一种光学镜片的边缘表面处理方法及系统与流程
1.本技术实施例涉及衍射光波导技术领域,更具体地,本技术实施例涉及一种光学镜片的边缘表面处理方法及系统。
背景技术:
2.ar眼镜的主体是衍射光波导。其中衍射光波导的制备包括:通过压印模板压印出微观结构,然后镀膜;再通过切割方式切割出单片,最后进行边缘涂墨。其中边缘涂墨主要是为了减少杂散光,提高光效;同时可以对衍射光波导起到一定的缓冲作用。
3.但是,由于波导片的厚度仅有零点几毫米,且激光切割的侧面粗糙度很小,所以导致遮光墨与波导片侧边之间的结合力非常小,很容易造成脱墨的现象。
4.因此遮光墨与波导片之间结合力的问题是亟待解决的技术问题。
技术实现要素:
5.本技术的目的在于提供一种光学镜片的边缘表面处理方法及系统的新技术方案。
6.第一方面,本技术提供了一种光学镜片的边缘表面处理方法。该方法包括:
7.对光学镜片进行清洗处理;
8.在清洗之后的光学镜片的边缘表面设置有增粘剂;
9.对设置有增粘剂的光学镜片进行烘烤处理;
10.对光学镜片的边缘表面涂墨处理。
11.可选地,所述增粘剂为乙烯基三乙酰氧硅烷。
12.可选地,所述对设置有增粘剂的光学镜片进行烘烤处理包括:
13.将设置有增粘剂的光学镜片放进烘烤箱,其中烘烤温度为55℃~65℃,烘烤时间为2min~3mim。
14.可选地,对光学镜片的边缘表面涂墨处理包括:
15.根据光学镜片对应的图纸确定目标涂墨路径;
16.根据光学镜片的实际结构确定目标数据;
17.根据目标数据以修正目标涂墨路径,得到修正后的目标涂墨路径;
18.根据修正后的目标涂墨路径,对光学镜片的边缘表面涂墨处理;
19.通过uv装置对涂墨处理的光学镜片进行uv固化。
20.可选地,根据光学镜片的实际结构确定实际涂墨路径包括:
21.提供定位模组,所述定位模组包括吸附装置和巡边装置,所述吸附装置相对于所述巡边装置可旋转,所述巡边装置位于所述吸附装置下方;
22.将光学镜片吸附在所述吸附装置;
23.在所述吸附装置带动所述光学镜片旋转的过程中,所述巡边装置对所述光学镜片的边缘表面进行测量定位,得到目标数据。
24.可选地,根据修正后的目标涂墨路径,对光学镜片的边缘表面涂墨处理包括:
25.提供沾有遮光墨的辊轴,控制辊轴的位置和涂墨速度对修正后的目标涂墨路径中的目标点进行涂墨处理。
26.第二方面,提供了一种光学镜片的边缘表面处理系统。所述系统包括:
27.清洗装置,以对光学镜片进行清洗处理;
28.涂覆装置,以在清洗之后的光学镜片的边缘表面设置增粘剂;
29.烘烤装置,对设置有增粘剂的光学镜片进行烘烤处理;
30.涂墨装置,对光学镜片的边缘表面涂墨处理。
31.可选地,所述涂墨装置包括:
32.第一拟合模块,根据光学镜片对应的图纸确定目标涂墨路径;
33.定位模块,根据光学镜片的实际结构确定目标数据;
34.第二拟合模块,根据目标数据以修正目标涂墨路径,得到修正后的目标涂墨路径;
35.辊轴模块,根据修正后的目标涂墨路径,对光学镜片的边缘表面涂墨处理;
36.固化模块,通过uv装置对涂墨处理的光学镜片进行uv固化。
37.可选地,所述定位模块包括:吸附装置和巡边装置,所述吸附装置相对于所述巡边装置可旋转,所述巡边装置位于所述吸附装置下方;
38.所述吸附装置被配置为能够将光学镜片吸附在吸附装置上;
39.所述巡边装置被配置为能够对所述光学镜片的边缘表面进行测量定位以得到目标数据。
40.可选地,所述吸附装置本体与光学镜片的形状匹配,所述吸附装置的形状为根据光学镜片的形状进行等比例缩小的形状。
41.可选地,所述吸附装置包括吸附装置本体和吸附孔;
42.所述吸附装置包括盖体和盖板,所述盖体和盖板连接形成腔体,所述盖体上开设有多个吸附孔,所述吸附孔与所述腔体连通,通过调整所述腔体内压力,以将光学镜片吸附在所述盖体上。
43.可选地,所述吸附装置的表面上设置有润滑层。
44.可选地,所述巡边装置包括巡边轮,所述巡边轮上设置有传感器,所述传感器被配置为能够测量目标数据并传输目标数据。
45.可选地,所述辊轴模块包括辊轴、控制器和容纳墨的容器,所述辊轴可拆卸设置在涂墨装置上,所述控制器和所述辊轴连接,以控制所述辊轴与容器的位置关系、以及控制辊轴和光学镜片的边缘表面的位置关系和辊轴涂墨的速度。
46.在本技术实施例中,提供了一种光学镜片的边缘表面处理方法,在对光学镜片的边缘进行涂墨处理时,先在光学镜片的边缘涂覆一层增粘剂,然后在进行涂墨,更有效的提高遮光墨与光学镜片的附着力。
47.通过以下参照附图对本说明书的示例性实施例的详细描述,本说明书的其它特征及其优点将会变得清楚。
附图说明
48.被结合在说明书中并构成说明书的一部分的附图示出了本说明书的实施例,并且连同其说明一起用于解释本说明书的原理。
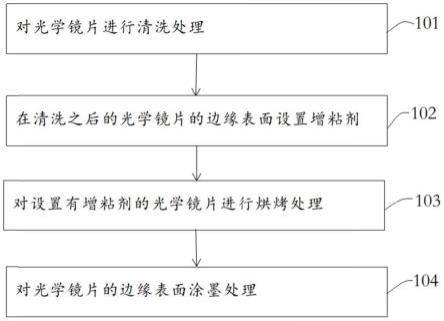
49.图1所示为光学镜片的边缘表面处理方法的流程图。
50.图2所示为光学镜片的边缘表面涂墨处理的流程图。
51.图3所示为光学镜片的边缘表面处理系统的示意图。
52.图4所示为涂墨装置的结构框图。
具体实施方式
53.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
54.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
55.对于相关领域普通技术人员已知的技术和设备可能不作详细讨论,但在适当情况下,所述技术和设备应当被视为说明书的一部分。
56.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
57.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
58.在现有技术中,为了提升光学镜片和遮光墨的结合力,一般是在遮光墨里面添加促进剂(primer,例如403),通过混胶机高速混合5分钟,再进行边缘涂黑。但是由于遮光墨的固化速度较快,促进剂还来不及发挥作用,遮光墨就已经固化了,使得促进剂很难发挥作用。
59.《方法实施例》
60.基于上述技术问题,本技术实施例第一方面提供了一种光学镜片的边缘表面处理方法。参照图1所示,所述方法包括:
61.s101:对光学镜片进行清洗处理;
62.s102:在清洗之后的光学镜片的边缘表面设置有增粘剂;
63.s103:对设置有增粘剂的光学镜片进行烘烤处理;
64.s014:对光学镜片的边缘表面涂墨处理。
65.在步骤s101中,对光学镜片的表面进行清洗处理,例如可以利用超声波清洗工艺对光学镜片的表面进行清洗,或者使用专用的清洗剂或者清洗布对光学镜片的表面进行清洗处理,不仅可以清除光学镜片侧边的杂质微粒(particle),增加附着力,同时可以清楚掉光学镜片压印面中的杂质微粒,提升光学镜片的良率。例如光学镜片为应用于ar眼镜的衍射光波导。
66.例如采用超声波清洗机清洗光学镜片,可以避免衍射光波导上的光栅结构受损。具体地,打开超声波清洗机,设置参数:功率1000、频率:80hz、温度:25℃,把衍射光波导放入清洗工装中,然后把清洗工装放入清洗机中;经过超声清洗,烘干后,结束后取出衍射光波导。
67.在步骤s102中,对清洗之后的光学镜片的边缘表面设置有增粘剂,例如在光学镜片的边缘表面涂覆有增粘剂。其中光学镜片的边缘表面包括光学镜片的端面(与设置光栅
的表面垂直的小面),即在光学镜片的端面上涂覆增粘剂。具体地,通过在光学镜片的端面涂覆一层增粘剂,再进行边缘涂墨,可以提高遮光墨与光学镜片的端面附着力。
68.在步骤s103中,对涂覆在光学镜片的边缘表面的增粘剂进行烘烤处理,一方面可以提升增粘剂和光学镜片的边缘表面的粘接力;另一方面可以便于遮光墨涂覆在增粘剂上。
69.在步骤s104中,在烘烤之后的增粘剂上涂覆遮光墨,以对光学镜片的边缘表面涂墨处理。
70.因此在本技术实施例中,在光学镜片的边缘表面涂覆一层增粘剂,然后在进行涂墨处理;相对于现有技术中,在uv墨中加入促进剂的方法,本技术实施例提供的光学镜片的边缘表面处理方法可以更有效的提高遮光墨和增粘剂的附着力。
71.在一个实施例中,所述增粘剂为乙烯基三乙酰氧硅烷。
72.在该实施例中,限定增粘剂为乙烯基三乙酰氧硅烷(c8h
12
o6si),在不影响光学镜片的光学性能的情况下,可以提升了遮光墨和光学镜片之间的粘合力。
73.在一个实施例中,所述对设置有增粘剂的光学镜片进行烘烤处理包括:
74.将设置有增粘剂的光学镜片放进烘烤箱,其中烘烤温度为55℃~65℃,烘烤时间为2min~3mim。
75.在该实施例中,对增粘剂的烘烤时间和烘烤温度进行限定,即烘烤温度限定在55℃~65℃范围内,烘烤时间限定在2min~3mim,避免增粘剂的流动性过强,使得增粘剂粘附到光学镜片的其他表面,影响光学镜片的光学性能,同时也避免了增粘剂烘烤之后过于干硬,影响遮光墨和光学镜片的粘接力。
76.在一个可选的实施例中,增粘剂的厚度范围为:1mm-2mm。在该实施例中,对增粘剂的厚度范围进行限定,提升了遮光墨和光学镜片的粘接力,同时也避免了粘接剂溢出,影响光学镜片的其他表面的光学性能。
77.在一个实施例中,参照图2所示,对光学镜片的边缘表面涂墨处理包括以下步骤:
78.s201:根据光学镜片对应的图纸确定目标涂墨路径;
79.s202:根据光学镜片的实际结构确定目标数据;
80.s203:根据目标数据以修正目标涂墨路径,得到修正后的目标涂墨路径;
81.s204:根据修正后的目标涂墨路径,对光学镜片的边缘表面涂墨处理;
82.s205:通过uv装置对涂墨处理的光学镜片进行uv固化。
83.在步骤201中,将光学镜片的外轮廓(具体地光学镜片的边缘表面对应地图)图纸导入系统,根据光学镜片的边缘表面对应的图纸显示出目标涂墨路径。
84.在步骤202中,提供待涂墨的光学镜片,根据待涂墨的光学镜片的实际结构确定实际涂墨路径。
85.具体地,通过系统中定位模组的吸附装置和巡边装置对光学镜片进行吸附固定,通过巡边装置对光学镜片的边缘表面进行测量定位,得到实际涂墨路径。
86.在一个具体的实施例中,定位模组包括吸附装置和巡边装置,吸附装置相对于所述巡边装置可旋转,即巡边装置相对于吸附装置固定设置,在吸附装置带动光学镜片旋转一周的情况下,巡边装置位于吸附装置下方,巡边装置可以对光学镜片的边缘表面中的每一点进行测量定位,得到目标数据(包括光学镜片的边缘表面中的每一点的位置)。
87.在步骤203中,根据目标数据对目标涂墨路径进行修正,例如在巡边装置每测量一个边缘表面中的点的实际位置,与该点在目标涂墨路径中的目标位置进行比对,以将该点的目标位置修正为实际位置。重复上述操作,对边缘表面中的所有点的位置进行测量,以将目标涂墨路径中所有点的目标位置修正为实际位置,根据每一点的实际位置重新拟合,以得到修正后的目标涂墨路径。
88.例如在光学镜片的边缘表面设置有标识点,按照预定方向旋转吸附装置,吸附装置带动光学镜片也按照预定方向旋转。在光学镜片旋转的过程中,通过巡边装置对光学镜片的边缘表面上的每一个点进行测量定位。
89.在对光学镜片的边缘表面进行涂墨的过程中,从光学镜片的边缘表面上的标识点位置开始进行涂墨,同样地,按照与测量定位过程中的预定方向一致的方向旋转吸附装置,吸附装置带动光学镜片也按照与测量定位过程中的预定方向一致的方向旋转,在光学镜片的选择过程中,完成对光学镜片的边缘表面的涂墨工作。
90.在步骤204中,依据修正后的目标涂墨路径,对光学镜片的边缘表面涂墨处理。
91.具体地,对修正后的目标涂墨路径包含了多个目标点(对应于边缘表面中每一个点的实际位置),对所有目标点进行涂墨处理,以完成对光学镜片的边缘表面的涂墨处理。
92.在一个具体的实施例中,提供沾有遮光墨的辊轴,控制辊轴的位置和涂墨速度对修正后的目标涂墨路径中的目标点进行涂墨处理。具体地,通过辊轴沾取遮光墨对光学镜片的边缘表面进行涂墨处理。在该实施例中,修正后的目标涂墨路径是与光学镜片的边缘表面对应地,即修正后的目标涂墨路径中的每一个目标点是与光学镜片的边缘表面中的每一点是一一对应地。在实际操作中,可以结合修正后的目标涂墨路径以确保光学镜片的边缘表面中的每一个点均涂覆有遮光墨,也可以结合修正后的目标涂墨路径以确保光学镜片的边缘表面中的涂墨是否均匀。
93.《系统实施例》
94.根据本技术实施例第二方面,提供了一种光学镜片的边缘表面处理系统300。参照图3所示,所述系统包括:
95.清洗装置301,以对光学镜片进行清洗处理;
96.涂覆装置302,以在清洗之后的光学镜片的边缘表面设置增粘剂;
97.烘烤装置303,对设置有增粘剂的光学镜片进行烘烤处理;
98.涂墨装置304,对光学镜片的边缘表面涂墨处理。
99.在该实施例中,通过清洗装置对光学镜片进行清洗,例如清洗装置可以是超声波清洗机。通过涂覆装置对光学镜片的边缘表面涂覆增粘剂,例如涂覆装置可以包含了刷子的装置。通过烘烤装置对光学镜片进行烘烤处理,例如烘烤装置可以是烘烤箱。通过涂墨装置对光学镜片的的边缘表面进行涂黑处理。
100.在该实施例中,根据提供的一种光学镜片的边缘表面处理系统,在光学镜片的边缘表面涂覆一层增粘剂,然后在进行涂墨处理;相对于现有技术中,在uv墨中加入促进剂的方法,本技术实施例提供的光学镜片的边缘表面处理方法可以更有效的提高遮光墨和增粘剂的附着力。
101.在一个实施例中,参照图4所示,所述涂墨装置304包括:
102.第一拟合模块3041,根据光学镜片对应的图纸确定目标涂墨路径;
103.定位模块3042,根据光学镜片的实际结构确定目标数据;
104.第二拟合模块3043,根据目标数据以修正目标涂墨路径,得到修正后的目标涂墨路径;
105.辊轴模块3044,根据修正后的目标涂墨路径,对光学镜片的边缘表面涂墨处理;
106.固化模块3045,对涂墨处理的光学镜片进行uv固化。
107.在该实施例中,涂墨装置304包括第一拟合模块3041、定位模块3042、第二拟合模块3043、辊轴模块3044和固化模块3045。
108.其中第一拟合模块3041用于根据光学镜片对应的图纸可以确定出目标涂墨路径。即将光学镜片对应的六视图或者或者立体结构图导入涂墨装置内,第一拟合模块结合提供的图纸可以拟合出目标涂墨路径。并将目标涂墨路径显示在显示屏幕上。
109.其中定位模块3042可以根据光学镜片的实际结构确定目标数据。具体地,定位模组的吸附装置和巡边装置对光学镜片进行吸附固定,通过巡边装置对光学镜片的边缘表面进行测量定位,得到实际涂墨路径。
110.在一个具体的实施例中,定位模组包括吸附装置和巡边装置,吸附装置相对于所述巡边装置可旋转,即巡边装置相对于吸附装置固定设置,在吸附装置带动光学镜片旋转一周的情况下,巡边装置位于吸附装置下方,巡边装置可以对光学镜片的边缘表面中的每一点进行测量定位,得到目标数据(包括光学镜片的边缘表面中的每一点的位置)。
111.其中第二拟合模块3043可以根据目标数据对目标涂墨路径进行修正,例如在巡边装置每测量一个边缘表面中的点的实际位置,与该点在目标涂墨路径中的目标位置进行比对,以将该点的目标位置修正为实际位置。重复上述操作,对边缘表面中的所有点的位置进行测量,以将目标涂墨路径中所有点的目标位置修正为实际位置,根据每一点的实际位置重新拟合,以得到修正后的目标涂墨路径。
112.其中辊轴模块3044结合修正后的目标涂墨路径对光学镜片的边缘表面进行涂墨处理。
113.例如涂墨为涂覆的遮光墨,遮光墨为uv遮光墨,uv遮光墨具有更加环保,使用寿命长,固化时间短(一般仅仅需要10s左右)等优点;通过辊轴模块对光学镜片的边缘进行涂墨处理,工艺更容易控制,且涂墨的均匀性好,无气泡、无需遮蔽膜、精度更高、产能高。
114.其中固化模块3045可以对涂墨处理的光学镜片进行uv固化。例如通过uv灯对涂墨处理的光学镜片进行uv固化。
115.在该实施例中,通过该涂墨装置可以提升对光学镜片的涂墨的均匀度。
116.在一个实施例中,所述吸附装置本体与光学镜片的形状匹配,所述吸附装置的形状为根据光学镜片的形状进行等比例缩小的形状。
117.在该实施例中,对吸附装置的结构进行限定,其中吸附装置的形状和光学镜片的形状匹配,例如吸附装置为仿光学镜片的形状设计的装置。
118.例如吸附装置比光学镜片的尺寸整体小1mm,光学镜片被吸附在吸附装置后,光学镜片的边缘表面可以被露出,以便于巡边装置对光学镜片的边缘表面进行测量和定位,也便于辊轴装置对光学镜片的边缘表面涂墨。
119.在一个实施例中,所述吸附装置包括吸附装置本体和吸附孔;
120.所述吸附装置包括盖体和盖板,所述盖体和盖板连接形成腔体,所述盖体上开设
有多个吸附孔,所述吸附孔与所述腔体连通,通过调整所述腔体内压力,以将光学镜片吸附在所述盖体上。
121.在该实施例中,吸附装置外接负压设备,通过负压设备抽吸腔体内的气体,通过负压将光学镜片吸附在盖体上。
122.例如由于吸附装置为仿光学镜片的形状设计的装置,将光学镜片的中心和吸附装置的中心重叠,即将光学镜片的中心吸附在吸附装置的盖体的中心,将光学镜片的边缘表面露在吸附装置外侧,以便于对光学镜片的边缘表面进行测量和定位处理。
123.在一个实施例中,所述吸附装置的表面上设置有润滑层。
124.在该实施例中,在吸附装置的表面(具体在吸附装置的盖体)表面润滑层,例如润滑层为镍铁氟龙。在吸附装置的表面(具体在吸附装置的盖体)表面润滑层,可以很好的避免对光学镜片的压印面的划伤,且不会使光学镜片发生形变,避免对压印结构的损伤。
125.在一个可选的实施例中,吸附装置的平面度<10μm,这样产品不会发生变形,使产品更容易涂墨,也可以减少因形变对光学元器件的损坏。
126.在一个实施例中,所述巡边装置包括巡边轮,所述巡边轮上设置有传感器,所述传感器被配置为能够测量目标数据并传输目标数据。
127.在该实施例中,在巡边装置上设置有传感器,传感器可以是位置传感器(例如可以是接触式传感器或者接近式传感器),通过传感器可以测量光学镜片的边缘表面中的每一点的位置(即目标数据),并将边缘表面中的每一点的位置传输至第二拟合模块,对第一拟合模块拟合得到的目标涂墨路径进行修正。
128.在一个实施例中,所述辊轴模块包括辊轴、控制器和容纳墨的容器,所述辊轴可拆卸设置在涂墨装置上,所述控制器和所述辊轴连接,以控制所述辊轴与容器的位置关系,以及控制辊轴和光学镜片的边缘表面的位置关系和辊轴涂墨的速度。
129.在该实施例中,辊轴可拆卸地设置在涂墨装置上,可以根据光学镜片的边缘表面的尺寸和形状对辊轴结构进行更换。具体地,采用可调节和可更换的辊轴设计,可以根据光学镜片的厚度和边缘表面的形状选择不同宽度和半径的辊轴,从而适应更多的产品。
130.例如辊轴的宽度为w,w可以从0.1-2mm,可以应对不同厚度的光学镜片,例如,光学镜片的厚度是0.4mm,可以用辊轴宽度为0.4mm涂出来的边缘表面比较美观,而用1mm的辊轴边缘的墨就会溢到光学镜片的其他表面,用0.1mm的辊轴就会造成光学镜片的边缘表面缺墨;所以,我们可以根据光学镜片的厚度从而选择适合宽度的辊轴,从而涂处更好的产品。
131.例如辊轴的半径为r,可以根据光学镜片的边缘表面的形状选择r尺寸不同辊轴,光学镜片的边缘表面可能存在一些内凹角,例如,光学镜片的边缘表面的内凹角的半径是3mm,而辊轴的半径是4mm,这样辊轴就会进不去,从而涂不上;所以我们可以根据光学镜片的边缘表面的内凹角大小确定使用辊轴r的大小,确保辊轴的半径尺寸小于光学镜片的边缘表面的内凹角的半径。
132.例如辊轴速度:可以根据遮光墨的黏度,光学镜片的边缘表面需求墨厚,从而调节合适的速度。
133.在该实施例中,控制器和所述辊轴连接,以控制辊轴与容器的位置关系,使得辊轴可以刚好蘸取到遮光墨。另外控制器可以实时控制辊轴和光学镜片的边缘表面的位置关系,具体地,在对光学镜片的边缘表面进行涂墨处理时,吸附装置带动光学镜片旋转(其中
只带动光学镜片旋转,光学镜片的边缘表面的位置固定不变,例如在光学镜片的边缘表面上设置有标识点,在涂墨过程中,吸附装置的旋转方向,和在测量定位过程中,吸附装置的旋转方向一致),结合修正后的目标涂墨路径,控制辊轴的位置,以确保辊轴与光学镜片的边缘表面位置对应。
134.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分相互参见即可,每个实施例重点说明的都是与其他实施例的不同之处,但本领域技术人员应当清楚的是,上述各实施例可以根据需要单独使用或者相互结合使用。另外,对于装置实施例而言,由于其是与方法实施例相对应,所以描述得比较简单,相关之处参见方法实施例的对应部分的说明即可。以上所描述的系统实施例仅仅是示意性的,其中作为分离部件说明的模块可以是或者也可以不是物理上分开的。
135.本发明可以是系统、方法和/或计算机程序产品。计算机程序产品可以包括计算机可读存储介质,其上载有用于使处理器实现本发明的各个方面的计算机可读程序指令。
136.计算机可读存储介质可以是可以保持和存储由指令执行设备使用的指令的有形设备。计算机可读存储介质例如可以是――但不限于――电存储设备、磁存储设备、光存储设备、电磁存储设备、半导体存储设备或者上述的任意合适的组合。计算机可读存储介质的更具体的例子(非穷举的列表)包括:便携式计算机盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、静态随机存取存储器(sram)、便携式压缩盘只读存储器(cd-rom)、数字多功能盘(dvd)、记忆棒、软盘、机械编码设备、例如其上存储有指令的打孔卡或凹槽内凸起结构、以及上述的任意合适的组合。这里所使用的计算机可读存储介质不被解释为瞬时信号本身,诸如无线电波或者其他自由传播的电磁波、通过波导或其他传输媒介传播的电磁波(例如,通过光纤电缆的光脉冲)、或者通过电线传输的电信号。
137.这里所描述的计算机可读程序指令可以从计算机可读存储介质下载到各个计算/处理设备,或者通过网络、例如因特网、局域网、广域网和/或无线网下载到外部计算机或外部存储设备。网络可以包括铜传输电缆、光纤传输、无线传输、路由器、防火墙、交换机、网关计算机和/或边缘服务器。每个计算/处理设备中的网络适配卡或者网络接口从网络接收计算机可读程序指令,并转发该计算机可读程序指令,以供存储在各个计算/处理设备中的计算机可读存储介质中。
138.用于执行本发明操作的计算机程序指令可以是汇编指令、指令集架构(isa)指令、机器指令、机器相关指令、微代码、固件指令、状态设置数据、或者以一种或多种编程语言的任意组合编写的源代码或目标代码,所述编程语言包括面向对象的编程语言—诸如smalltalk、c++等,以及常规的过程式编程语言—诸如“如“语言或类似的编程语言。计算机可读程序指令可以完全地在用户计算机上执行、部分地在用户计算机上执行、作为一个独立的软件包执行、部分在用户计算机上部分在远程计算机上执行、或者完全在远程计算机或服务器上执行。在涉及远程计算机的情形中,远程计算机可以通过任意种类的网络—包括局域网(lan)或广域网(wan)网连接到用户计算机,或者,可以连接到外部计算机(例如利用因特网服务提供商来通过因特网连接)。在一些实施例中,通过利用计算机可读程序指令的状态信息来个性化定制电子电路,例如可编程逻辑电路、现场可编程门阵列(fpga)或可编程逻辑阵列(pla),该电子电路可以执行计算机可读程序指令,从而实现本发明的各个方
面。
139.这里参照根据本发明实施例的方法、装置(系统)和计算机程序产品的流程图和/或框图描述了本发明的各个方面。应当理解,流程图和/或框图的每个方框以及流程图和/或框图中各方框的组合,都可以由计算机可读程序指令实现。
140.这些计算机可读程序指令可以提供给通用计算机、专用计算机或其它可编程数据处理装置的处理器,从而生产出一种机器,使得这些指令在通过计算机或其它可编程数据处理装置的处理器执行时,产生了实现流程图和/或框图中的一个或多个方框中规定的功能/动作的装置。也可以把这些计算机可读程序指令存储在计算机可读存储介质中,这些指令使得计算机、可编程数据处理装置和/或其他设备以特定方式工作,从而,存储有指令的计算机可读介质则包括一个制造品,其包括实现流程图和/或框图中的一个或多个方框中规定的功能/动作的各个方面的指令。
141.也可以把计算机可读程序指令加载到计算机、其它可编程数据处理装置、或其它设备上,使得在计算机、其它可编程数据处理装置或其它设备上执行一系列操作步骤,以产生计算机实现的过程,从而使得在计算机、其它可编程数据处理装置、或其它设备上执行的指令实现流程图和/或框图中的一个或多个方框中规定的功能/动作。
142.附图中的流程图和框图显示了根据本发明的多个实施例的系统、方法和计算机程序产品的可能实现的体系架构、功能和操作。在这点上,流程图或框图中的每个方框可以代表一个模块、程序段或指令的一部分,所述模块、程序段或指令的一部分包含一个或多个用于实现规定的逻辑功能的可执行指令。在有些作为替换的实现中,方框中所标注的功能也可以以不同于附图中所标注的顺序发生。例如,两个连续的方框实际上可以基本并行地执行,它们有时也可以按相反的顺序执行,这依所涉及的功能而定。也要注意的是,框图和/或流程图中的每个方框、以及框图和/或流程图中的方框的组合,可以用执行规定的功能或动作的专用的基于硬件的系统来实现,或者可以用专用硬件与计算机指令的组合来实现。对于本领域技术人员来说公知的是,通过硬件方式实现、通过软件方式实现以及通过软件和硬件结合的方式实现都是等价的。
143.以上已经描述了本发明的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。本发明的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1