一种液晶显示器整体生产加工方法与流程
:
1.本发明属于显示器加工技术领域,特别涉及一种液晶显示器整体生产加工方法。
背景技术:
2.在液晶显示器进行加工时,需要对其各组件进行加工后组装,首先需要对显示屏进行加工处理,接着对灯珠进行检测装配,其中显示器的灯珠色温参数十分重要,影响后续显示器的使用情况。
3.现有技术中,在对液晶显示器进行生产加工的流程中,人力资源投入过多,显示器整体加工效率慢,并且灯珠的检测效率低,不精准,影响着后续显示器整体装配效果。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种液晶显示器整体生产加工方法,解决了在对液晶显示器进行生产加工的流程中,人力资源投入过多,显示器整体加工效率慢,并且灯珠的检测效率低,不精准,影响着后续显示器整体装配效果等缺点。
5.为了解决上述问题,本发明提供了一种技术方案:
6.一种液晶显示器整体生产加工方法,包括以下步骤:
7.s1:对显示屏的基材进行切割处理:
8.s2:对切割出的显示屏基材进行清洗;
9.s3:将清洗后的显示屏进行覆膜;
10.s4:将显示屏灯珠送入灯珠检测模块的灯珠自动化传送带上;
11.s5:通过蓝关摄像机抓取模块对灯珠的色温参数进行抓取分析;
12.s6:将色温正常的灯珠和覆膜后的显示屏送入组装生产线。
13.优选的,在步骤s2与s3之间,需要对清洗后的显示屏进行烘干,烘干时间为5-8分钟,烘干温度为40度恒温,恒温烘干可以保证烘干温度的稳定,烘干效果好。
14.优选的,在步骤s4中,所述自动化传送带上安装有自动分类组件,对不同颜色的灯珠进行分类传送,自动分类组件包括智能识别摄像机,智能识别摄像机对自动化传送带上的灯珠进行拍照后识别分析,自动化进行分类,提高加工效率。
15.优选的,在步骤s5中,所述蓝光摄像机抓取灯珠的色温参数后,内置软件对色温数据进行储存,色温数据传输至自动化识别模块后进行参数分析与处理。
16.优选的,在步骤s5中,所述蓝光摄像机抓取的色温参数会传输至自动化识别模块,进行色温参数误差的分析,当自动化识别模块的分析数据正常时,灯珠传输至组装生产线,当自动化识别模块的分析数据不正常时,灯珠传输至不良点位标签打印模块。
17.优选的,所述不良点位标签打印模块会识别不良点位及分析相对标签,并打印标签贴附在相应的灯珠上,通过对色温参数不正常的灯珠贴附标签,方便后续对此类灯珠进行送检维修。
18.优选的,所述不良点位标签打印模块打印输出标签后,标签自动贴附模块的自动
贴附机械手会将标签贴附在灯珠上,通过机械手自动对准灯珠进行贴附,自动化并且精确度高,减少人力投入。
19.优选的,所述自动贴附机械手上安装有自动对位贴附模块,贴附时自动对准灯珠进行贴附。
20.优选的,所述色温参数不正常的灯珠贴附标签后,进入送检调试阶段,检修调试正常后传输至组装生产线进行组装,将灯珠送检维修后可再次利用于装配流程中,保证配件利用率。
21.本发明的有益效果包括:
22.本发明设置有自动化传送带和自动分类组件,可以对灯珠的颜色组别进行快速分类,提高加工效率;本发明设置有蓝关摄像机和不良点位标签贴附模块,可以自动抓取灯珠色温参数,提高灯珠检测效率,并且可对色温参数不正常的灯珠贴附标签,方便后续对此类灯珠进行送检维修;同时本发明设置有自动对位贴附模块,可以自动对准灯珠进行贴附,自动化并且精确度高,减少人力投入。
附图说明:
23.为了易于说明,本发明由下述的具体实施及附图作以详细描述。
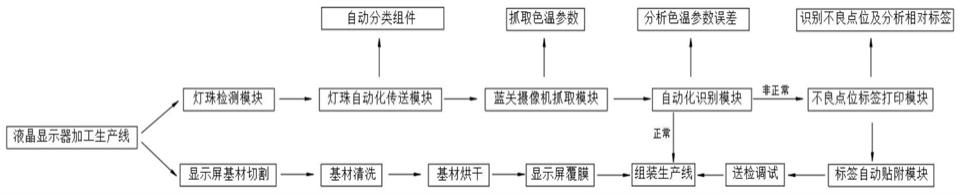
24.图1为本发明的整体加工流程结构示意图;
25.图2为本发明的自动分类组件的运行流程结构示意图;
26.图3为本发明的蓝关摄像机抓取流程结构示意图;
27.图4为本发明的标签自动贴附模块的运行流程结构示意图。
具体实施方式:
28.在下文的描述中,给出了大量具体的细节以便提供对本发明更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本发明可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本发明发生混淆,对于本领域公知的一些技术特征未进行描述。
29.实施例
30.如图1-4所示的一种液晶显示器整体生产加工方法,包括以下步骤:
31.s1:对显示屏的基材进行切割处理:
32.s2:对切割出的显示屏基材进行清洗;
33.s3:将清洗后的显示屏进行覆膜;
34.s4:将显示屏灯珠送入灯珠检测模块的灯珠自动化传送带上;
35.s5:通过蓝关摄像机抓取模块对灯珠的色温参数进行抓取分析;
36.s6:将色温正常的灯珠和覆膜后的显示屏送入组装生产线。
37.其中,在步骤s2与s3之间,需要对清洗后的显示屏进行烘干,烘干时间为5-8分钟,烘干温度为40度恒温,恒温烘干可以保证烘干温度的稳定,烘干效果好。
38.其中,在步骤s4中,所述自动化传送带上安装有自动分类组件,对不同颜色的灯珠进行分类传送,自动分类组件包括智能识别摄像机,智能识别摄像机对自动化传送带上的灯珠进行拍照后识别分析,自动化进行分类,提高加工效率。
39.其中,在步骤s5中,所述蓝光摄像机抓取灯珠的色温参数后,内置软件对色温数据进行储存,色温数据传输至自动化识别模块后进行参数分析与处理。
40.其中,在步骤s5中,所述蓝光摄像机抓取的色温参数会传输至自动化识别模块,进行色温参数误差的分析,当自动化识别模块的分析数据正常时,灯珠传输至组装生产线,当自动化识别模块的分析数据不正常时,灯珠传输至不良点位标签打印模块。
41.其中,所述不良点位标签打印模块会识别不良点位及分析相对标签,并打印标签贴附在相应的灯珠上,通过对色温参数不正常的灯珠贴附标签,方便后续对此类灯珠进行送检维修。
42.其中,所述不良点位标签打印模块打印输出标签后,标签自动贴附模块的自动贴附机械手会将标签贴附在灯珠上,自动贴附机械手上安装有自动对位贴附模块,贴附时自动对准灯珠进行贴附,通过机械手自动对准灯珠进行贴附,自动化并且精确度高,减少人力投入。
43.其中,所述色温参数不正常的灯珠贴附标签后,进入送检调试阶段,检修调试正常后传输至组装生产线进行组装,将灯珠送检维修后可再次利用于装配流程中,保证配件利用率。
44.综上,通过此种加工方法在对液晶显示器进行生产加工时,可自动化加工,减少人力投入,并且显示器整体加工效率高,通过蓝光摄像机进行检测可以提高灯珠的检测效率,保证检测出非正常色温的灯珠,提高后续显示器整体装配效果。
45.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1