一种高分辨率结构色器件的制备方法与流程
1.本发明涉及结构色器件技术领域,具体涉及一种高分辨率结构色器件的制备方法。
背景技术:
2.目前国内外现有的结构色器件研究聚焦于提高结构色器件的饱和度、效率以及宽可视角,其只能提供静态的颜色,即器件结构一旦制备出来,则产生的颜色不变,无法满足当前彩色显示技术的需求。目前用于实现结构色产生的纳米光子结构主要包括基于薄膜干涉的薄膜结构和基于导波共振模式的光栅结构这两大类。广泛采用的薄膜结构由基于金属-介质-金属三层薄膜的法布里-珀罗共振腔构成。该结构的工作方式是通过改变中间介质薄膜厚度来实现对不同颜色的输出。因此,在制备包含红、绿、蓝或青、品红、黄的颜色像素阵列时,需要分别进行至少三步薄膜沉积步骤。并且,在制备过程中需要对每层薄膜厚度进行精准地控制,使得这种结构色器件不利于量产。基于导波共振模式的结构色器件主要由亚波长衍射光栅构成,通过改变光栅周期能够实现对共振波长的调控,从而得到不同颜色的滤出。
3.公布号cn112346151a的发明专利公开了一种实现高性能结构色的单晶硅超表面,包括氧化铝基底和位于氧化铝基底上的单晶硅超表面,氧化铝基底和单晶硅超表面由折射率匹配层封装。利用折射率匹配层同时实现广色域、高亮度、高饱和度、高分辨率结构色,并且制备难度低,扩展和提高了结构色的应用价值。但是研究发现存在以下技术问题:无法通过主动调控进一步提高结构色的显示质量并使器件不易损坏脱落,光刻胶旋涂过程无法进一步提高旋涂烘干效率并保障光刻胶的分布均匀性和质量。
技术实现要素:
4.本发明的目的在于提供一种高分辨率结构色器件的制备方法,用于解决现有技术中无法通过主动调控进一步提高结构色的显示质量并使器件不易损坏脱落,光刻胶旋涂过程无法进一步提高旋涂烘干效率并保障光刻胶的分布均匀性和质量的技术问题。
5.本发明的目的可以通过以下技术方案实现:
6.一种高分辨率结构色器件的制备方法,包括以下步骤:
7.s1、在衬底上沉积相变材料,退火得到具备相变材料膜层的衬底;
8.s2、通过旋涂切边烘干设备在相变材料膜层的上表面旋涂光刻胶,烘干、切边,将预先设置的超表面反结构图案转移到光刻胶上,显影曝光后得到超表面结构图案;
9.s3、在超表面结构图案上沉积金属薄膜,溶脱得到掩膜结构;
10.s4、对掩膜结构进行刻蚀,去除残余的金属掩膜材料,得到具备超表面结构的高分辨率结构色器件。
11.进一步的,步骤s1衬底的材料选自硅、二氧化硅、碳化硅、氮化硅、蓝宝石中的一种或多种的混合物;相变材料选自二氧化钒。
12.进一步的,步骤s1沉积选用磁控溅射沉积法,磁控溅射沉积法选用的靶材为金属靶,溅射功率110~120w,压强为6~8mtorr,生长温度为600~610℃。
13.进一步的,步骤s1退火采用退火炉在氩气/氢气氛围下退火,退火温度为440~455℃,退火时间为4~5小时,氩气和氢气的流量分别为75~82sccm和3~5sccm。
14.进一步的,步骤s2光刻胶选自聚甲基丙烯酸甲酯,旋涂时的转速为4200~4600rpm,烘干温度为175~185℃,烘干时间为1~2小时;曝光选用聚甲基丙烯酸甲酯的专用显影液。
15.进一步的,步骤s3金属薄膜为铬薄膜,溶脱的溶液为丙酮,沉积选用电子束蒸镀沉积,掩膜结构的厚度为20~30nm。
16.进一步的,步骤s4刻蚀采用离子束刻蚀,离子束的能量为300ev,刻蚀气体为氩气,压力为18~21mtorr;采用铬腐蚀液去除残余的金属掩膜材料。
17.进一步的,旋涂切边烘干设备进行旋涂光刻胶、烘干、切边的过程如下:
18.光刻胶旋涂:将多个具备相变材料膜层的衬底放置于衬底放置台的容置槽内,真空泵通过真空管对旋转台抽取真空,吸附管也被抽取真空,使得衬底被吸附;第一电机通过连接轴驱动喷胶箱旋转,使得喷胶头移动至衬底放置台的上方,储胶箱内的光刻胶经喷胶头喷射至对应的衬底放置台上的衬底,电动马达驱动旋转台、衬底旋转的过程中完成旋转喷涂;
19.烘干:关闭真空泵,开启鼓风机,鼓风机通过送风管向加热腔内鼓入空气,电加热丝将空气加热后形成175~185℃的热空气,热空气经容置槽吹入衬底外表面,对光刻胶进行1~2小时的干燥;
20.切边:第二电机驱动主动皮带轮转动,主动皮带轮进一步带动传动皮带和从动皮带轮转动,从动皮带轮通过旋转轴带动旋转箱体旋转,使得衬底放置台旋转至靠近滚珠丝杠的位置;
21.第三电机驱动滚珠丝杆旋转,与滚珠丝杆螺纹连接的丝杆座沿滚珠丝杆轴向移动,丝杆座带动夹持座、切边座上下移动,当移动至合适位置时,伸缩气缸的活塞轴驱动切边座向衬底放置台移动,直至切边刀移动至衬底边缘位置,第三电机驱动切边刀与衬底边缘贴合;电动马达驱动旋转台旋转,使得衬底相对切边刀移动,切边刀将衬底边缘多余的光刻胶切除。
22.进一步的,所述旋涂切边烘干设备包括旋涂箱体,旋涂箱体的内腔设有光刻胶旋涂烘干机构、切边机构,光刻胶旋涂烘干机构包括旋转箱体、喷胶箱,旋转箱体的上表面设有多个衬底放置台,衬底放置台的中心设有内凹的容置槽,容置槽上表面放置有衬底,容置槽的底部设有旋转台,旋转台的腔体内设有多条与容置槽连通的吸附管,旋转台与衬底放置台之间设有加热腔,加热腔内设有电加热丝;喷胶箱的中心顶部通过连接轴连接有第一电机,喷胶箱的上表面设有储胶箱,喷胶箱的下表面设有多个与衬底放置台对应的喷胶头。
23.进一步的,多个衬底放置台呈环形阵列分布在旋转箱体的上表面,多个喷胶头呈环形阵列分布在喷胶箱的下表面;旋转箱体的下表面固定有鼓风机和真空泵,鼓风机通过多个送风管与加热腔的壁部连通,真空泵通过多个真空管对旋转台内腔抽取真空,真空管与旋转台之间具有间隙。
24.本发明具备下述有益效果:
25.1、本发明高分辨率结构色器件的制备方法,在衬底上沉积相变材料,相变材料的光学性质可调,具备在外部激励如电、热下动态可调的结构色,实现器件结构色的主动调控;显影曝光得到的超表面结构图案,可以完全吸收某一波长的光并具有独特的透/反射特性,实现高分辨率、高饱和度、广色域的色彩显示,最高分辨率超过100,000dpi;沉积金属薄膜、溶脱得到的掩膜结构增加了超表面的结构色显示质量,不易损坏脱落;适用于多功能显示、cmos图像传感器、无油墨彩色印刷、信息加密等技术领域。
26.2、制备方法通过旋涂切边烘干设备完成多个衬底的同步旋涂、烘干,并及时切边,提高了衬底的旋涂烘干效率以及光刻胶分布的均匀性和质量。
27.3、旋涂切边烘干设备通过旋转箱体上表面的多个衬底放置台放置衬底,多条吸附管内抽取真空后将衬底牢牢吸附,加热腔内的电加热丝通电升温后,热量通过容置槽吹入衬底外表面进行高效烘干;第一电机通过连接轴驱动喷胶箱旋转,使得喷胶头移动至衬底放置台的上方,储胶箱内的光刻胶经喷胶头喷射至对应的衬底放置台上的衬底,旋转台带动衬底旋转的过程中完成旋转喷涂操作,通过切边机构切除衬底边缘多余的光刻胶。
附图说明
28.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
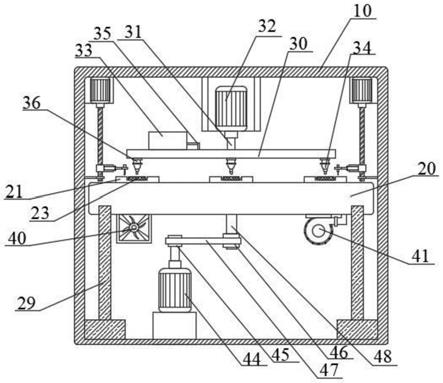
29.图1为本发明实施例中旋涂切边烘干设备的结构示意图;
30.图2为本发明实施例中旋转箱体的剖面图;
31.图3为本发明图2中a处的局部放大图;
32.图4为本发明实施例中切边机构的结构示意图;
33.图5为本发明实施例中切边机构的三维图;
34.图6为本发明实施例中旋转箱体的俯视图;
35.图7为本发明实施例中喷胶箱的仰视图。
36.图中:10、旋涂箱体;20、旋转箱体;21、衬底放置台;22、容置槽;23、衬底;24、旋转台;25、吸附管;26、加热腔;27、加热丝;28、环形凹槽;29、支撑柱;30、喷胶箱;31、连接轴;32、第一电机;33、储胶箱;34、喷胶头;35、送胶管;36、电磁式流量调节阀;37、电动马达;40、鼓风机;41、真空泵;42、送风管;43、真空管;44、第二电机;45、主动皮带轮;46、从动皮带轮;47、传动皮带;48、旋转轴;50、第三电机;51、滚珠丝杆;52、伸缩气缸;53、轴承座;54、固定杆;55、丝杆座;56、夹持座;57、活塞轴;58、切边座;59、切边轴;60、切边刀。
具体实施方式
37.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
38.实施例1
39.本实施例提供一种高分辨率结构色器件的制备方法,包括以下步骤:
40.s1、在衬底上沉积相变材料,退火得到具备相变材料膜层的衬底;其中,衬底的材料选自硅、二氧化硅、碳化硅、氮化硅、蓝宝石中的一种或多种的混合物;相变材料选自二氧化钒;沉积选用磁控溅射沉积法,磁控溅射沉积法选用的靶材为金属靶,溅射功率112w,压强为6.8mtorr,生长温度为605℃;退火采用退火炉在氩气/氢气氛围下退火,退火温度为446℃,退火时间为4.2小时,氩气和氢气的流量分别为78sccm和3.5sccm。
41.s2、通过旋涂切边烘干设备在相变材料膜层的上表面旋涂光刻胶,烘干、切边,将预先设置的超表面反结构图案转移到光刻胶上,显影曝光后得到超表面结构图案;其中,光刻胶选自聚甲基丙烯酸甲酯,旋涂时的转速为4300rpm,烘干温度为180℃,烘干时间为1.5小时;曝光选用聚甲基丙烯酸甲酯的专用显影液。
42.s3、在超表面结构图案上沉积金属薄膜,溶脱得到掩膜结构;金属薄膜为铬薄膜,溶脱的溶液为丙酮,沉积选用电子束蒸镀沉积,掩膜结构的厚度为22nm。
43.s4、对掩膜结构进行刻蚀,去除残余的金属掩膜材料,得到具备超表面结构的高分辨率结构色器件。其中,刻蚀采用离子束刻蚀,离子束的能量为300ev,刻蚀气体为氩气,压力为20mtorr;采用铬腐蚀液去除残余的金属掩膜材料。
44.实施例2
45.本实施例提供一种高分辨率结构色器件的制备方法,包括以下步骤:
46.s1、在衬底上沉积相变材料,退火得到具备相变材料膜层的衬底;其中,衬底的材料选自硅、二氧化硅、碳化硅、氮化硅、蓝宝石中的一种或多种的混合物;相变材料选自二氧化钒;沉积选用磁控溅射沉积法,磁控溅射沉积法选用的靶材为金属靶,溅射功率115w,压强为6.8mtorr,生长温度为608℃;退火采用退火炉在氩气/氢气氛围下退火,退火温度为450℃,退火时间为4.6小时,氩气和氢气的流量分别为80sccm和4.2sccm。
47.s2、通过旋涂切边烘干设备在相变材料膜层的上表面旋涂光刻胶,烘干、切边,将预先设置的超表面反结构图案转移到光刻胶上,显影曝光后得到超表面结构图案;其中,光刻胶选自聚甲基丙烯酸甲酯,旋涂时的转速为4500rpm,烘干温度为182℃,烘干时间为1.5小时;曝光选用聚甲基丙烯酸甲酯的专用显影液。
48.s3、在超表面结构图案上沉积金属薄膜,溶脱得到掩膜结构;金属薄膜为铬薄膜,溶脱的溶液为丙酮,沉积选用电子束蒸镀沉积,掩膜结构的厚度为26nm。
49.s4、对掩膜结构进行刻蚀,去除残余的金属掩膜材料,得到具备超表面结构的高分辨率结构色器件。其中,刻蚀采用离子束刻蚀,离子束的能量为300ev,刻蚀气体为氩气,压力为19mtorr;采用铬腐蚀液去除残余的金属掩膜材料。
50.实施例3
51.本实施例提供一种高分辨率结构色器件的制备方法,包括以下步骤:
52.s1、在衬底上沉积相变材料,退火得到具备相变材料膜层的衬底;其中,衬底的材料选自硅、二氧化硅、碳化硅、氮化硅、蓝宝石中的一种或多种的混合物;相变材料选自二氧化钒;沉积选用磁控溅射沉积法,磁控溅射沉积法选用的靶材为金属靶,溅射功率120w,压强为7.6mtorr,生长温度为608℃;退火采用退火炉在氩气/氢气氛围下退火,退火温度为452℃,退火时间为4.8小时,氩气和氢气的流量分别为82sccm和5sccm。
53.s2、通过旋涂切边烘干设备在相变材料膜层的上表面旋涂光刻胶,烘干、切边,将
预先设置的超表面反结构图案转移到光刻胶上,显影曝光后得到超表面结构图案;其中,光刻胶选自聚甲基丙烯酸甲酯,旋涂时的转速为4600rpm,烘干温度为178℃,烘干时间为2小时;曝光选用聚甲基丙烯酸甲酯的专用显影液。
54.s3、在超表面结构图案上沉积金属薄膜,溶脱得到掩膜结构;金属薄膜为铬薄膜,溶脱的溶液为丙酮,沉积选用电子束蒸镀沉积,掩膜结构的厚度为28nm。
55.s4、对掩膜结构进行刻蚀,去除残余的金属掩膜材料,得到具备超表面结构的高分辨率结构色器件。其中,刻蚀采用离子束刻蚀,离子束的能量为300ev,刻蚀气体为氩气,压力为21mtorr;采用铬腐蚀液去除残余的金属掩膜材料。
56.实施例4
57.如图1-3、图6-7所示,本实施例提供一种旋涂切边烘干设备,用于完成高分辨率结构色器件制备过程中的光刻胶旋涂、烘干、切边工序,包括旋涂箱体10,旋涂箱体10的内腔设有光刻胶旋涂烘干机构、切边机构。具体地,光刻胶旋涂烘干机构包括旋转箱体20、喷胶箱30,旋转箱体20的上表面设有多个衬底放置台21,衬底放置台21的中心设有内凹的容置槽22,容置槽22上表面放置有衬底23,容置槽22的底部设有旋转台24,旋转台24的腔体内设有多条与容置槽22连通的吸附管25,旋转台24与衬底放置台21之间设有加热腔26,加热腔26内设有电加热丝27。喷胶箱30的中心顶部通过连接轴31连接有第一电机32,喷胶箱30的上表面设有储胶箱33,喷胶箱30的下表面设有多个与衬底放置台21对应的喷胶头34。
58.本实施例的旋涂切边烘干设备,通过旋转箱体20上表面的多个衬底放置台21放置衬底23,多条吸附管25内抽取真空后将衬底23牢牢吸附,加热腔26内的电加热丝27通电升温后,热量通过容置槽22吹入衬底23外表面进行烘干;第一电机32通过连接轴31驱动喷胶箱30旋转,使得喷胶头34移动至衬底放置台21的上方,储胶箱33内的光刻胶经喷胶头34喷射至对应的衬底放置台21上的衬底23,旋转台24带动衬底23旋转的过程中完成旋转喷涂操作,通过切边机构切除衬底23边缘多余的光刻胶。该旋涂切边烘干设备能够完成多个衬底23的同步旋涂、烘干,并及时切边,提高了衬底23的旋涂烘干效率以及光刻胶分布的均匀性和质量。
59.旋转台24的下表面连接有驱动旋转台24和衬底23旋转的电动马达37,旋转箱体20的下表面设有环形凹槽28,旋转箱体20内腔设有与环形凹槽28滑动连接的支撑柱29。电动马达37驱动旋转台24和衬底23旋转的过程中,喷胶头34喷射至衬底23上表面完成旋涂;当旋转箱体20被驱动旋转时,环形凹槽28相对支撑柱29滑动,支撑柱29为旋转箱体20提供支撑力,保障旋转箱体20的平稳旋转。
60.多个衬底放置台21呈环形阵列分布在旋转箱体20的上表面,多个喷胶头34呈环形阵列分布在喷胶箱30的下表面。旋转箱体20的下表面固定有鼓风机40和真空泵41,鼓风机40通过多个送风管42与加热腔26的壁部连通,真空泵41通过多个真空管43对旋转台24内腔抽取真空,真空管43与旋转台24之间具有间隙。鼓风机40通过送风管42向加热腔26内鼓入空气,电加热丝27将空气加热后形成热空气,热空气经容置槽22吹入衬底23外表面,对光刻胶进行干燥。真空泵41通过真空管43对旋转台24抽取真空,吸附管25也被抽取真空,使得衬底23被牢牢吸附。
61.旋转箱体20的内腔设有第二电机44,第二电机44的电机轴竖直向上延伸且其外围连接有主动皮带轮45,旋转箱体20的中心下方设有从动皮带轮46,主动皮带轮45与从动皮
带轮46的外围涨紧设置有传动皮带47,从动皮带轮46的轴心连接有伸入旋转箱体20中心的旋转轴48。第二电机44启动后,驱动主动皮带轮45转动,主动皮带轮45进一步带动传动皮带47和从动皮带轮46转动,从动皮带轮46带动旋转箱体20旋转,便于稳定调节衬底放置台21的位置。
62.储胶箱33连接有伸入喷胶箱30内腔的送胶管35,喷胶头34与喷胶箱30的下表面之间连接有电磁式流量调节阀36。储胶箱33内的光刻胶通过送胶管35流入喷胶箱30内腔,电磁式流量调节阀36用于精准调控喷胶头34喷射出的光刻胶量。
63.如图1、图4-5所示,两个切边机构对称设置在旋转箱体20的上方两侧,包括第三电机50、滚珠丝杆51和伸缩气缸52,第三电机50固定于旋涂箱体10的内腔顶部,第三电机50通过联轴器连接有竖直向下延伸的滚珠丝杆51,滚珠丝杆51的底端外围连接有轴承座53,轴承座53外围连接有与旋涂箱体10内壁连接的固定杆54,滚珠丝杆51的外围螺纹连接有丝杆座55,丝杆座55朝向旋涂箱体10内腔的一侧连接有夹持座56,夹持座56内夹持有伸缩气缸52,伸缩气缸52的活塞轴57连接有切边座58,切边座58的中心贯穿设有切边轴59,切边轴59的底端连接有切边刀60。
64.切边刀60的截面形状与衬底23的截面形状匹配,例如当衬底23的截面呈圆形时,切边刀60的截面呈半圆弧形,当衬底23的截面呈矩形时,切边刀60的截面呈长条形。
65.切边机构的设置,当衬底23表面的光刻胶被烘干后,驱动旋转箱体20使得衬底放置台21旋转至靠近滚珠丝杠51的位置,第三电机50驱动滚珠丝杆51旋转,与滚珠丝杆51螺纹连接的丝杆座55沿滚珠丝杆51轴向移动,丝杆座55带动夹持座56、切边座58上下移动,当移动至合适位置时,伸缩气缸52的活塞轴57驱动切边座58向衬底放置台21移动,直至切边刀60移动至衬底23边缘位置,第三电机50驱动切边刀60与衬底23边缘贴合;开启电动马达37后,电动马达37驱动旋转台24旋转,使得衬底23相对切边刀60移动,切边刀60将衬底23边缘多余的光刻胶切除。该切边机构能够实现切边刀60横向纵向的位置调节,并匹配衬底23的形状进行切边,保持衬底23表面光刻胶的均匀分布。
66.如图1-7所示,本实施例的旋涂切边烘干设备,工作方法如下:
67.光刻胶旋涂:将多个衬底23放置于衬底放置台21的容置槽22内,真空泵41通过真空管43对旋转台24抽取真空,吸附管25也被抽取真空,使得衬底23被吸附;第一电机32通过连接轴31驱动喷胶箱30旋转,使得喷胶头34移动至衬底放置台21的上方,储胶箱33内的光刻胶经喷胶头34喷射至对应的衬底放置台21上的衬底23,电动马达37驱动旋转台24、衬底23旋转的过程中完成旋转喷涂;
68.烘干:关闭真空泵41,开启鼓风机40,鼓风机40通过送风管42向加热腔26内鼓入空气,电加热丝27将空气加热后形成175~185℃的热空气,热空气经容置槽22吹入衬底23外表面,对光刻胶进行1~2小时的干燥;
69.切边:第二电机44驱动主动皮带轮45转动,主动皮带轮45进一步带动传动皮带47和从动皮带轮46转动,从动皮带轮46通过旋转轴48带动旋转箱体20旋转,使得衬底放置台21旋转至靠近滚珠丝杠51的位置;
70.第三电机50驱动滚珠丝杆51旋转,与滚珠丝杆51螺纹连接的丝杆座55沿滚珠丝杆51轴向移动,丝杆座55带动夹持座56、切边座58上下移动,当移动至合适位置时,伸缩气缸52的活塞轴57驱动切边座58向衬底放置台21移动,直至切边刀60移动至衬底23边缘位置,
第三电机50驱动切边刀60与衬底23边缘贴合;电动马达37驱动旋转台24旋转,使得衬底23相对切边刀60移动,切边刀60将衬底23边缘多余的光刻胶切除。
71.以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
72.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
73.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1