框架形状20a”),该框架用于装入作为最终产品的眼镜镜片。电致变色膜20例如通过粘合剂安装在镜片基材10的凸面12上。
45.在本实施方式中,电致变色膜20安装在镜片基材10的凸面12上,但本发明的结构并不限定于此。电致变色膜20也可以是通过片材嵌入成形而埋入到镜片基材10内的结构。
46.需要说明的是,在不用于ec镜片的其他方式的半精加工镜片中,例如,代替电致变色膜20,使用激光标记器或刻印机在凸面12上附加仿照框架形状20a(换言之,球形加工后的切割镜片的形状)的记号。
47.另外,在用于ec镜片的半精加工镜片1中,也可以代替电致变色膜20,使用激光标记器或刻印机在凸面12上附加仿照框架形状20a的记号。在这样情况下,电致变色膜20在之后的工序(例如球形加工之后)中安装在凸面12上。
48.标记30是用于确定电致变色膜20所仿照的框架形状20a的基准位置fc的标记。在本实施方式中,该基准位置fc是框架形状20a的中心位置(框架中心)。
49.框架形状20a的中心位置(基准位置fc)是框架形状20a的几何中心,与镜片基材10的几何中心不同。但是,基准位置fc也可以配置在与镜片基材10的几何中心一致的位置。
50.基准位置fc不限定于框架形状20a的几何中心。在其他的实施方式中,基准位置fc例如也可以是框架形状20a的重心位置等、与框架形状20a的几何中心不同的位置。
51.图3a示出基准位置fc与镜片基材10的几何中心gc不一致的半精加工镜片1的主视图,图3b示出基准位置fc与镜片基材10的几何中心gc一致的半精加工镜片1的主视图。另外,在这些各图中,为了方便,用虚线表示直径比半精加工镜片1小的圆,且以镜片基材10的几何中心gc为中心的圆c。
52.如图3a所示,在基准位置fc与镜片基材10的几何中心gc不一致的情况下,电致变色膜20的一部分露出到圆c的外侧。与此相对,如图3b所示,在基准位置fc与镜片基材10的几何中心gc一致的情况下,电致变色膜20的整体容纳在圆c内。比较图3a和图3b可知,通过将基准位置fc配置在与镜片基材10的几何中心gc一致的位置,能够将半精加工镜片1的直径减小到圆c的直径。通过使半精加工镜片1的直径变小,能够抑制制造成本。
53.如图1所示,标记30在镜片基材10的凸面12、且框架形状20a的外侧的区域12a(换言之,在球形加工中被切割的部分)上,合计附加有四个。四个标记30是短线段的标记,分别附加在凸面12的上部、下部、右部、左部。基准位置fc在从光轴方向ax观察半精加工镜片1时(换言之,在半精加工镜片1的正面观察时),位于连接上部和下部的线段的直线la(第一直线和第二直线的一方)和连接右部和左部的线段且与直线la正交的直线lb(第一直线和第二直线的另一方)的交点。
54.标记30例如使用激光标记器或刻印机附加在凸面12上。
55.在将电致变色膜20安装在凸面12上之后,实测电致变色膜20的安装位置。以该实测值为基础确定凸面12上的位置,将标记30附加在凸面12上。
56.需要说明的是,在将标记30附加到凸面12上之后,电致变色膜20可以安装在凸面12上,使得框架形状20a的几何中心来到标记30所指的基准位置fc处。
57.标记30只要是能够客观地确定基准位置fc的标记即可,并不限定于图1所示的例子。在图4a~图4f中,示出其他实施方式的半精加工镜片的主视图。
58.如图4a所示,标记30也可以是在框架形状20a的外侧的区域12a中附加了合计三个
的标记。在图4a的例子中,标记30包括在半精加工镜片1的正面观察时位于通过基准位置fc的直线lc(第一直线)上的一对标记30a、和与直线lc正交且位于通过基准位置fc的直线ld(第二直线)上的一个标记30b。基准位置fc位于直线lc与直线ld的交点。即,为了能够客观地确定基准位置fc,标记30至少有三个即可,其数量不限定于四个。
59.通过改变标记30a和标记30b的形状,容易掌握半精加工镜片1的上下方向。在图4a的例子中,与标记30a的形状不同的一个标记30b附加在凸面12的上部。操作者通过目视确认标记30b,能够掌握半精加工镜片1的上下方向。
60.图4b所示的半精加工镜片1与图4a的例子相比,使位于直线lc上的左右一对标记30a的外观(在此为形状)相互不同。通过使一对标记30a的外观互不相同,操作员能够掌握半精加工镜片1是否与右镜片和左镜片中的哪一个对应。
61.需要说明的是,不限定于形状,也可以使一对标记30a的颜色和大小等相互不同。另外,也可以单独由标记30b掌握半精加工镜片1是否与右镜片和左镜片中的哪一个对应。作为一个例子,通过将标记30b设为指向鼻子侧的箭头标记,能够单独由标记30b掌握。
62.如图4c所示,在半精加工镜片1的主视图中,标记30包括位于直线lc上的一对标记30c和位于直线ld上的一对标记30d。一对标记30c例如是指向鼻子侧的箭头标记。操作员通过目视确认一对标记30b,能够掌握半精加工镜片1是否与右镜片和左镜片中的哪一个对应。
63.一对标记30d中的一个是指向镜方上方的箭头标记,一对标记30d中的另一个是短线段的标记。操作者通过目视确认一对标记30b(或箭头标记的方向),能够掌握半精加工镜片1的上下方向。
64.这样,通过对标记30的位置和外观下功夫,即使在电致变色膜20为方向难以分辨的形状(例如正圆形状)的情况下,也能够防止操作员错误地在半精加工镜片1的上下左右方向上进行作业这样的错误。
65.如图4d所示,标记30也可以是在框架形状20a的外侧的区域12a中以120度间隔附加了合计三个的标记。在图4d的例子中,三个标记30的延长线交叉的位置是基准位置fc。
66.如图4e所示,标记30也可以附加在框架形状20a的内侧的区域中。即,标记30只要能够客观地确定基准位置fc的标记即可,也可以配置在框架形状20a的外侧的区域12a以外。
67.如图4f所示,标记30也可以直接附加在基准位置fc。即,标记30不限定于是间接地表示基准位置fc的标记,也可以是直接地表示基准位置fc的标记。需要说明的是,在制造渐进屈光力镜片或具有散光度数的镜片的情况下,需要规定镜片的轴向。然而,在图4f所例示的标记30中,操作者无法掌握镜片的轴向。因此,在图4f的例子中,也可以另外附加表示镜片的轴向的标记。
68.在图4e以及图4f的例子中,在球形加工后的切割镜片上残留标记30。因此,标记30例如与隐藏标记一样地被薄薄地刻在凸面12上。
69.在图4e以及图4f的例子中,标记30设置在凸面12上,但本发明的结构不限定于此。标记30也可以附加在电致变色膜20上。在这种情况下,可以在将电致变色膜20附加在凸面12上之前将标记30事先附加在电致变色膜20上,或者也可以在将电致变色膜20附加在凸面12上之后将标记30附加在电致变色膜20上。
70.图5是示出本发明的一个实施方式的制造系统100的结构的框图。如图1所示,控制系统100具有眼镜店200以及制造工厂300。
71.眼镜店200订购与对顾客(佩戴者)的处方对应的眼镜镜片。制造工厂300接受来自眼镜店200的订购来制造眼镜镜片。向制造工厂300的订购通过基于因特网等规定的网络或fax等的数据发送来进行。订购者也可以包括眼科医生和普通消费者。
72.在眼镜店200中,设置有店面计算机210。店面计算机210例如是平板终端或智能手机、台式pc(personal computer,个人计算机)、笔记本pc等,安装有用于向制造工厂300进行眼镜镜片的订购的软件。需要说明的是,眼镜镜片也可以在web上订购。在这种情况下,不需要对店面计算机210安装上述的软件。在店面计算机210中,通过眼镜店的工作人员或佩戴者自身进行的鼠标或键盘等的操作,输入镜片数据以及框架数据。
73.在镜片数据中,包含例如佩戴者的处方信息(远视用度数、近视用度数、加入度数、渐进带长、基曲线、球面屈光力、散光屈光力、散光轴向、棱镜屈光力、棱镜基底方向、瞳孔间距离(pd:pupillary distance)等)、眼镜镜片的佩戴条件(远视用眼点的位置、角膜顶点间距离、前倾角、框架仰角)、眼镜镜片的种类(单焦点非球面、多焦点(双焦点、渐进)、涂层(染色加工、硬涂层、防反射膜、紫外线去除等)等)、与佩戴者的期望对应的布局数据、调光
·
调色功能的有无等。
74.框架数据包括佩戴者选择的框架的形状数据。框架数据例如由条形码标签管理,可以通过由条形码读取器读取粘贴在框架上的条形码标签来获得。另外,框架的形状数据可以通过设置在眼镜店200中的框架跟踪器来取得。
75.店面计算机210例如经由因特网将订购数据(镜片数据以及框架数据)发送给制造工厂300。
76.在制造工厂300中,构建有以主计算机310为中心的lan(local area network,局域网)。在主计算机310上,连接有构成眼镜镜片的制造装置的、以设计用计算机320为首的多个终端装置。
77.设计用计算机320例如是一般的pc,安装有眼镜镜片设计用的程序。在主计算机310中,输入从店面计算机210经由因特网发送的订购数据。主计算机310将所输入的订购数据发送给设计用计算机320。
78.在制造工厂300中,为了提高生产率,将整个制作范围的度数划分为多个组,具有适合于各组的度数范围的凸面弯曲形状(例如球面形状、非球面形状等)和镜片直径的各种镜片基材10(即半精加工镜片)在眼镜镜片的订购中具备而事先准备。
79.图6是示出半精加工镜片1的制造方法的流程图。
80.在本制造方法中,首先,基于订购数据,从度数和镜片直径不同的多种镜片基材10中,通过设计用计算机320确定适合佩戴者的处方的镜片基材10(步骤s101)。
81.接着,通过设计用计算机320确定具有与订购数据中指定的框架对应的形状的平板状的电致变色膜20(步骤s102)。
82.操作者将在步骤s102中确定的平板状的电致变色膜20放置在模具中,成形为曲面形状(步骤s103)。作为具体的一例,配合在步骤s101中确定的镜片基材10的凸面12的形状来选择模具,将电致变色膜20夹入到所选择的模具的凸型和凹型中并以规定温度加热。通过该热成形,得到曲面形状的电致变色膜20。
83.将成形为曲线形状的电致变色膜20对准镜片基材10的凸面12,通过粘接剂粘贴在凸面12上(步骤s104)。即,步骤s104是将电致变色膜20(在一对电极层之间设置有电致变色层的膜,且是仿照框架形状的膜)附加在半精加工镜片(镜片基材10)上的步骤。通过步骤s104,得到电致变色膜20附加在凸面12上的镜片基材10。
84.例如,在制造不是用于ec镜片的另一方式的半精加工镜片的情况下,步骤s104被在半精加工镜片的光学面上标记仿照框架形状的记号的步骤代替。
85.实测粘贴在凸面12上的电致变色膜20的粘贴位置。基于该实测值来决定标记30的位置(步骤s105)。即,步骤s105是决定半精加工镜片(镜片基材10)上的至少三个标记30各自的位置的标记位置决定步骤,以能够基于至少三个标记30来确定基准位置fc。
86.在镜片基材10的凸面12、且框架形状20a的外侧的区域12a上,通过激光标记器或刻印机附加四个标记30(步骤s106)。即,步骤s106是在步骤s105中决定的半精加工镜片(镜片基材10)上的各个位置分别附加至少三个标记30的标记赋予步骤。经过该步骤,得到图1以及图2所示的半精加工镜片1。
87.需要说明的是,在将标记30附加在凸面12上时,也可以在凸面12上附加隐藏标记或其他必要的信息(例如合格品标记或识别记号等)。在这种情况下,与在不同的工序中附加标记30和隐藏标记等的情况相比,能够提高制造效率。
88.图7是示出使用按照图6的流程图制造的半精加工镜片1来制造与处方对应的眼镜镜片的方法的流程图。
89.在此,以往,以由隐藏标记确定的点(如果是单焦点镜片则为几何中心)为基准来计算凹面形状,以该点为基准加工凹面。但是,即使以该点为基准进行凹面形状的计算以及加工,也难以进行严格地考虑了已附加在凸面12上的电致变色膜20的布局位置的凹面形状的计算以及加工,因此难以相对于电致变色膜20的布局位置以高精度得出眼点的位置。因此,由于眼点位置相对于电致变色膜20的布局位置的误差,在球形加工时,会发生电致变色膜20的一部分被切断、眼点的位置不符合处方等不良情况。
90.因此,在图7的流程图所示的制造方法中,以电致变色膜20所仿照的框架形状20a的基准位置fc为基准来计算凹面形状,以基准位置fc为基准来加工凹面。由于进行考虑了框架形状20a的布局位置的凹面形状的计算以及加工,因此能够抑制相对于该布局位置的眼点位置的误差,抑制上述的不良情况的发生。
91.首先,如图7所示,设计用计算机320基于订购数据,以基准位置fc为基准来计算凹面形状以及球形形状(步骤s201)。即,步骤s201是以基准位置fc为基准来计算根据处方加工半精加工镜片1的凹面14时的凹面14的形状的计算步骤。
92.需要说明的是,在步骤s201的处理之前,取得框架的形状数据。框架的形状数据可以是已知的数据,另外,也可以是由测定器330测定的数据。在前者的情况下,设计用计算机320事先保持各种框架的形状数据。
93.对取得由测定器330测定的框架的形状数据的情况进行说明。在框架的形状测定中,使测定器330的测量元件与框架的v形槽接触。测定器330使测量元件以规定点为中心旋转,检测v形槽的形状坐标值(rn,θn,zn)(n=1,2,
……
,n)。检测到的形状坐标值(n,θn,zn)被传送到设计用计算机320。
94.例如,设计用计算机320基于形状坐标值(rn,θn,zn),计算虚拟球面的中心位置
(a,b,c)、设为框架位于虚拟球面上的情况下的虚拟球面的半径值rb、框架pd(pupillary distance,瞳距)、框架鼻宽dbl、框架倾角、前倾角等。
95.在步骤s201中,由于以基准位置fc为基准来计算凹面形状,因此也以基准位置fc为基准来计算眼点位置。使用图8以及图9,对相对于基准位置fc的眼点位置的计算方法进行说明。图8是示出假想球面的各常数与正交坐标值的关系的立体图。图9是基于框架形状20a的布局位置而配置的左右眼镜镜片的立体图。
96.将由测定器330检测的形状坐标值(rn,θn,zn)转换为框架形状坐标值(xn,yn,zn)(n=1,2,
……
,n)。具体而言,如图8所示,框架形状坐标值(xn,yn,zn)中的正交坐标值(xn,yn)是通过转换极坐标值(rn,θn)而得到的。另外,zn作为球面上的(xn,yn)的z轴坐标值来计算。需要说明的是,z轴方向是框架的正面方向。
97.在本计算方法中,确定以作为眼镜的水平基准轴的基准行为x轴、以眼镜的上下方向为y轴、以眼镜的正面方向为z轴的“框架坐标”。而且,在该框架坐标上,定义以左右各框架的中心位置为基准位置fc的两个框架形状坐标值(xn,yn,zn)。
98.具体而言,首先,以使左右各框架形状20a的最靠近鼻侧的点p1、p2的x坐标值分别为-hdbl,+hdbl的方式,设定两个框架形状坐标值(xn,yn,zn)。需要说明的是,hdbl是框架鼻宽dbl除以2的值。
99.另外,以通过点p1并与y轴平行的直线为轴,一方的(最靠近鼻侧的x坐标值为-hdbl的)框架形状坐标值(xn,yn,zn)旋转移动框架仰角,并且以通过点p2并与y轴平行的直线为轴,另一方的(最靠近鼻侧的x坐标值为+hdbl的)框架形状坐标值(xn,yn,zn)旋转移动框架仰角。进而,也可以以通过点p1并与x轴平行的直线为轴,一方的框架形状坐标值(xn,yn,zn)旋转移动前倾角,并且以通过点p2并与x轴平行的直线为轴,另一方的框架形状坐标值(xn,yn,zn)旋转移动前倾角。
100.这样,通过决定眼点位置ep1、ep2以及这些眼点位置处的眼镜镜片凸面上的法线方向nl1、nl2,来确定眼镜镜片相对于在框架坐标上定义的三维的框架形状的位置以及方向。
101.眼点位置ep1、ep2是眼镜镜片凸面中的、在佩戴眼镜时应位于佩戴者的瞳孔的中心的点。眼点位置ep1、ep2的布局信息包含在由眼镜店200取得的镜片数据中,包括从佩戴者的鼻子的中心线到瞳孔的中心为止的水平方向距离hpd和从基准行到佩戴者的瞳孔的中心为止的垂直方向距离epht。以下,对右眼用的眼镜镜片的水平方向距离、垂直方向距离分别附加附图标记hpdr、ephtr。对左眼用的眼镜镜片的水平方向距离、垂直方向距离分别附加附图标记hpd
l
、epht
l
。
102.因此,眼点位置ep1的x、y坐标被决定为(-hpdr,ephtr),眼点位置ep2的x、y坐标被决定为(-hpd
l
,epht
l
)。眼点位置ep1的z坐标根据v形位置(在镜片边缘上设置v形的位置,例如凸面或凹面等)决定。v形位置例如包含在由眼镜店200取得的镜片数据中。
103.这样,决定相对于基准位置fc的眼点位置ep1、ep2(即,相对于电致变色膜20的布局位置的眼点的位置)。根据处方来计算半精加工镜片1的凹面形状以及球形形状,以使在所决定的位置ep1、ep2处布局眼点。即,在步骤s201中,考虑基准位置fc来计算眼点位置ep1、ep2,基于计算出的眼点位置ep1、ep2来计算凹面14的形状。需要说明的是,根据处方的凹面形状以及球形形状的计算处理本身是公知的,因此在此省略具体的说明。
104.在半精加工镜片1的凸面12上,经由合金等低熔点合金粘贴有锁闭夹具342(步骤s202)。即,进行锁闭(
ブロッキング
,blocking)。
105.具体而言,在步骤s202中,通过搭载在镜片锁闭器340上的照相机装置来拍摄半精加工镜片1,在镜片锁闭器340的显示器上显示所拍摄的半精加工镜片1。在显示器上,在通过计算而事先求出的位置上,标记图像与拍摄图像重叠地显示。标记图像例如是与标记30相同的短线段的图像,在画面的上部、下部、右部、左部合计显示四个。
106.为了进行凹面加工以及球形加工,将锁闭夹具342保持半精加工镜片1时成为基准的点称为加工原点。操作员一边确认显示在显示器上的半精加工镜片1上的四个标记30和四个标记图像,一边对半精加工镜片1的位置进行微调整,在四个标记30分别与对应的各标记图像一致的位置进行半精加工镜片1的锁闭。由此,以基准位置fc成为加工原点的方式,成为将半精加工镜片1保持在锁闭夹具342上的状态。
107.在步骤s201中计算出的凹面形状数据从设计用计算机320发送到曲线生成器350。曲线生成器350基于凹面形状数据,对保持在锁闭夹具342上的半精加工镜片1的凹面14进行磨削,使其成为在步骤s201中计算出的凹面形状(即,得到与处方对应的形状和度数)(步骤s203)。即,步骤s204是将半精加工镜片1的凹面14以基准位置fc为基准而加工成在步骤s201中计算出的形状的面形状加工步骤。
108.在步骤s201中,考虑相对于基准位置fc的眼点位置来计算凹面形状,因此相对于框架形状的布局位置以高精度求出眼点的位置。因此,通过将基准位置fc作为加工原点进行凹面加工,能够相对于框架形状的布局位置以高精度得出眼点的位置。
109.为了提高凹面14的光洁或涂层剂的密合性,凹面14通过研磨机360进行研磨(步骤s204)。由此,凹面14形成为满足处方的光学面。
110.通过热水使低熔点合金熔化,从锁闭夹具342卸下半精加工镜片1(步骤s205)。接着,通过清洗机370清洗半精加工镜片1,除去污渍和异物(步骤s206)。
111.通过镀层装置380,对半精加工镜片1的凸面12(以及电致变色膜20)以及凹面14实施镀层(例如硬涂层加工或防反射加工)(步骤s207)。
112.在此,在半精加工镜片1上,安装有仿照框架形状20a的电致变色膜20。因此,操作者能够简单地判别半精加工镜片1中作为眼镜镜片最终使用的部分和不使用的部分。
113.例如,考虑在框架形状20a的外侧的区域12a中存在不良(损伤或镀层处理时的异物混入等)的情况。由于区域12a是在球形加工中被切割的部分,因此该不良不会残留在作为最终产品的眼镜镜片上。因此,即使是这种存在不良的半精加工镜片1,也可以作为良品使用。因此,能够提高成品率。
114.与步骤s202同样地对镀层处理后的半精加工镜片1进行锁闭(步骤s208)。在此,也是以基准位置fc成为加工原点的方式,成为将半精加工镜片1保持在锁闭夹具342上的状态。
115.在步骤s201中计算出的球形形状数据从设计用计算机320发送到球形加工机390。球形加工机390基于球形形状数据对半精加工镜片1进行球形加工(步骤s209)。即,步骤s209是将加工有凹面14的半精加工镜片1以基准位置fc为基准进行球形加工的球形加工步骤。
116.在步骤s201中,以电致变色膜20所仿照的框架形状20a的基准位置fc为基准来计
算球形形状。因此,抑制了球形加工的位置与电致变色膜20的位置的偏移。因此,在不切断电致变色膜20的情况下进行球形加工。
117.以上是本发明的示例性的实施方式的说明。本发明的实施方式并不限定于以上说明的实施方式,在本发明的技术思想范围内能够进行各种变形。例如,将说明书中示例性地明示的实施例和变形例或显而易见的实施例和变形例适当组合的内容也包含在本技术的实施方式中。
118.在上述的实施方式中,以基准位置fc为基准来计算并加工凹面形状以及球形形状。从达到以基准位置fc为基准进行这些形状的计算以及加工的目的的观点出发,没有附加仿照电致变色膜20和框架形状20a的记号的半精加工镜片(具体而言,从图1所示的半精加工镜片1中省略了电致变色膜20的结构)也属于本发明的范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1