一种适用于激光修复体的水转印云纹光栅及制备方法
1.本发明涉及光测力学技术领域,具体而言,涉及一种适用于激光修复体的水转印云纹光栅及制备方法。
背景技术:
2.云纹法(采样云纹、数字云纹技术等)是基于相位分析技术的全场变形测量方法,其原理是在被测试件表面制备网格载体,通过计算物体变形前后的光栅图像相位变化来获得变形信息,由于其抗噪性能优异、非接触的优点,目前已广泛应用于断裂力学、动态测试、微观变形测量等领域。作为云纹法测量物体变形场的重要信息载体,光栅质量对云纹法的测量精度、计算结果的一致性等有着重要的影响,尤其是在高温环境下,高对比度的光栅图像能够大大降低高温图像噪声带来的影响。
3.然而,在使用采样云纹方法进行高温变形测量时,耐高温网格的制备仍是一个具有挑战性的难题。在宏观尺度的网格制备技术中,激光打标技术是一种利用激光束在试件表面进行刻蚀形成网格,但是对试件表面直接刻蚀加工会对试件带来损伤等影响。现有技术cn112705857a中公开了一种宏观耐高温网格的制备方法,然而该方法需要利用专用设备激光打标机,并且试件保温及冷却时间过长,且针对激光修复体这一类非均质材料来说,刻蚀表面可能会影响到修复体的微观组织结构。
4.为此,如何提供一种适用于激光修复体的水转印云纹光栅及制备方法,避免非均质材料修复体表面的损伤是本领域技术人员亟需解决的技术问题。
技术实现要素:
5.本发明旨在至少在一定程度上解决相关技术中的技术问题之一,提供了一种适用于激光修复体的水转印云纹光栅及制备方法,该方法制备水转印云纹光栅的时间可缩短在15分钟以内,耗时短,可重复性高;且可适用于曲面试件,并不会损伤试件表面。
6.有鉴于此,本发明实施例提出了一种适用于激光修复体的水转印云纹光栅的制备方法,包括以下步骤:
7.制备云纹光栅模板;根据测量系统分辨率确定云纹光栅的栅距后生成云纹光栅矢量文件,并将所述云纹光栅矢量文件印至水转印贴纸;
8.所述试件制备;在预处理后的所述试件的表面涂覆耐高温漆形成漆膜;
9.利用水转印将所述云纹光栅模板贴合在所述漆膜外加热固化,使得所述云纹光栅矢量文件转印在所述漆膜外;
10.分离水转印后的所述云纹光栅模板,并在所述漆膜外的所述云纹光栅矢量文件外涂覆保护油。
11.在一些实施例中,根据所述试件尺寸和测量系统分辨率确定云纹光栅的栅距为8-20个像素,并利用计算机生成所述云纹光栅矢量文件。
12.在一些实施例中,所述云纹光栅矢量文件通过激光打印机印至水转印贴纸上。
13.在一些实施例中,所述试件的预处理方法为:对所述试件的表面机械抛光后利用无水乙醇或丙酮溶液清洗。
14.在一些实施例中,所述漆膜的形成方法为:距离预处理后的所述试件的表面20cm,喷涂多次所述耐高温漆;所述耐高温漆为白色高温自喷漆。
15.在一些实施例中,所述水转印方法为:
16.在所述云纹光栅模板的所述云纹光栅矢量文件上涂覆贴合剂,并整体用水浸润30-60s;
17.将所述云纹光栅模板涂覆有所述贴合剂的一侧黏附在所述漆膜上。
18.在一些实施例中,加热固化方法为:置于加热板上80℃,固化5-8分钟;后空冷至室温。
19.在一些实施例中,涂覆保护油的方法为:距离所述云纹光栅矢量文件的表面20cm,喷涂多次所述保护油后静置1分钟;所述保护油为耐高温透明光油。
20.在一些实施例中,提出了一种适用于激光修复体的水转印云纹光栅,利用上述任一实施例中所述的方法制备而成。
21.在一些实施例中,云纹光栅包括:
22.试件,包括相对设置的上表面和下表面
23.耐高温的漆膜,所述漆膜设置在所述试件的上表面或下表面上;
24.云纹光栅矢量文件,其通过所述贴合剂设置在所述漆膜远离所述试件一侧,与所述漆膜紧密贴合;和
25.保护油层,其设置在所述云纹光栅矢量文件远离所述漆膜的一侧。
26.通过以上技术方案,本发明提出了提供了一种适用于激光修复体的水转印云纹光栅及制备方法,具有如下技术效果:本发明实施例中水转印云纹光栅的制备方法具有简单易操作、可重复性强、耐高温等优点,可以标准化云纹光栅载体制备流程,制备的水转印云纹光栅的栅距不小于100微米,非常适用于宏观物体变形测量;同时,本发明实施例可以有效避免云纹光栅载体制备过程对激光修复体带来的表面损伤,达到无损测量的目的;此外本发明实施例中提供的水转印云纹光栅可在室温及高温环境下应用,有效解决了高温云纹光栅制备流程繁琐、成本高的问题。
附图说明
27.本发明上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
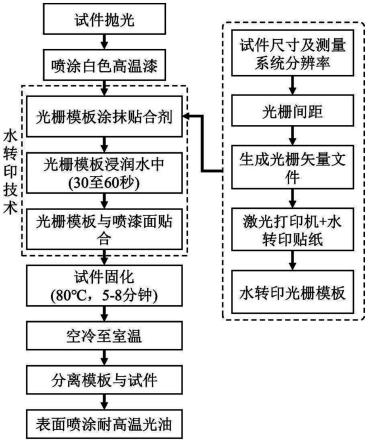
28.图1是本发明提供的水转印云纹光栅的制备流程图。
29.图2是本发明提供的水转印云纹光栅的结构示意图。
30.图3是本发明实施例1提供的水转印云纹光栅的图像。
31.图4是本发明实施例2-实施例5以及对比例1-2提供的水转印云纹光栅的图像。
32.其中1、试件;2、漆膜;3、贴合剂;4、保护油层;5、云纹光栅矢量文件。
具体实施方式
33.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实
施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
34.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
35.有鉴于此,如图1所示,本发明实施例提出了一种适用于激光修复体的水转印云纹光栅的制备方法,包括以下步骤:
36.s1:制备云纹光栅模板;根据测量系统分辨率确定云纹光栅的栅距后生成云纹光栅矢量文件5,并将云纹光栅矢量文件5印至水转印贴纸;
37.s2:试件1制备;在预处理后的试件1的表面涂覆耐高温漆形成漆膜2;
38.s3:利用水转印将云纹光栅模板贴合在漆膜2外加热固化,使得云纹光栅矢量文件5转印在漆膜2外;
39.s4:分离水转印后的云纹光栅模板,并在漆膜2外的云纹光栅矢量文件5外涂覆保护油。
40.本实施例中基于非均质材料的激光修复体的水转印云纹光栅的制备方法可在15分钟以内完成,耗时短,可重复性高;且利用水转印技术,将生成的云纹光栅矢量文件5通过水转印贴纸为转印中间介质,可无损伤试件1表面的转印至试件1的表面,其中本实施例的试件1为金属材质,可为不锈钢、高温合金、铝合金、钛合金等常规使用的金属材料;此外,本实施例中对试件1的表面平整度要求不高,且可适用于曲面形状的试件1;按照本实施例中的方法制备得到的云纹光栅可适用于室温及高温环境。
41.在一些实施例中,在s1中根据试件1尺寸和测量系统分辨率确定云纹光栅的栅距为8-20个像素,并利用计算机生成云纹光栅矢量文件5,其中云纹光栅矢量文件5可通过激光打印机印至水转印贴纸上。
42.具体的,根据图像采集系统的不同,测量系统分辨率有所不同,本领域技术人员可以通过试件1尺寸和测量系统分辨率确定云纹光栅的栅距,例如本实施例中云纹光栅的栅距为8-20个像素,不限于任何理论的,本实施例中云纹光栅的栅距为8个像素、9个像素、10个像素、11个像素、12个像素、13个像素、14个像素、15个像素、16个像素、17个像素、18个像素、19个像素和20个像素;同时利用计算机生成云纹光栅矢量文件5,并将生成的云纹光栅矢量文件5即云纹光栅图像印至水转印贴纸上,其中可知的云纹光栅的栅距是相对的,与测量系统分辨率有关。
43.在一些实施例中,在s2中试件1的预处理方法为:对试件1的表面机械抛光后利用无水乙醇或丙酮溶液清洗。
44.具体的,可依次采用400目、600目、800目的砂纸对试件1的表面进行抛光,抛光时直到上一次磨削痕迹被完全磨掉再更换砂纸,本实施例中对试件1表面抛光的目的是为了磨掉机械加工较为粗糙的痕迹,对抛光过的金属试件1利用无水乙醇或丙酮溶液进行清洗擦拭可去除试件1表面的油污及杂质。
45.在一些实施例中,在s2中耐高温漆膜2的形成方法为:距离预处理后的试件1的表面20cm,喷涂多次耐高温漆;耐高温漆为白色高温自喷漆。
46.具体的,白色高温自喷漆为goot白色高温自喷漆,易获得,喷涂过程易操作,喷涂
次数为3次或4次,每次间隔2秒即可,降低了经济成本和时间成本;且本发明中云纹光栅矢量文件5为黑色,白色与黑色对比明显,在常/高温环境下云纹光栅的对比度高。
47.需要说明的是,白色高温自喷漆喷涂次数少,如喷涂1次或2次会导致漆膜2过薄;但是喷涂次数多,如喷涂6次,每次喷涂时间间隔较长等待的时间长点;若无间隔连续喷漆,很容易在前次喷漆未干时,后面喷漆时喷气流将未干的前漆层吹走,影响漆膜2的均匀性。而在距离预处理后的试件1的表面20cm处开始喷涂,使得漆膜2的均一性好,白色高温自喷漆喷涂均匀且易干快速成膜。
48.在一些实施例中,在s3中水转印方法为:
49.在云纹光栅模板的云纹光栅矢量文件5上涂覆贴合剂3,并整体用水浸润30-60s,其中水浸润过程中,水量需要没过云纹光栅模板至少30s,也可以为40s、50s、55s和60s,浸润后的云纹光栅模板上将涂覆有贴合剂3的一侧黏附在漆膜2上。
50.在一些实施例中,在s4中加热固化方法为:置于加热板上80℃,固化5-8分钟;后空冷至室温。
51.具体的,将云纹光栅模板利用贴合剂3与试件1外侧的漆膜2紧密贴合后,整体置于加热板上80℃加热5-8分钟。其中不限于任何理论的,加热时间可为5分钟、6分钟、7分钟和8分钟,从而实现贴合剂3与耐高温的漆膜2固化,后经过空气冷却至室温,冷却时间为5分钟。需要说明的是本实施例中固化温度和固化时间的长短与贴合剂3无关;固化温度如果高于80,主要是会使得冷却时间过长;而贴合剂3为常用贴合剂3,主要成分为水、二甲苯。
52.在一些实施例中,在s4中涂覆保护油的方法为:距离云纹光栅矢量文件5的表面20cm,喷涂多次保护油后静置1分钟;保护油为耐高温透明光油。
53.具体的,保护油为耐高温透明光油,易获得且喷涂过程易操作,喷涂次数为3次或4次,每次间隔2秒即可;其涂覆方法为:在距离云纹光栅矢量文件5的表面20cm处,喷涂多次保护油后静置1分钟。本实施例中涂覆保护油后形成的耐高温油层,用于在高温环境下保护光栅图案,从而保证图像对比度。
54.在一些实施例中,提出了一种适用于激光修复体的水转印云纹光栅,利用上述任一实施例中的方法制备而成,包括试件1、耐高温的漆膜2、云纹光栅矢量文件5和保护油层4;其中试件1包括相对设置的上表面和下表面,漆膜2设置在试件1的上表面或下表面上。以漆膜2设置在试件1的上表面上为例进行示例性说明:其中漆膜2设置在试件1的上表面的上方,云纹光栅矢量文件5通过贴合剂3设置在漆膜2的上表面的上方,且与漆膜2紧密固化贴合;保护油层4设置在云纹光栅矢量文件5上表面的上方。
55.本领域技术人员可通过上述描述知晓漆膜2设置在试件1的下表面的下方时的技术方案,不再赘述。本实施例中得到的适用于激光修复体的水转印云纹光栅栅距不小于100微米,非常适用于宏观物体变形测量;且与同类型光栅制备载体技术相比,本发明实施例中的水转印云纹光栅可在室温及高温环境下应用,具有成本较低、简单易操作、可重复性强等优点。
56.实施例1
57.本实施例中试件1材料为高温镍基合金gh4169,制备的云纹光栅的栅距为8个像素,207微米,整个制备过程时间为15分钟,其中自然冷却降温时间为5分钟。本实施例方法具体包括以下步骤:
58.s1:确定云纹光栅的栅距为8个像素后,利用计算机生成云纹光栅矢量文件5,并将生成的云纹光栅矢量文件5即云纹光栅图像印至水转印贴纸上;
59.s2:采用机械抛光的方法,对高温镍基合金gh4169表面进行抛光,依次选择型号为400目、600目、800目的砂纸进行抛光;抛光时直到上一次磨削痕迹被完全磨掉再更换砂纸;后用无水乙醇对抛光后的高温镍基合金gh4169表面进行擦拭;并在距离高温镍基合金gh4169表面20cm处喷涂goot白色高温自喷漆,喷涂次数为3次,每次间隔2s;
60.s3:在云纹光栅模板的云纹光栅矢量文件5上涂覆贴合剂3,并整体用水浸润40s,浸润后的云纹光栅模板上将涂覆有贴合剂3的一侧黏附在漆膜2上,紧密贴合后,整体置于加热板上80℃加热5分钟,实现贴合剂3与耐高温的漆膜2固化,后经过空气冷却至室温,冷却时间为5分钟。
61.s4:分离水转印后的云纹光栅模板,其中云纹光栅矢量文件5因贴合剂3转印在了漆膜2的一侧,水转印贴纸被分离下来;在距离云纹光栅矢量文件5的表面20cm,喷涂3次保护油,每次间隔2秒,后静置1分钟。
62.本实施例中的水转印云纹光栅如图2和图3所示,包括试件1、耐高温的漆膜2、云纹光栅矢量文件5和保护油层4;其中试件1包括相对设置的上表面和下表面,其中漆膜2设置在试件1的上表面的上方,云纹光栅矢量文件5通过贴合剂3设置在漆膜2的上表面的上方,且与漆膜2紧密固化贴合;保护油层4设置在云纹光栅矢量文件5上表面的上方。
63.实施例2-5和对比例1-2中,除了按照表1调整,以外,其余与实施例1相同,其中得到的光栅图像如图4所示,其中图中a为实施例2的光栅图像;b为实施例3的光栅图像;c为实施例4的光栅图像;d为实施例5的光栅图像;e为对比例1的光栅图像;f为对比例2的光栅图像。
64.表1不同实施例和不同对比例中1-2中适用于激光修复体的水转印云纹光栅的制备方法。
[0065][0066]
根据表1所示,本实施例1-5中均可以在室温下通过相机采集到的光栅图像,其周期结构明显;而本对比例1-2中均需要在500℃温度下相机采集到的光栅图像。
[0067]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1