一种LCD管脚检测修正装置的制作方法
一种lcd管脚检测修正装置
技术领域
1.本发明涉及lcd管脚检测领域,尤其涉及一种lcd管脚检测修正装置。
背景技术:
2.lcd屏是电子产品上常用的显示载体之一,lcd屏在被生产出来并安装引线管脚后,需要在自动切脚机的加工下,将管脚裁切到适宜的长度,以满足后续的安装需要。
3.lcd管脚的生产和验收一般采用如下步骤,先将管脚固定在lcd屏上,再将lcd屏放置在自动切脚机上,自动切脚机对管脚进行裁切,使得管脚的长度符合所需的装配长度,由于管脚长度是否合格对于最终产品的显示质量有很大影响,在管脚裁切完成后,还需要经过长度检测,来将管脚长度不符的lcd屏筛选出来,进行返工处理。
4.目前常见的管脚辅助检测方法分为两种,一种为限高装置检测,不合格物料在经过限高装置时,过长的管脚会被限高装置阻挡,进而带动整个lcd屏的摆放姿态发生变化,从而可以被工作人员发现并取出;第二种为视觉成像检测,通过采用工业相机对lcd屏的管脚长度进行拍照成像,再将成像结果传回电脑进行算法运算,最终判断管脚是否超长,再由人工将不合格物料挑出。
5.以上两种检测方法均只能对不合格物料进行初步筛检,后续还需工作人员手动将不合格物料送去返工和复检,所花费的工序较多,产品的检测验收周期长。
技术实现要素:
6.为了缩短lcd屏的检测验收周期,本技术提供一种lcd管脚检测修正装置。
7.本技术提供的一种lcd管脚检测修正装置采用如下的技术方案:一种lcd管脚检测修正装置,包括机座、识别组件、夹切组件、输送组件和驱动组件,所述机座包括操作台和机架,所述操作台安装在所述机架上;所述驱动组件安装在所述机架上,所述识别组件、所述夹切组件、所述输送组件均安装在所述操作台上,所述操作台上还安装有传送带,所述识别组件和所述夹切组件位于所述传送带的一侧,所述输送组件位于所述传送带的另一侧,所述操作台上还安装有第一安装板、第二安装板和第三安装板,所述识别组件包括红外传感器,所述红外传感器安装在所述第一安装板上,所述红外传感器发出的红外线与所述传送带的运动方向相垂直;所述夹切组件包括第一转动气缸和双行程气缸,所述第一转动气缸安装于所述第二安装板上,所述第一转动气缸的活塞杆上安装有转动板,所述双行程气缸安装在所述转动板上,所述双行程气缸的活塞杆上安装有夹切爪,所述夹切爪与所述红外传感器相平行布置,所述夹切爪包括切刀部,所述切刀部闭合时与所述红外传感器发出的红外线齐平;所述输送组件包括第二转动气缸和真空吸盘,所述第三安装板和所述操作台转动连接,所述第二转动气缸安装在所述第三安装板上,所述第二转动气缸的活塞杆上安装有传送盘,所述真空吸盘安装在所述传送盘上;所述驱动组件与所述识别组件信号连接,所述驱动组件用于驱动所述夹切组件、所述输送组件和所述第三安装板。
8.通过采用上述技术方案,传送带用于运输待检测的物料,识别组件用于识别出管脚超过合格长度的物料,红外传感器发出的红外线高度正好与合格物料的管脚高度一致;夹切爪的切刀部用于进行对物料的夹持和对超长管脚的切除,切刀部闭合夹持时与红外传感器发出的红外线相齐平,使得切刀部能够正好夹持在物料管脚超长与合格的分割线上;夹切组件用于驱动夹切爪运动,双行程气缸的活塞杆能够进行两个行程的动作,第一行程驱动夹切爪将管脚超长的物料夹起,随后第一转动气缸发生转动,带动夹切组件与物料一起运动至输送组件附近;输送组件用于固定和传输管脚超长物料,输送组件先通过真空吸盘吸附在管脚超长物料的lcd屏上实现对lcd屏的固定,随后双行程气缸进行第二行程的运动,驱动夹切爪的切刀部将物料管脚超长的部分夹断,随后输送组件的第二转动气缸带动传送盘转动,进而带动真空吸盘进行转动,使得完成裁切修正的物料移动到传送带上游,由工作人员将完成修正的物料取下并放置在传送带上,进行新的返工复检;整个加工过程中,由驱动组件为夹切组件和输送组件提供动力,驱动组件与识别组件通过信号连接,当识别组件检测到管脚超长的物料时,驱动组件才开始启动并输出动力,驱动组件能够带动第三安装板发生转动,进而使得第三安装板带动真空吸盘靠近夹切爪,便于真空吸盘完成对物料的吸附。本装置通过各个组件间相互配合能够自动对管脚超长物料进行检测和修正剪切,并运送至工作人员附近,工作人员只需将完成检测修正的物料,重新放置在传送带上游,进行返工复检即可,而无需由工作人员对物料进行裁切工序,从而能够减少物料的检测工序,缩短lcd屏的检测验收周期。
9.可选的,还包括复检组件,所述复检组件包括第三转动气缸和夹爪气缸,所述操作台上还安装有第四安装板,所述第四安装板位于所述第一安装板靠近所述传送带上游的一侧,所述第三转动气缸安装在所述第四安装板上,所述第三转动气缸上安装有旋转盘,所述夹爪气缸安装在所述旋转盘上。
10.通过采用上述技术方案,复检组件用于代替工作人员将完成裁切修正的物料自动放置到传送带的上游,因而能够进一步降低工作人员在整个检测工序中的参与比例,缩短物料验收周期。当第二转动气缸带动完成修正的物料运动到传送带上游后,夹爪气缸能够夹持住物料的管脚,真空吸盘解除对物料的固定后,第三转动气缸带动旋转盘转动,进而带动夹爪气缸将物料转移到传送带上方,随后控制夹爪气缸解除夹持即可将完成修正的物料放置传送带上,传送带带动物料向识别组件所在方向移动,完成对物料的复检。
11.可选的,所述操作台上安装有红外探测器,所述红外探测器发出的红外线与所述传送带运动方向相垂直且位于所述夹爪气缸的正下方,所述红外探测器与所述夹爪气缸信号连接。
12.通过采用上述技术方案,红外探测器用于检测传送带上物料的输送情况,以避免出现待复检物料被放置在传送带上后,与其他物料碰撞侧翻的情况,红外探测器与夹爪气缸通过信号连接,当夹爪气缸正下方没有其他物料时,红外探测器传输释放信号给夹爪气缸,夹爪气缸将待复检物料放置在传送带上,反之则等待一段时间再发送释放信号。
13.可选的,所述操作台底面安装有集成电源,所述集成电源上安装有多个触点开关,所述触点开关依次与所述夹切组件、所述输送组件、所述复检组件电连接;所述驱动组件分别与所述触点开关、所述第三安装板相抵接。
14.通过采用上述技术方案,将多个触点开关依次与夹切组件、输送组件、复检组件电
连接,再集成安装在集成电源上,能够便于驱动组件的统一驱动,进而提高各个组件之间的协同配合的协调性,降低配合失误率。
15.可选的,所述机架上设置有容纳腔,所述驱动组件包括凸轮轴,所述凸轮轴安装在所述容纳腔内并与所述容纳腔的侧壁转动连接,所述凸轮轴上设置有多个凸轮,与所述凸轮周面相对的所述容纳腔侧壁上设置有滑移孔,所述滑移孔内穿设有传动杆,所述传动杆与所述滑移孔的侧壁滑移连接,所述传动杆的一端与所述凸轮滚动抵触,另一端与所述触点开关、所述第三安装板相抵接。
16.通过采用上述技术方案,凸轮轴作为驱动组件,能够通过凸轮和传动杆的配合,间接抵接触点开关,实现对各个组件的共同控制,通过安装不同突起部的凸轮,即可实现对不同组件的个性化控制,而无需设置多个驱动源分别控制,从而可以降低调试的复杂程度,并进一步提高各个组件工作过程中的默契程度。
17.可选的,所述操作台上开设有通槽,所述通槽的内壁上安装有转动杆,所述转动杆与所述传送带的运动方向相平行,所述第三安装板上设置有旋转孔,所述转动杆穿设在所述旋转孔内并与所述旋转孔的侧壁转动连接,所述第三安装板远离所述传送盘的一端与所述传动杆相抵接,所述通槽内安装有复位弹簧,所述复位弹簧与所述传送带相垂直,所述复位弹簧的一端与所述第三安装板的侧壁固定连接,另一端与所述通槽的侧壁固定连接。
18.通过采用上述技术方案,当需要真空吸盘对物料进行吸附固定时,传动杆抵触第三安装板的端部,使得第三安装板绕转动杆发生转动,进而带动传送盘靠近或远离夹切组件,实现物料与真空吸盘的贴合,并完成对物料的吸附固定,待完成对物料的裁切后,传动杆不再抵触第三安装板,第三安装板在复位弹簧的带动下自动复位,为后续的转动输送做准备。第三安装板能够在传动杆的驱动下,带动位于其上的输送组件完成对物料的固定和输送,并在复位弹簧的帮助下,灵敏便捷的恢复原位,无需手动复位。
19.可选的,所述传送带的支撑侧板上安装有废料盒,所述废料盒位于所述传送盘下方。
20.通过采用上述技术方案,废料盒用于盛放切刀部裁切下来的物料管脚的超长部分,因而可以避免管脚超长部分被切下来后直接掉落在传送带上,对传送带上的其他待检测物料造成影响的情况发生,废料盒的设置能够降低装置的漏检率并提高装置的清洁度。
21.可选的,所述夹切爪还包括支撑块、滑移杆、连接杆和夹持杆,所述支撑块与所述双行程气缸固定连接,所述滑移杆与所述双行程气缸的活塞杆固定连接,所述支撑块上设置有通孔,所述滑移杆穿设在所述通孔内并与所述支撑块滑移连接,所述夹持杆的一端与所述支撑块铰接,所述夹持杆的另一端与所述切刀部固定连接;所述连接杆的一端与所述滑移杆铰接,所述连接杆的另一端与所述夹持杆铰接。
22.通过采用上述技术方案,双行程气缸通过活塞杆能够带动滑移杆在通孔内滑移,进而带动连接杆转动,连接杆又带动夹持杆转动,最终能够实现切刀部相互靠近或远离,当双行程气缸的活塞杆向外延伸时,切刀部在夹持杆的带动下相互远离,使得物料能够进入切刀部之间;当活塞杆收缩时,双行程气缸会进行两个行程的收缩运动,第一个行程的收缩使得切刀部相互靠近并与管脚相抵触,实现管脚的夹持;第二个行程使活塞杆继续收缩,随着活塞杆收缩程度增大,切刀部对管脚施加的抵触力也越大,进而能够将物料管脚切断。
23.综上所述,本技术包括以下至少一种有益技术效果:
1.本装置通过各个组件间相互配合能够自动对管脚超长物料进行检测和修正剪切,并运送至工作人员附近,工作人员只需将完成检测修正的物料,重新放置在传送带上游,进行返工复检即可,而无需由工作人员对物料进行裁切工序,从而能够减少物料的检测工序,缩短lcd屏的检测验收周期;2.复检组件用于代替工作人员将完成裁切修正的物料自动放置到传送带的上游,因而能够进一步降低工作人员在整个检测工序中的参与比例,缩短物料验收周期;3.凸轮轴作为驱动组件,能够通过凸轮和传动杆的配合,间接抵接触点开关,实现对各个组件的共同控制,通过安装不同突起部的凸轮,即可实现对不同组件的个性化控制,而无需设置多个驱动源分别控制,从而可以降低调试的复杂程度,并进一步提高各个组件工作过程中的默契程度。
附图说明
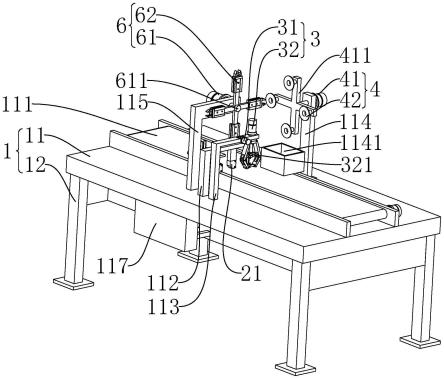
24.图1是本技术实施例的lcd管脚检测修正装置的结构示意图。
25.图2是本技术实施例的lcd管脚检测修正装置另一角度的结构示意图。
26.图3是本技术实施例的lcd管脚检测修正装置隐藏夹切组件的结构示意图。
27.图4是本技术实施例的夹切组件的结构示意图。
28.图5是本技术实施例的第三安装板与操作台的爆炸示意图。
29.图6是本技术实施例的操作台的底面的结构示意图。
30.附图标记说明:1、机座;11、操作台;111、传送带;112、第一安装板;113、第二安装板;114、第三安装板;1141、废料盒;115、第四安装板;116、红外探测器;117、集成电源;1171、触点开关;118、通槽;1181、转动杆;1182、复位弹簧;12、机架;121、容纳腔;1211、传动杆;21、红外传感器;3、夹切组件;31、第一转动气缸;311、转动板;32、双行程气缸;321、夹切爪;3211、切刀部;3212、支撑块;3213、滑移杆;3214、连接杆;3215、夹持杆;4、输送组件;41、第二转动气缸;411、传送盘;42、真空吸盘;51、凸轮轴;6、复检组件;61、第三转动气缸;611、旋转盘;62、夹爪气缸。
具体实施方式
31.以下结合附图1-6对本技术作进一步详细说明。
32.本技术实施例公开一种lcd管脚检测修正装置。
33.图1是本技术实施例的lcd管脚检测修正装置的结构示意图,图2是本技术实施例的lcd管脚检测修正装置另一角度的结构示意图,参照图1和图2,lcd管脚检测修正装置包括机座1、识别组件、夹切组件3、输送组件4、驱动组件和复检组件6,机座1包括操作台11和机架12,操作台11呈方形,操作台11安装在机架12上,操作台11的中间位置安装有传送带111,传送带111用于传送待测的lcd物料,物料在传送带111上呈l型摆置,lcd屏水平放置并与传送带111贴合,管脚竖直安装在lcd屏的一侧;识别组件、夹切组件3、输送组件4和复检组件6均安装在操作台11上,识别组件、夹切组件3和复检组件6安装在传送带111的同一侧,复检组件6位于识别组件靠近传送带111上游的一侧,夹切组件3位于识别组件另一侧,驱动组件安装在机架12上。
34.参照图1和图2,识别组件能够识别出管脚超过合格长度的物料;夹切组件3上安装有夹切爪321,夹切爪321能够对管脚超长的物料进行的夹持并对超长的部分进行切除,夹切组件3能够驱动夹切爪321运动;输送组件4能够固定管脚超长物料,辅助夹切组件3进行裁切修正,并将完成裁切后的物料运送至复检组件6附近,复检组件6能够代替工作人员将完成裁切修正的物料自动放置到传送带111的上游,以便于裁切修正物料进行返工复检;驱动组件能够为夹切组件3、输送组件4和复检组件6的工作提供动力,驱动组件与识别组件通过信号连接,当识别组件检测到管脚超长的物料时,驱动组件才开始启动并输出动力。
35.参照图1和图2,操作台11上竖直安装有第一安装板112、第二安装板113、第三安装板114和第四安装板115,第一、第二、第四安装板115位于传送带111的同一侧,第三安装板114位于另一侧且与第二安装板113相共线,识别组件安装在第一安装板112上、夹切组件3安装在第二安装板113上、输送组件4安装在第三安装板114上,复检组件6安装在第四安装板115上。
36.图3是本技术实施例的lcd管脚检测修正装置隐藏夹切组件3的结构示意图,参照图2和图3,识别组件可以选用红外传感器21或光栅门,本实施例中选用红外传感器21,红外传感器21呈方形且有两个,一个红外传感器21负责发射红外线,另一个负责接收红外线,两个红外传感器21共线安装在第一安装板112上且位于传送带111的正上方,第一安装板112呈l形,红外传感器21发出的红外线与传送带111的运动方向相垂直,并且红外传感器21发出的红外线高度正好与合格物料的管脚高度一致。
37.图4是本技术实施例的夹切组件3的结构示意图,参照图1和图4,夹切组件3包括第一转动气缸31和双行程气缸32,第一转动气缸31安装于第二安装板113上,第一转动气缸31的活塞杆上安装有转动板311,转动板311能够在第一转动气缸31的带动下在竖直平面内旋转,双行程气缸32安装在转动板311上,夹切爪321安装在双行程气缸32的活塞杆上,夹切爪321与红外传感器21相平行布置,夹切爪321包括两个切刀部3211,切刀部3211位于夹切爪321的端部,切刀部3211的端部为刀片,两个切刀部3211能够在双行程气缸32的驱动下相互靠近或远离,以实现对物料的夹持和对超长管脚的切除,切刀部3211闭合时与红外传感器21发出的红外线相齐平,使得切刀部3211闭合时能够正好夹持在物料管脚超长与合格长度的分割线上。双行程气缸32的活塞杆能够进行两个行程的动作,第一行程驱动夹切爪321将管脚超长的物料夹起,随后第一转动气缸31驱动转动板311转动,带动夹切组件3与物料一起运动至输送组件4附近,以便进行后续的固定切割工序。
38.参照图4,夹切爪321还包括支撑块3212、滑移杆3213、两个连接杆3214和两个夹持杆3215,支撑块3212与双行程气缸32的底面固定连接,支撑块3212上设置有通孔,滑移杆3213一端与双行程气缸32的活塞杆固定连接,另一端穿设在通孔内并与支撑块3212滑移连接;夹持杆3215位于支撑块3212的两侧,夹持杆3215的一端与支撑块3212的侧壁铰接,另一端与切刀部3211固定连接;连接杆3214位于滑移杆3213的两侧,连接杆3214的一端与滑移杆3213铰接,另一端与夹持杆3215铰接。滑移杆3213能够随着双行程气缸32的活塞杆运动,一同在通孔内滑移,进而带动连接杆3214转动,连接杆3214又带动夹持杆3215转动,最终能够实现切刀部3211的相互靠近或远离,当双行程气缸32的活塞杆向外延伸时,切刀部3211在夹持杆3215的带动下相互远离,使得物料的超长管脚部分能够进入切刀部3211之间;当活塞杆收缩时,双行程气缸32会进行两个行程的收缩运动,第一个行程的收缩使得切刀部
3211相互靠近并与管脚相抵触,实现对管脚的夹持;第二个行程使活塞杆继续收缩,随着活塞杆收缩程度增大,切刀部3211对管脚施加的抵触力也越大,最终能够将物料管脚切断。
39.参照图1和图2,输送组件4安装在第三安装板114上,输送组件4包括第二转动气缸41和多个真空吸盘42,第二转动气缸41安装在第三安装板114的顶端,第二转动气缸41的活塞杆上安装有传送盘411,传送盘411的转动方向与传送带111的运动方向相平行,传送盘411呈十字形,具有四个副板,真空吸盘42安装在副板上并与副板一一对应,多个真空吸盘42能够同时吸附多个物料,真空吸盘42由电磁阀进行控制,电磁阀又由驱动组件进行控制。由于第三安装板114与第二安装板113相共线布置,位于其上的转动板311与传送盘411底部的副板相共线,待夹切组件3完成第一行程的夹持,并在第一转动气缸31的带动下,将物料转移到输送组件4附近后,传送盘411底部副板上的真空吸盘42能够吸附在管脚超长物料的lcd屏上实现对lcd屏的固定,接着双行程气缸32进行第二行程的运动,驱动夹切爪321的切刀部3211将物料管脚超长的部分夹断,对物料进行裁切修正,随后输送组件4的第二转动气缸41带动传送盘411沿顺时针方向转动九十度,进而带动真空吸盘42将完成裁切的物料运输到位于传送带111上游的复检组件6附近,以便进行后续的返工传送工序。
40.图5是本技术实施例的第三安装板114与操作台11的爆炸示意图,参照图1和图5,操作台11上开设有通槽118,通槽118呈方形且与传送带111相垂直,第三安装板114穿设在通槽118内,通槽118用于供第三安装板114沿通槽118的长度方向进行轻微转动,通槽118的一内壁上固定安装有转动杆1181,转动杆1181与传送带111的运动方向相平行,第三安装板114上开设有旋转孔,转动杆1181穿设在旋转孔内并与旋转孔的侧壁转动连接,通槽118内安装有复位弹簧1182,复位弹簧1182与传送带111相垂直,复位弹簧1182的一端与第三安装板114的侧壁固定连接,另一端与通槽118的侧壁固定连接。第三安装板114的底端与驱动组件间接抵接,第三安装板114受到驱动组件间接传递的抵触力后,能绕转动杆1181发生转动,进而带动传送盘411靠近或远离夹切组件3,实现物料与真空吸盘42的贴合,随后再进行吸附能够提高固定物料的稳固性和成功率,待完成对物料的裁切后,驱动组件不再施力于第三安装板114,第三安装板114在复位弹簧1182的带动下自动复位,随后传送盘411开始转动,向复检组件6开始输送完成修正的物料。
41.参照图1和图3,复检组件6安装在第四安装板115上,第四安装板115位于第一安装板112靠近传送带111上游的一侧,复检组件6包括第三转动气缸61和夹爪气缸62,第三转动气缸61安装在第四安装板115上,第三转动气缸61的活塞杆上安装有旋转盘611,旋转盘611的转动方向与传送带111相垂直,旋转盘611与传送盘411靠近传送带111上游的副板相共线,旋转盘611也呈十字形,具有四个子板,夹爪气缸62安装在子板上并与子板一一对应,夹爪气缸62与真空吸盘42的数量相等,便于夹爪气缸62与真空吸盘42相互配合,旋转盘611底端的子板位于传送带111上物料线的正上方。当传送盘411沿顺时针转动九十度后,传送盘411底端的副板转动到传送盘411靠近传送带111上游的一侧,此时吸附固定有待复检物料的真空吸盘42与旋转盘611相共线,随后驱动组件再次驱动第三安装板114发生转动,使得真空吸盘42靠近夹爪气缸62,此时驱动组件驱动夹爪气缸62对物料的管脚部分进行夹持固定,并解除真空吸盘42的吸附力,接着驱动组件驱动第三转动气缸61顺时针旋转九十度,使得夹持有待复测物料的子板转动到旋转盘611底端,此时物料位于传送带111上物料线的正上方,以便进行后续的释放复检工序。
42.参照图2和图3,操作台11上安装有两个红外探测器116,一个红外探测器116能够发出红外线,另一个能够接收红外线,两个红外探测器116分别安装于传送带111的两侧,并与复检组件6共线布置,红外探测器116发出的红外线与传送带111运动方向相垂直且位于夹爪气缸62的正下方,红外探测器116与夹爪气缸62之间通过信号连接。红外探测器116能够检测传送带111上物料的输送情况,以避免出现夹爪气缸62释放待复检物料后,待复检物料在传送带111上与其他物料碰撞侧翻的情况,红外探测器116与夹爪气缸62通过信号连接,当夹爪气缸62正下方没有其他物料时,红外探测器116传输释放信号给夹爪气缸62,夹爪气缸62便可释放待复检物料至传送带111上,反之则等待一段时间再发送释放信号。
43.图6是本技术实施例的操作台11的底面的结构示意图,参照图1和图6,操作台11的底面安装有两个集成电源117,一个集成电源117位于识别组件下方,另一个位于输送组件4下方,集成电源117上安装有多个触点开关1171,位于识别组件下方集成电源117上的触点开关1171依次与第一转动气缸31、双行程气缸32、第三转动气缸61、夹爪气缸62电连接;位于输送组件4下方集成电源117上的触点开关1171依次与第二转动气缸41、真空吸盘42的电磁阀电连接。
44.参照图1和图6,机架12上设置有容纳腔121,容纳腔121呈方形,容纳腔121位于两个集成电源117之间,驱动组件包括凸轮轴51,凸轮轴51安装在容纳腔121内且安装方向与传送带111的长度方向共线,凸轮轴51的两端与容纳腔121的侧壁转动连接并连接有驱动电机,凸轮轴51上安装有多个凸轮,与凸轮周面相对的两个容纳腔121侧壁上均开设有多个滑移孔,滑移孔的位置与触点开关1171、第三安装板114的位置一一对应,滑移孔内穿设有传动杆1211,传动杆1211与滑移孔的侧壁滑移连接,传动杆1211的一端与凸轮滚动抵触,另一端依次与所有的触点开关1171、第三安装板114的底端相抵接。
45.将多个触点开关1171依次与夹切组件3、输送组件4、复检组件6电连接,再集成安装在集成电源117上,能够便于驱动组件的统一驱动,进而提高各个组件之间的协同配合的协调性,降低配合失误率;凸轮轴51作为本装置的驱动组件,能够通过凸轮和传动杆1211的配合,间接抵接触点开关1171,实现对各个组件的共同控制,通过安装不同突起部的凸轮,能够实现对不同组件的个性化控制,进而实现物料在夹切组件3、输送组件4和复检组件6之间的平稳传递,而无需安装多个驱动源分别控制,从而可以降低调试的复杂程度,并进一步提高各个组件工作过程中的默契程度。
46.参照图1,传送带111的一个支撑侧板上安装有废料盒1141,废料盒1141呈方形,废料盒1141位于传送盘411的正下方,废料盒1141能够盛放切刀部3211裁切下来的物料管脚的超长部分,以避免管脚超长部分被切下来后直接掉落在传送带111上,对传送带111上的其他待检测物料造成影响的情况发生,废料盒1141的设置能够降低装置的漏检率并提高装置的清洁度。
47.本技术实施例一种lcd管脚检测修正装置的实施原理为:当红外传感器21发出的红外线受到物料超长管脚的阻碍,红外传感器21发送信号给凸轮轴51,凸轮轴51在驱动电机的驱动下开始转动,凸轮轴51转动的过程中依次抵触传动杆1211和第三安装板114,带动夹切组件3、输送组件4、复检组件6依次开始运动,对管脚超长的物料进行裁切修正以及运输。首先夹切组件3的双行程气缸32带动夹切爪321对物料超长的管脚部分进行夹持,接着第一转动气缸31逆时针旋转九十度,带动物料一同旋转,使得物料的lcd屏朝向真空吸盘
42,此时凸轮轴51驱动传动杆1211间接抵触第三安装板114以及开启真空吸盘42的电磁阀,第三安装板114带动真空吸盘42靠近lcd屏并贴合吸附固定,随后凸轮轴51驱动双行程气缸32进而第二行程运动,双行程气缸32的活塞杆继续收缩,带动切刀部3211将物料管脚切断;然后第二转动气缸41带动传送盘411顺时针转动九十度,使得真空吸盘42与复检组件6相共线,此时凸轮轴51再次驱动传动杆1211间接抵触第三安装板114,使真空吸盘42向夹爪气缸62靠近,此时驱动组件驱动夹爪气缸62对物料的管脚部分进行夹持固定,并解除真空吸盘42的吸附力,接着驱动组件驱动第三转动气缸61顺时针旋转九十度,使得夹持有待复测物料的子板转动到旋转盘611底端,此时物料位于传送带111上物料线的正上方,当夹爪气缸62正下方没有其他物料时,红外探测器116传输释放信号给夹爪气缸62,夹爪气缸62便可释放待复检物料至传送带111上,传送带111带动修正后的物料进行返工复检。本装置通过各个组件间相互配合能够自动对管脚超长物料进行检测和修正剪切并复检,全过程无需工作人员额外进行物料修正与复检,从而能够减少物料的检测工序,缩短lcd屏的检测验收周期。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1