一种提升偏光片黏着力的加热机构的制作方法
1.本实用新型涉及偏光片加工技术领域,具体涉及一种提升偏光片黏着力的加热机构。
背景技术:
2.全球液晶面板行业在液晶电视、液晶显示器、手机等下游需求的带动下,保持稳定的发展态势,偏光板的需求量也随之增加,刺激了偏光板行业的进一步发展。而疏水系偏光片的需求,呈现明显上升趋势。为迎合液晶显示器的市场需求,偏光片行业的诸多专业技术人员的竞相的进行开发与研究。
3.而cop(环戊烯)、pet(聚对苯二甲酸乙二醇酯)与pmma(亚克力),作为疏水系偏光片的翘楚,在透湿性,与耐高温的表现也有突出表现。但在现有的疏水系生产的流程,贴合时的原膜,存在肉眼无法观察到的凹凸颗粒,导致在与聚乙烯醇膜,uv胶的结合,温度与表面的粗糙度,未达到最优化状态,因此出货客端,存在偶发性的粘着力异常状况,造成产品外观与品质问题。
技术实现要素:
4.本实用新型的目的在于提供一种提升偏光片黏着力的加热机构,以解决现有技术中贴合原膜存在粗糙度及粘着力差的问题。
5.为达到上述目的,本实用新型是采用下述技术方案实现的:
6.一种提升偏光片黏着力的加热机构,包括:
7.灯罩,所述灯罩的形状为弧形,所述灯罩的内侧弧形面涂覆有强反光材料;
8.多个灯源,所述灯源设置在所述灯罩内,且多个所述灯源在同一平面内,多个所述灯源平行设置;
9.温度检测装置,所述温度检测装置设置在所述灯源的下方。
10.进一步地,还包括调节装置,所述调节装置包括设置在所述灯罩两端的滑道,所述滑道内设有多个卡位槽和多个固定块,所述固定块在所述滑道内滑动并可固定在所述卡位槽内;
11.所述灯源的两端分别连接在两端滑道内的固定块上。
12.进一步地,所述灯源包括红外照射加热灯和钨丝灯,所述红外照射加热灯和所述钨丝灯交替排列。
13.进一步地,相邻两个灯源之间的距离为10-15cm。
14.进一步地,所述红外照射加热灯的波长为3-25μm。
15.进一步地,所述钨丝灯的功率为70、80、90、100w的任意一种。
16.进一步地,所述灯罩高度差为15~20cm。
17.进一步地,所述灯罩的材质为304不锈钢、聚碳酸酯、有机耐高温玻璃的任意一种。
18.进一步地,所述温度检测装置为热电偶温度传感器。
19.本实用新型还公开了一种提升粘着力的方法,采用上述任一项所述的加热机构,所述方法包括:
20.使原膜以20-30m/min的流速流入至膜贴合工位;
21.在膜材贴合工位前30-40cm处放置两个加热机构,其中,两个所述加热机构分别位于原膜的上下两侧;
22.使加热机构中的灯源距原膜10-20cm,以加热原膜;使温度检测装置距原膜4-6cm,以测定原膜的温度。
23.根据上述技术方案,本实用新型的实施例至少具有以下效果:
24.1.通过将灯罩的设计为弧形状,并在其内壁涂布强反光层,便于光照与热量的反射集中性,实现温度的快速提升,在进行膜贴合时,通过对原膜的加热,能够使原膜表面软化,提高了粘着力,减小了粗糙度的影响;
25.2.本技术的灯源通过采用红外照射加热灯与钨丝灯的组合形式,利用红外照射加热灯加热,促进膜面发生特性转变,而钨丝灯照射辅助加热,加速提升温度,促使其表面软化,达到与胶黏剂产生锚定效果的优化状态,从而增加其与uv胶的粘结强度,使贴合成品的粘着力表现更佳;
26.3.本技术提供的加热机构,通过在原膜上下分别设计一个加热机构,通过对正常贴合放卷pmma膜,进行双面照射加热,改善贴合前的膜材温度,能有效改善膜面的粗糙度,将膜材内分子结构活化,使其孔洞增加,可提升胶黏剂附着与锚定现象,并同时减少影响粘合的凹凸颗粒,并使pmma膜温与贴合时的温度相近;
27.4.通过本技术,可促进改善来料原膜表面的凹凸状况,优化膜面外观,一定程度降低贴合成品的不良比。
附图说明
28.图1为本实用新型具体实施方式中加热机构的示意图;
29.图2为本实用新型具体实施方式中加热机构的侧视图;
30.图3为本实用新型具体实施方式中偏光片成品黏着力测试的模拟示意图。
31.其中:1、灯罩;2、红外照射加热灯;3、钨丝灯;4、温度检测装置;5、流动pmma原膜;11、卡位槽;12、固定块;13、滑道;6、玻璃;7、美工刀; 8、pmma层;9、pva层。
具体实施方式
32.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
33.需要说明的是,在本实用新型的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图中所示的方位或位置关系,仅是为了便于描述本实用新型而不是要求本实用新型必须以特定的方位构造和操作,因此不能理解为对本实用新型的限制。本实用新型描述中使用的术语“前”、“后”、“左”、“右”、“上”、“下”指的是附图中的方向,术语“内”、“外”分别指的是朝向或远离特定部件几何中心的方向。
34.本实用新型为提升膜材与uv胶粘着能力问题,特别是偏光片中的uv胶与 pva的粘结,提供了一种辅助加热机构,可应用在包括pmma膜、pet膜、离型膜等的膜材贴合制造工艺
流程中,如下实施以pmma膜贴合成品偏光片为例,进行阐述说明,通过在贴合前对上pmma层的原膜进行照射加热,改善其膜温与表面的粗糙度,使其达到贴合前的最佳状态,进而达到粘着力优化提升的目的。
35.如图1至图2所示,一种加热机构,包括灯罩1、温度检测装置4和多个灯源,所述灯罩1的形状为弧形,所述灯罩1的内侧弧形面涂覆有强反光材料;所述灯源设置在所述灯罩1内,且多个所述灯源在同一平面内,多个所述灯源平行设置;所述温度检测装置4设置在所述灯源的下方。
36.通过将灯罩的设计为弧形状,并在其内壁涂布强反光层,便于光照与热量的反射集中性,实现温度的快速提升,在进行膜贴合时,通过对原膜的加热,能够使原膜表面软化,提升粘着力,减小粗糙度的影响。
37.下面通过具体的实施例对本技术进行说明。
38.图1示出了本实用新型的提升膜材粘着力的加热机构结构示意图,也是一种优选实例示意图。该加热机构,包括灯罩1、灯源、温度检测装置4和间距调节装置。
39.灯罩1的形状为弧形,灯罩1斜面弧度为落差约15~20cm左右,弧形面的,材质可以为304不锈钢、聚碳酸酯、有机耐高温玻璃中的一种,且其内壁上涂布附着有强反光镀层。
40.通过弧形灯罩1的设计和强反光镀层的设计,能够便于光照与热量的反射集中性,实现温度的快速提升。强反光镀层可选用为白色涂料类涂层、高温抗氧化锌、氧化锡或者镀银涂层,在本实施例中强反光镀层优选为高温抗氧化锌涂层) 采用该强反光镀层,达到相同温度60℃,可比白色涂料类缩短约1~2min左右,镀锌层与镀银层相近,但价格高温抗氧化锌涂层更佳。
41.弧形灯罩1的两端均设置有“一字型”细缝滑道13,间距调节装置还包括固定块12和卡位槽11;固定块12与对灯源的端部进行固定连接,固定块将灯源固定连接在卡位槽11。通过调节固定块12处在不同卡位槽11内,可实现对灯源间的距离调节。
42.在本技术中,灯源优选为红外照射加热灯2和钨丝灯3的组合形式,钨丝灯 2与红外照射加热灯3交替排布在灯罩的“一字型”卡位槽中,钨丝灯的功率选用80w,红外照射加热灯选用中红外波段的加热灯。
43.更进一步的,此机构平行于膜面放置,相邻灯源间隔距离为10~15cm。优选的,红外照射加热灯有3个,钨丝灯有4个。其中红外灯使用波长优选为10~20 μm,最优选为15μm,钨丝灯3的功率优选的功率为70~100w,最优选为80w。
44.温度检测装置4采用温度传感器,其设置于灯源照射下方的灯罩旁,优选的采用热电偶温度传感器,温度感测范围优选为0~100℃。
45.本技术的灯源通过采用红外照射加热灯与钨丝灯的组合形式,利用红外照射加热灯加热,促进膜面发生特性转变,而钨丝灯照射辅助加热,加速提升温度,促使其表面软化,达到与胶黏剂产生锚定效果的优化状态,从而增加其与uv胶的粘结强度,使贴合成品的粘着力表现更佳。
46.基于本技术的加热机构,具体实施流程包括如下步骤:使原膜以20-30m/min 的流速流入至膜贴合工位;在膜材贴合工位前30-40cm处放置两个加热机构,其中,两个所述加热机构分别位于原膜的上下两侧;使加热机构中的灯源距原膜 10-20cm,以加热原膜;使温度检测装置距原膜4-6cm,以测定原膜的温度。
47.作为优选的实施方式,pmma的膜材以20~30m/min的流速,在距离膜材的贴合距离约30~40m的位置,上下方各放置一个加热的装置,温度传感器的设定温度设定为80℃,优选的,加热机构的位置,距离膜材表面距离在10~20cm左右,更优选的距离为10cm左右。
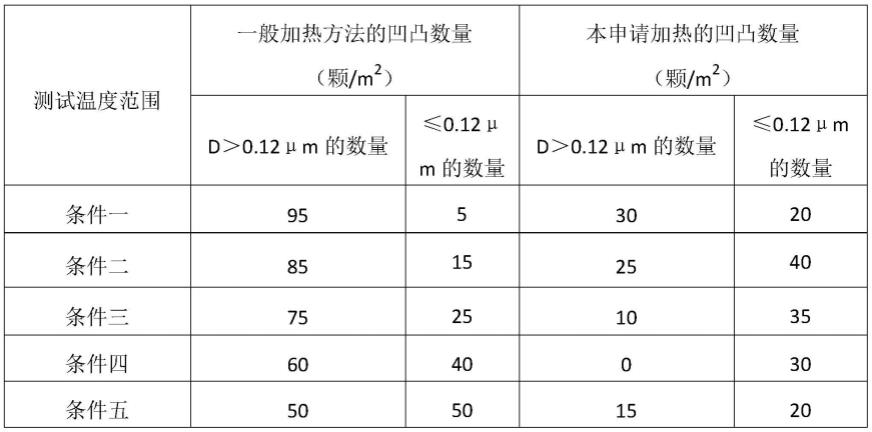
48.进一步地,在膜材的表面附近5cm左右,安装辅助搜集测试温度数据的侦测器,测定膜材的表面温度。下列为实施范例条件一:50~55℃、条件二55~60℃、条件三60~65℃、条件四65~70℃与条件五70~75℃,不同的温度区间,对pmma 的膜面进行加热处理。
49.进一步地,对pmma的膜面进行加热处理同时,搭配自动光学检测,基于光学原理来对膜材的缺陷进行检测,由相机、镜头、光源、计算机等通用器件集成的,非接触式检测光学成像与处理系统,可在过程中间侦测记录半成品膜面状况,搜集加热前后膜材的凹凸比例状况进行验证。下文图表中用aoi(automatedoptical inspection)简称代替,对比数据见表1。
50.表1如下表格为aoi检测的凹凸比例测试结果
[0051][0052]
pmma膜面的凹凸粒径在>0.12μm时,贴合良率与黏着效果差,≤0.12μ m时,良率与贴合效果优异。本技术设计的加热机构,通过户型灯罩和高温抗氧化锌强反光涂层,结合红外照射加热灯、钨丝灯的照射加热,改善pmma膜面的凹凸状况,使粒径大的凹凸减小,粒径小的凹凸消失,从而降低膜面的凹凸异常比例,从而提升优化与聚乙烯醇膜的黏结能力,保证偏光片品质。优选地使用温度区间在50~70℃,最优选的温度区间是65~70℃。
[0053]
进一步地,为搜集膜材的黏着力表现,取膜材贴合成品的样品,切割为 2cm*10cm的长方形拉力条。优选的,将带有油胶层的拉力条样品,离型膜撕除,用辊轴将样品贴付在玻璃6上,玻璃为硅酸盐类材质,大小为20*20cm。然后用普通的美工刀7,刀剥pmma层8与pva层9的粘合面,手工撕除带起一角,将撕除的一角,固定在材料拉力试验机,进行90
°
剥离测试,由机台自动拉撕,测试并记录pmma层膜材的黏着力强度数据,见表2,参考如下示例图3。
[0054]
表2本技术的方法与常规的方法整粘着力的表现对比
[0055]
[0056][0057]
对比常规方法与本技术的差异,pmma膜表面温度提升对于粘着力的提升有所改善,而使用本技术钨丝灯3和红外照射加热灯2组合的灯源形式的黏着力表现更佳。
[0058]
由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1