内窥镜用挠性管、内窥镜型医疗器材、及它们的制造方法与流程
本发明涉及一种内窥镜用挠性管、内窥镜型医疗器材、及它们的制造方法。
背景技术:
1、内窥镜是用于观察患者的体腔内、消化道内或食道等的医疗用器材。由于插入体内使用,因此希望不损伤脏器,并不对患者造成疼痛或不适。根据这样的需求,在构成内窥镜的插入部(插入体腔内的结构部)的挠性管(内窥镜用挠性管)中,采用了挠性管基材具有将柔软而弯曲的金属带片呈螺旋状卷绕所形成的螺旋管及覆盖该螺旋管的筒形网状体的挠性管基材。而且,挠性管基材的周围用柔软的树脂或弹性体被覆,该树脂或弹性体被覆层根据需要用表面涂层被覆,设法避免对食道、消化道或体腔等的内表面造成刺激或损伤。
2、对于该挠性管,为了使其在体内顺畅地移动,要求其具有较高的回弹性。通过提高挠性管的回弹性,通过体内的弯曲部后的挠性管容易恢复成直线状,可进一步减轻受检者检查时的负担。作为满足这种要求的技术,例如,在专利文献1中记载有一种如下的内窥镜用挠性管:该内窥镜用挠性管具有以金属为构成材料的挠性管基材和被覆该挠性管基材的外围的树脂被覆层,在这些挠性管基材与树脂被覆层之间具有底涂层(primer layer),该底涂层包含具有特定结构的氨基硅烷偶联剂,上述树脂被覆层至少在与底涂层相接的一侧包含聚氨酯弹性体。
3、以往技术文献
4、专利文献
5、专利文献1:国际公开第2019/013243号
技术实现思路
1、发明要解决的技术课题
2、另外,为了使配置有钳道口及照明窗等的内窥镜用挠性管的顶端部顺利且可靠地到达患处等,获得该患处等的详细信息或高精度地进行处理,需要提高内窥镜用挠性管的挠性以改善操作性。另一方面,内窥镜由于重复使用,因此每次使用时需要清洗并使用药物消毒。因此,还要求内窥镜用挠性管具有充分的耐药品性。
3、本发明的课题在于,提供一种回弹性优异,挠性也优异,且具有充分的耐药品性的内窥镜用挠性管、具备该内窥镜用挠性管的内窥镜型医疗器材。另外,本发明的课题还在于,提供一种上述内窥镜用挠性管的制造方法及上述内窥镜型医疗器材的制造方法。
4、用于解决技术课题的手段
5、本发明人等对具有包含硅烷偶联剂的底涂层的内窥镜用挠性管进行了反复研究,结果得知,挠性管基材的结构、特别是筒形网状体的结构对回弹性的进一步改善尤为重要。本发明人等发现,通过使用编织金属线而成的网体作为构成挠性管基材的筒形网状体,并控制该筒形网状体的孔隙率,能够在所得到的挠性管中将回弹性向高水平提升,另外,该挠性管的挠性也优异且具有充分的耐药品性。本发明是基于这些见解进一步反复研究而完成的。
6、本发明的上述课题通过下述方式解决。
7、<1>
8、一种内窥镜用挠性管,其具备具有挠性的筒状挠性管基材和被覆挠性管基材的聚合物被覆层,其中,
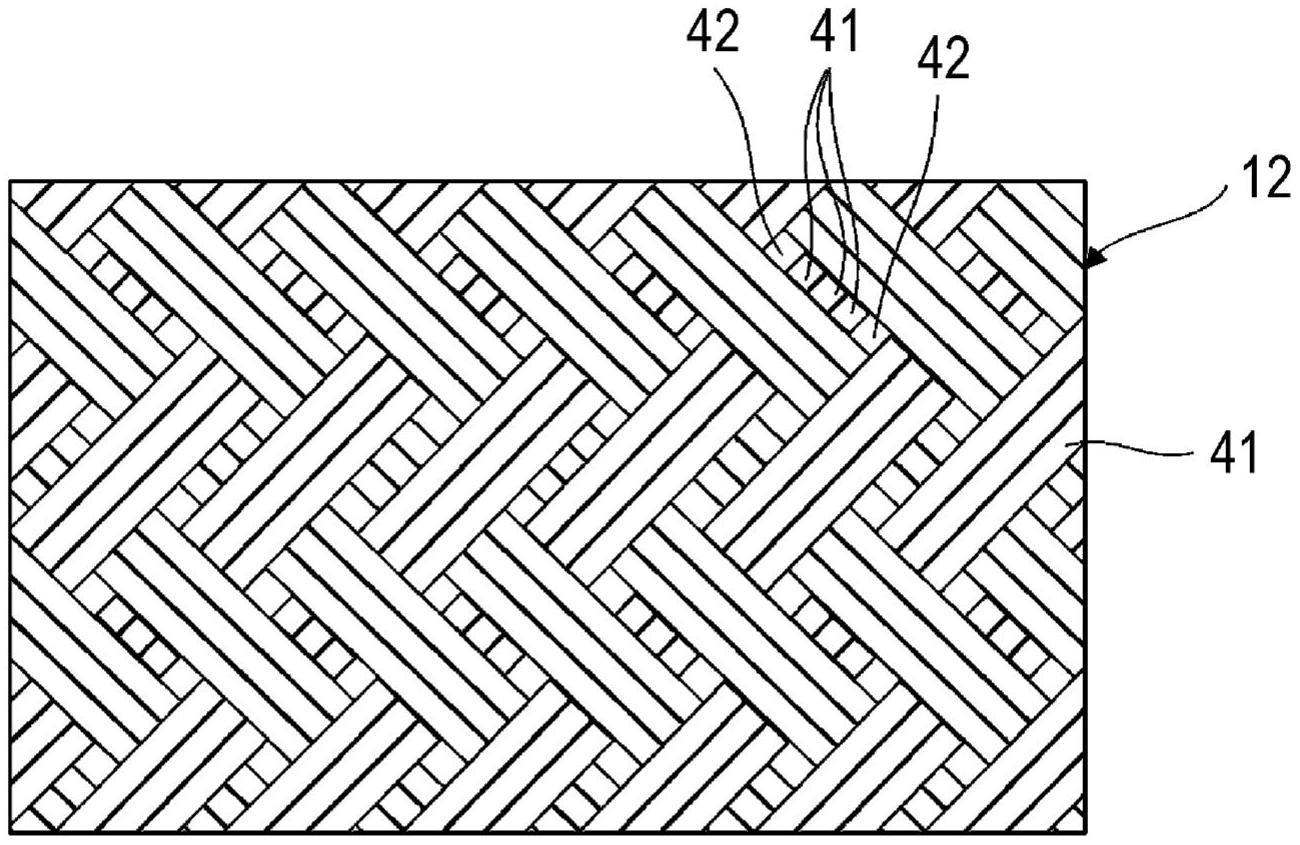
9、上述挠性管基材具有金属带片的螺旋管和被覆螺旋管的、编织金属线而成的筒形网状体,筒形网状体的孔隙率为2~10%,
10、上述挠性管基材与上述聚合物被覆层之间具有包含硅烷偶联剂的底涂层。
11、<2>
12、根据<1>所述的内窥镜用挠性管,其中,上述硅烷偶联剂包含氨基硅烷偶联剂。
13、<3>
14、根据<1>或<2>所述的内窥镜用挠性管,其中,上述聚合物被覆层包含热塑性弹性体。
15、<4>
16、根据<1>~<3>中任一项所述的内窥镜用挠性管,其中,上述聚合物被覆层至少在与底涂层相接的一侧包含聚氨酯弹性体、聚酯弹性体及聚酰胺弹性体中的至少一种热塑性弹性体。
17、<5>
18、根据<1>~<4>中任一项所述的内窥镜用挠性管,其中,构成上述挠性管基材的金属为不锈钢。
19、<6>
20、根据<1>~<5>中任一项所述的内窥镜用挠性管,其中,构成上述挠性管基材的金属在表面上具有钝化膜。
21、<7>
22、一种内窥镜型医疗器材,其具有<1>~<6>中任一项所述的内窥镜用挠性管。
23、<8>
24、一种<1>~<6>中任一项所述的内窥镜用挠性管的制造方法,其中,包括在以金属为构成材料的挠性管基材的外围依次形成包含硅烷偶联剂的底涂层和聚合物被覆层,
25、上述挠性管基材具有金属带片的螺旋管和被覆螺旋管的、编织金属线而成的筒形网状体,筒形网状体的孔隙率为2~10%。
26、<9>
27、一种内窥镜型医疗器材的制造方法,其中,包括将<1>~<6>中任一项所述的内窥镜用挠性管组装于内窥镜型医疗器材的插入部。
28、在本说明书中,“孔隙率”是指通过后述实施例中记载的计算方法所得的值。
29、另外,在本说明书的说明中,“~”的使用含义为包括其前后记载的数值作为下限值及上限值。
30、发明效果
31、本发明的内窥镜用挠性管的回弹性优异,挠性也优异,且具有充分的耐药品性。
32、本发明的内窥镜型医疗器材的插入体内的结构部即挠性管回弹性优异,挠性也优异,且具有充分的耐药品性。因而,本发明的内窥镜型医疗器材可进一步减轻受检者使用时的负担,并能够反复进行高精度诊察。
33、根据本发明的内窥镜用挠性管的制造方法,能够得到回弹性优异,挠性也优异,且具有充分的耐药品性的内窥镜用挠性管。
34、根据本发明的内窥镜型医疗器材的制造方法,能够使构成该器材的挠性管回弹性优异,挠性也优异,且具有充分的耐药品性。因此,通过本发明的内窥镜型医疗器材的制造方法,能够获得可进一步减轻受检者使用时的负担,并能够反复进行高精度诊察的内窥镜型医疗器材。
技术特征:
1.一种内窥镜用挠性管,其具备:具有挠性的筒状挠性管基材和被覆挠性管基材的聚合物被覆层,其中,
2.根据权利要求1所述的内窥镜用挠性管,其中,所述硅烷偶联剂包含氨基硅烷偶联剂。
3.根据权利要求1或2所述的内窥镜用挠性管,其中,所述聚合物被覆层包含热塑性弹性体。
4.根据权利要求1~3中任一项所述的内窥镜用挠性管,其中,所述聚合物被覆层至少在与底涂层相接的一侧包含聚氨酯弹性体、聚酯弹性体及聚酰胺弹性体中的至少一种热塑性弹性体。
5.根据权利要求1~4中任一项所述的内窥镜用挠性管,其中,构成所述挠性管基材的金属为不锈钢。
6.根据权利要求1~5中任一项所述的内窥镜用挠性管,其中,构成所述挠性管基材的金属在表面上具有钝化膜。
7.一种内窥镜型医疗器材,其具有权利要求1~6中任一项所述的内窥镜用挠性管。
8.一种权利要求1~6中任一项所述的内窥镜用挠性管的制造方法,该制造方法包括:在以金属为构成材料的挠性管基材的外围依次形成包含硅烷偶联剂的底涂层和聚合物被覆层,
9.一种内窥镜型医疗器材的制造方法,该制造方法包括:将权利要求1~6中任一项所述的内窥镜用挠性管组装于内窥镜型医疗器材的插入部。
技术总结
本发明提供一种回弹性优异,挠性也优异,且具有充分的耐药品性的内窥镜用挠性管、具备该内窥镜用挠性管的内窥镜型医疗器材、以及内窥镜用挠性管的制造方法及内窥镜型医疗器材的制造方法。内窥镜用挠性管具备具有挠性的筒状挠性管基材和被覆挠性管基材的聚合物被覆层,挠性管基材具有金属带片的螺旋管和被覆螺旋管的、编织金属线而成的筒形网状体,筒形网状体的孔隙率为2~10%,挠性管基材与聚合物被覆层之间具有包含硅烷偶联剂的底涂层。
技术研发人员:堀田一马,中井义博,阿部慎也
受保护的技术使用者:富士胶片株式会社
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!