显示面板的制备方法及显示面板与流程
1.本技术涉及显示技术领域,具体涉及一种显示面板的制备方法及显示面板。
背景技术:
2.在显示技术领域,为获得极致的窄边框效果,在传统绑定工艺的基础上,将显示面板的外引脚贴合区域去掉,采用侧面绑定工艺来实现金属焊盘与覆晶薄膜的绑定连接。
3.在现有的侧面绑定工艺路线中,通常会采用导电膜层来实现金属焊盘与覆晶薄膜的电连接。然而,在面板侧面印刷导电材料如银浆之前,由于金属焊盘处于裸露状态,裸露出的金属焊盘易发生腐蚀,导致印刷后形成的导电膜层与金属焊盘之间出现导通不良现象,从而降低了侧面绑定产品的制造良率。
技术实现要素:
4.本技术实施例提供一种显示面板的制备方法及显示面板,以解决侧面绑定工艺中因金属焊盘腐蚀而导致的导电膜层与金属焊盘之间导通不良的技术问题,提高了侧面绑定产品的制造良率。
5.本技术实施例提供一种显示面板的制备方法,其包括以下步骤:
6.提供显示面板主体,所述显示面板主体具有位于外引脚接合区的金属焊盘,所述金属焊盘的侧面裸露在外侧;
7.在所述显示面板主体的侧面形成覆盖所述金属焊盘的保护件;
8.对所述保护件进行图案化处理,以裸露出所述金属焊盘;
9.在所述金属焊盘的裸露面形成导电层;
10.在所述导电层背离所述金属焊盘的表面形成覆晶薄膜。
11.可选的,在本技术的一些实施例中,所述保护件包括粘结层和保护膜,所述粘结层贴合于所述显示面板主体和所述保护膜之间。
12.可选的,在本技术的一些实施例中,所述保护膜的材料包括聚对苯二甲酸乙二醇酯、聚苯乙烯、聚碳酸酯、聚氯乙烯以及邻苯二甲醛中的一种或多种。
13.可选的,在本技术的一些实施例中,所述在所述显示面板主体的侧面形成覆盖所述金属焊盘的保护件的步骤,包括:采用涂覆工艺形成具有粘附性的保护件,所述保护件的材料为可剥离涂料。
14.可选的,在本技术的一些实施例中,所述可剥离涂料包括丙烯酸树脂、聚氨酯以及环氧树脂中的一种或多种。
15.可选的,在本技术的一些实施例中,所述对所述保护件进行图案化处理的步骤之后,所述保护件上形成有裸露出所述金属焊盘的开口;所述在所述金属焊盘的裸露面形成导电层的步骤,包括:
16.将导电材料填充于所述开口;
17.对所述导电材料进行固化,以形成导电层,所述导电层的厚度小于或等于所述保
护件的厚度。
18.可选的,在本技术的一些实施例中,所述显示面板主体包括相对设置的阵列基板和彩膜基板,以及设置在所述阵列基板和所述彩膜基板之间的框胶,所述框胶位于所述金属焊盘和所述彩膜基板之间,所述框胶、所述阵列基板的部分以及所述彩膜基板的部分从所述开口中裸露出来。
19.可选的,在本技术的一些实施例中,自所述阵列基板朝向所述彩膜基板的方向,所述开口的开口长度为所述保护件的长度的四分之一至二分之一。
20.可选的,在本技术的一些实施例中,所述对所述保护件进行图案化处理的步骤之后,在所述金属焊盘的裸露面形成导电层之前,还包括:对裸露出的所述金属焊盘进行清洗。
21.可选的,在本技术的一些实施例中,所述在所述金属焊盘的裸露面形成导电层的步骤之后,在所述导电层背离所述金属焊盘的表面形成覆晶薄膜之前,还包括:移除所述图案化处理后的所述保护件。
22.本技术实施例提供一种显示面板,所述显示面板采用如前述任一实施例所述的显示面板的制备方法制备得到。
23.在本技术的显示面板的制备方法中,在形成导电层之前,首先在显示面板主体的侧面形成覆盖金属焊盘的保护件,保护件的设置能够保护金属焊盘不受外界水氧的侵蚀,进而可以避免金属焊盘发生腐蚀;进一步的,通过对保护件进行图案化处理来使金属焊盘裸露出来,并在金属焊盘的裸露面形成导电层,由于金属焊盘并未被腐蚀,因而可以保证金属焊盘与导电层之间的良好导通性,以实现金属焊盘与覆晶薄膜之间的稳定连接,从而能够提高侧面绑定产品的制造良率。
附图说明
24.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1是本技术提供的显示面板的制备方法的流程示意图。
26.图2是本技术第一实施例提供的显示面板的制备方法的流程示意图。
27.图3a至图3f是图2所示的显示面板的制备方法中各步骤依次得到的截面结构示意图。
28.图4a至图4e依次为图3a至图3e对应的侧面结构示意图。
29.图5是本技术第二实施例提供的显示面板的制备方法的流程示意图。
30.图6a至图6f是图5所示的显示面板的制备方法中各步骤依次得到的截面结构示意图。
31.图7a至图7e依次为图6a至图6e对应的侧面结构示意图。
32.图8是本技术提供的显示面板的截面结构示意图。
具体实施方式
33.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。此外,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本技术,并不用于限制本技术。在本技术中,在未作相反说明的情况下,使用的方位词如“上”和“下”通常是指装置实际使用或工作状态下的上和下,具体为附图中的图面方向;而“内”和“外”则是针对装置的轮廓而言的。
34.在现有技术中,显示面板的侧面绑定工艺路线为:第一步、在显示面板主体的制备工艺完成后,通过侧面研磨工艺对显示面板主体的侧面进行研磨,以裸露出侧面的金属焊盘;第二步、采用激光切割工艺对金属焊盘的表面进行清洗,以除去显示面板侧面研磨后在金属焊盘表面残留的异物,如金属焊盘表面粘附的有机物;第三步、在金属焊盘的侧面印刷导电材料如银浆,以形成导电膜层;第四步、采用激光切割工艺对导电膜层进行图案化处理,以将导电膜层雕刻成与金属焊盘一一对应的导电部;第五步、在显示面板主体的侧面绑定覆晶薄膜,从而完成覆晶薄膜与金属焊盘的电性连接。
35.然而,在上述工艺路线中,在导电材料印刷前,由于金属焊盘长时间处于裸露状态,裸露出的金属焊盘如铜焊盘易受外界水氧的入侵而发生腐蚀,腐蚀后的金属焊盘无法通过激光切割工艺清洗干净,导致印刷后形成的导电膜层与金属焊盘之间出现导通不良现象,大大降低了侧面绑定产品的制造良率。
36.进一步的,显示面板中的阵列基板和彩膜基板之间通常通过框胶密封,且框胶位于金属焊盘靠近彩膜基板的一侧。在上述工艺路线中,第二步和第四步均需要使用激光切割工艺,两次激光切割工艺的使用会加剧对框胶的损伤,不仅降低了阵列基板和彩膜基板之间的密封性,还增加了阵列基板和彩膜基板之间的错位几率,降低了显示产品的性能。
37.针对现有显示面板的侧面绑定工艺路线中存在的技术问题,本技术提供一种显示面板的制备方法及显示面板。以下分别进行详细说明。
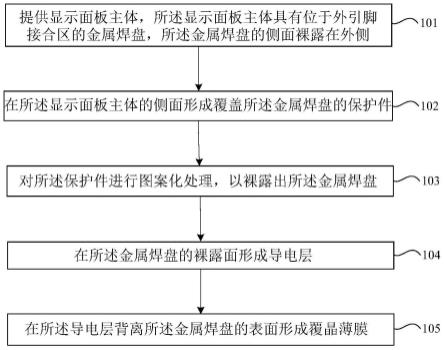
38.请参照图1,本技术提供一种显示面板的制备方法,其包括以下步骤:
39.101、提供显示面板主体,所述显示面板主体具有位于外引脚接合区的金属焊盘,所述金属焊盘的侧面裸露在外侧;
40.102、在所述显示面板主体的侧面形成覆盖所述金属焊盘的保护件;
41.103、对所述保护件进行图案化处理,以裸露出所述金属焊盘;
42.104、在所述金属焊盘的裸露面形成导电层;
43.105、在所述导电层背离所述金属焊盘的表面形成覆晶薄膜。
44.由此,在本技术的显示面板的制备方法中,在形成导电层之前,首先在显示面板主体的侧面形成覆盖金属焊盘的保护件,保护件的设置能够保护金属焊盘不受外界水氧的侵蚀,进而可以避免金属焊盘发生腐蚀;进一步的,通过对保护件进行图案化处理来使金属焊盘裸露出来,并在金属焊盘的裸露面形成导电层,由于金属焊盘并未被腐蚀,因而可以保证金属焊盘与导电层之间的良好导通性,以实现金属焊盘与覆晶薄膜之间的稳定连接,从而能够提高侧面绑定产品的制造良率。
45.下面通过具体实施例对本技术提供的显示面板的制备方法进行详细的阐述。需说明的是,以下实施例的描述顺序不作为对实施例优选顺序的限定。
46.需要说明的是,本技术中的显示面板可以为液晶显示面板或有机发光二极管显示
面板,本技术以下各实施例仅以显示面板为液晶显示面板时的结构为例进行说明,但并不限于此。
47.请一并参照图2、图3a至图3f以及图4a至图4e,本技术第一实施例提供的显示面板100的制备方法包括以下步骤:
48.201、提供显示面板主体10,显示面板主体10具有位于外引脚接合区10a的金属焊盘20,金属焊盘20的侧面裸露在外侧,如图3a和图4a所示。
49.具体的,显示面板主体10包括相对设置的阵列基板11和彩膜基板12,以及设置在阵列基板11和彩膜基板12之间的框胶13。框胶13位于金属焊盘20和彩膜基板12之间。其中,通过侧面研磨工艺可以使金属焊盘20的侧面裸露出来。
50.在本实施例中,金属焊盘20为铜焊盘。
51.需要说明的是,本技术中的显示面板主体10还包括设置在阵列基板11和彩膜基板12之间的液晶层(图中未示出),相关技术均为现有技术,在此不再赘述。
52.202、在显示面板主体10的侧面形成覆盖金属焊盘20的保护件30,保护件30包括粘结层31和保护膜32,粘结层31贴合于显示面板主体10和保护膜32之间,如图3b和图4b所示。
53.其中,保护件30的设置能够保护金属焊盘20不受外界水氧的侵蚀,进而可以避免金属焊盘20发生腐蚀。
54.在现有工艺路线中,在侧面研磨工艺之后,由于金属焊盘20处于裸露状态,在长时间放置下易出现金属焊盘20的腐蚀问题,并且直至印刷导电材料后,金属焊盘20的表面才有膜层(导电膜层)覆盖,因此,现有工艺路线中需要严格卡控侧面研磨和印刷导电材料的间隔时间。而在本实施例中,在侧面研磨工艺之后,由于金属焊盘20的侧面覆盖有保护件30,金属焊盘20处于保护件30的保护下而不需要卡控侧面研磨工艺和印刷导电材料的间隔时间,从而可以延长显示面板主体10的保存时间,放宽了对显示面板主体10的保存条件的要求。
55.在本实施例中,保护件30还覆盖框胶13、阵列基板11的部分以及彩膜基板12的部分。需要说明的是,保护件30还可以完全覆盖阵列基板11的侧面以及彩膜基板12的侧面,本技术对保护件30的覆盖面积不作具体限定。
56.具体的,在形成保护件30之前,粘结层31远离保护膜32的一侧贴附有一离型膜(图中未示出)。在撕除离型膜之后,再将保护件30贴合至显示面板主体10的侧面,并通过粘结层31实现保护膜32与显示面板主体10的粘结。
57.由于本实施例中的保护膜32预先制得,故保护膜32具有较高的膜厚均一性,因此,当将保护膜32贴合至显示面板主体10的侧面时,能够提高保护膜32与显示面板主体10之间的连接稳定性。
58.在本实施例中,保护膜32的材料可以包括聚对苯二甲酸乙二醇酯、聚苯乙烯、聚碳酸酯、聚氯乙烯以及邻苯二甲醛中的一种或多种。使用上述材料制得的保护膜32具有良好的尺寸稳定性,使得保护膜32能够在激光照射下形成不同的图案,以满足不同应用场景下的使用需求。
59.需要说明的是,粘结层31的材料可以为压敏胶或其他具有粘结作用的胶材,本技术对粘结层31的材料不作具体限定。
60.203、对保护件30进行图案化处理,以裸露出金属焊盘20,如图3c和图4c所示。
61.具体的,采用激光切割工艺对保护件30进行图案化处理,以在保护件30上形成裸露出金属焊盘20的开口301。其中,开口301贯穿粘结层31和保护膜32。在本实施例中,除金属焊盘20外,框胶13、阵列基板11的部分以及彩膜基板12的部分也从开口301中裸露出来。
62.进一步的,开口301的开口面积大于或等于金属焊盘20的裸露面积。在本实施例中,在平行于阵列基板11所在平面的方向,开口301的开口宽度等于金属焊盘20的宽度;自阵列基板11朝向彩膜基板12的方向,开口301的开口长度m大于金属焊盘20的长度。其中,自阵列基板11朝向彩膜基板12的方向,开口301的开口长度m为保护件30的长度n的四分之一至二分之一。在一些具体实施方式中,开口301的开口长度m为保护件30的长度n的四分之一、三分之一或二分之一。具体的,保护件30的长度n等于保护膜32的长度。
63.在本实施例中,开口301的开口长度m为保护件30的长度n的二分之一。当开口301的开口宽度等于金属焊盘20的宽度时,由于开口301的开口长度m等于后续形成的导电层40的长度,本实施例通过将开口301的开口长度m设置为保护件30的长度n的二分之一,能够提高金属焊盘20与后续形成的导电层40之间的接触面积,以提高两者之间的导通性。
64.在本实施例中,对保护件30进行图案化处理的步骤之后,还包括:对裸露出的金属焊盘20进行清洗,以除去金属焊盘20表面粘附的有机物。
65.204、在金属焊盘20的裸露面形成导电层40,如图3d和图4d所示。
66.具体的,首先,将导电材料填充于开口301。其次,对导电材料进行固化,以形成导电层40。其中,导电层40的厚度小于或等于开口301的深度,即,导电层40的厚度小于或等于保护件30的厚度。在本实施例中,导电层40完全填充于开口301,导电层40的厚度等于保护件30的厚度。
67.在本实施例中,导电材料可以为银浆。由于裸露出的金属焊盘20、框胶13、阵列基板11的部分以及彩膜基板12的部分与图案化后的保护件30之间存在段差,通过印刷工艺即可将银浆印刷至段差所在区域,从而可以将银浆完全填充至开口301内。
68.相较于传统的钢网印刷工艺和移印工艺,本实施例不需开发新的印刷治具,从而能够节省工艺制造设备,有利于降低工艺成本。另外,由于导电层40的图案与开口301的图案相同,因此,本实施例通过预先形成导电层40的图案,能够实现对导电层40的膜厚及精度的控制。
69.205、移除图案化处理后的保护件30,如图3e和图4e所示。
70.具体的,将图案化处理后的保护膜32和粘结层31一并移除,以避免保护件30影响到导电层40与覆晶薄膜50之间的连接。
71.206、在导电层40背离金属焊盘20的表面形成覆晶薄膜50,如图3f所示。
72.首先在导电层40背离金属焊盘20的侧面形成异方性导电胶层60,然后将覆晶薄膜50粘结并绑定至异方性导电胶层60的表面,通过异方性导电胶层60来实现覆晶薄膜50与金属焊盘20的绑定连接。
73.综上,在本技术第一实施例提供的显示面板100的制备方法中,在侧面研磨工艺之后,通过在显示面板主体10侧面贴合保护膜32来保护金属焊盘20,从而解决了金属焊盘20长时间处理裸露状态下易腐蚀的问题,进而提高了金属焊盘20与导电层40之间的导通性,提高了侧面绑定产品的制造良率。
74.请一并参照图5、图6a至图6f以及图7a至图7e,本技术第二实施例提供的显示面板
100的制备方法包括以下步骤:
75.301、提供显示面板主体10,显示面板主体10具有位于外引脚接合区10a的金属焊盘20,金属焊盘20的侧面裸露在外侧,如图6a和图7a所示。
76.具体的,显示面板主体10包括相对设置的阵列基板11和彩膜基板12,以及设置在阵列基板11和彩膜基板12之间的框胶13。框胶13位于金属焊盘20和彩膜基板12之间。其中,通过侧面研磨工艺可以使金属焊盘20的侧面裸露出来。
77.在本实施例中,金属焊盘20为铜焊盘。
78.需要说明的是,本技术中的显示面板主体10还包括设置在阵列基板11和彩膜基板12之间的液晶层(图中未示出),相关技术均为现有技术,在此不再赘述。
79.302、采用涂覆工艺形成具有粘附性的保护件30,保护件30的材料为可剥离涂料,如图6b和图7b所示。
80.其中,保护件30的设置能够保护金属焊盘20不受外界水氧的侵蚀,进而可以避免金属焊盘20发生腐蚀。另外,由于保护件30具有粘附性,因此可以保证保护件30与显示面板主体10之间的稳定连接。
81.在现有工艺路线中,在侧面研磨工艺之后,由于金属焊盘20处于裸露状态,在长时间放置下易出现金属焊盘20的腐蚀问题,并且直至印刷导电材料后,金属焊盘20的表面才有膜层(导电膜层)覆盖,因此,现有工艺路线中需要严格卡控侧面研磨和印刷导电材料的间隔时间。而在本实施例中,在侧面研磨工艺之后,由于金属焊盘20的侧面覆盖有保护件30,金属焊盘20处于保护件30的保护下而不需要卡控侧面研磨工艺和印刷导电材料的间隔时间,从而可以延长显示面板主体10的保存时间,放宽了对显示面板主体10的保存条件的要求。
82.在本实施例中,保护件30还覆盖框胶13、阵列基板11的部分以及彩膜基板12的部分。需要说明的是,保护件30还可以完全覆盖阵列基板11的侧面以及彩膜基板12的侧面,本技术对保护件30的覆盖面积不作具体限定。
83.进一步的,保护件30为保护涂层,通过涂覆工艺能够将可剥离材料涂覆至金属焊盘20的裸露面。具体的,可剥离涂料包括丙烯酸树脂、聚氨酯以及环氧树脂中的一种或多种。其中,可以通过喷涂、旋涂或者刮涂工艺形成所述保护涂层。
84.303、对保护件30进行图案化处理,以裸露出金属焊盘20,如图6c和图7c所示。
85.具体的,采用激光切割工艺对保护件30进行图案化处理,以在保护件30上形成裸露出金属焊盘20的开口301。在本实施例中,除金属焊盘20外,框胶13、阵列基板11的部分以及彩膜基板12的部分也从开口301中裸露出来。
86.进一步的,开口301的开口面积大于或等于金属焊盘20的裸露面积。在本实施例中,在平行于阵列基板11所在平面的方向,开口301的开口宽度等于金属焊盘20的宽度;自阵列基板11朝向彩膜基板12的方向,开口301的开口长度m大于金属焊盘20的长度。其中,自阵列基板11朝向彩膜基板12的方向,开口301的开口长度m为保护件30的长度n的四分之一至二分之一。在一些具体实施方式中,开口301的开口长度m为保护件30的长度n的四分之一、三分之一或二分之一。
87.在本实施例中,开口301的开口长度m为保护件30的长度n的二分之一。当开口301的开口宽度等于金属焊盘20的宽度时,由于开口301的开口长度m等于后续形成的导电层40
的长度,本实施例通过将开口301的开口长度m设置为保护件30的长度n的二分之一,能够提高金属焊盘20与后续形成的导电层40之间的接触面积,以提高两者之间的导通性。
88.在本实施例中,对保护件30进行图案化处理的步骤之后,还包括:对裸露出的金属焊盘20进行清洗,以除去金属焊盘20表面粘附的有机物。
89.304、在金属焊盘20的裸露面形成导电层40,如图6d和图7d所示。
90.具体的,首先,将导电材料填充于开口301。其次,对导电材料进行固化,以形成导电层40。其中,导电层40的厚度小于或等于开口301的深度,即,导电层40的厚度小于或等于保护件30的厚度。在本实施例中,导电层40完全填充于开口301,导电层40的厚度等于保护件30的厚度。
91.在本实施例中,导电材料可以为银浆。由于裸露出的金属焊盘20、框胶13、阵列基板11的部分以及彩膜基板12的部分与图案化后的保护件30之间存在段差,通过印刷工艺即可将银浆印刷至段差所在区域,从而可以将银浆完全填充至开口301内。
92.相较于传统的钢网印刷工艺和移印工艺,本实施例不需开发新的印刷治具,从而能够节省工艺制造设备,有利于降低工艺成本。另外,由于导电层40的图案与开口301的图案相同,因此,本实施例通过预先形成导电层40的图案,能够实现对导电层40的膜厚及精度的控制。
93.305、移除图案化处理后的保护件30,如图6e和图7e所示。
94.由于保护件30的材料为可剥离涂料,因此,保护件30易于与显示面板主体10脱离,通过撕除方式即可除去图案化处理后的保护件30,以避免保护件30影响到导电层40与覆晶薄膜50之间的连接。
95.306、在导电层40背离金属焊盘20的表面形成覆晶薄膜50,如图6f所示。
96.首先在导电层40背离金属焊盘20的侧面形成异方性导电胶层60,然后将覆晶薄膜50粘结并绑定至异方性导电胶层60的表面,通过异方性导电胶层60来实现覆晶薄膜50与金属焊盘20的绑定连接。
97.综上,在本技术第二实施例提供的显示面板100的制备方法中,在侧面研磨工艺之后,通过在显示面板主体10侧面涂覆保护件30来保护金属焊盘20,从而解决了金属焊盘20长时间处理裸露状态下易腐蚀的问题,进而提高了金属焊盘20与导电层40之间的导通性,提高了侧面绑定产品的制造良率。
98.请参照图8,本技术提供一种显示面板200。显示面板200包括显示面板主体10、导电层40、覆晶薄膜50以及异方性导电胶层60。其中,显示面板主体10具有位于外引脚接合区10a的金属焊盘20。导电层40设置在显示面板主体10的侧面,并与金属焊盘20连接。异方性导电胶层60设置在覆晶薄膜50靠近导电层40的一侧,覆晶薄膜50通过异方性导电胶层60与导电层40连接,以实现与金属焊盘20之间的电连接。
99.其中,显示面板主体10还包括相对设置的阵列基板11和彩膜基板12,以及设置在阵列基板11和彩膜基板12之间的框胶13。框胶13位于金属焊盘20和彩膜基板12之间。
100.需要说明的是,显示面板200可以采用如前述第一实施例或第二实施例提供的显示面板100的制备方法制备得到,相关制备方法可以参照前述实施例的描述,在此不再赘述。
101.本技术还提供一种显示装置。其中,所述显示装置可以为电子纸、手机、平板电脑、
电视机、显示器、笔记本电脑、数码相框、导航仪等任何具有显示功能的产品或部件。
102.具体的,所述显示装置包括显示面板,所述显示面板可以为前述实施例所述的显示面板200,显示面板200的具体结构可以参照前述实施例的描述,在此不再赘述。
103.以上对本技术实施例所提供的一种显示面板的制备方法及显示面板进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1