抗冲击树脂镜片及其制备工艺的制作方法
本发明涉及树脂镜片,具体为抗冲击树脂镜片及其制备工艺。
背景技术:
1、树脂镜片是一种用有机材料制作的镜片,内部是一种高分子链状结构,联接而呈立体网状结构,分子间结构相对松弛,分子链间有可产生相对位移的空间,其质地较玻璃镜片更轻,有着较好的抗冲击性和透光性,且成本较低,可以满足特殊的加工需求,但现有的树脂镜片,在抗冲击性上主要依靠涂层和改性基底原料两种方法,涂层发受制于涂层本身厚度,而原料改性后的抗冲击性能并不理想;现有的树脂镜片,由于耐磨性能不高,导致其镜片长时间使用后容易受到损伤;现有的树脂镜片,其防水、防污性能一般,使其容易堆积污渍,且后期难以清理。
技术实现思路
1、本发明的目的在于提供抗冲击树脂镜片及其制备工艺,以解决上述背景技术中提出防静电性能较差、不耐磨损以及表面粘附性较弱的问题。
2、为实现上述目的,本发明提供如下技术方案:抗冲击树脂镜片,包括防水层、加硬层、防静电层、粘着层、耐磨层和基层,所述基层的顶端设置有耐磨层,耐磨层的顶端设置有防静电层,防静电层的顶端设置有加硬层,加硬层的顶端设置有防水层。
3、优选的,所述防静电层的底端设置有粘着层,且粘着层设置于耐磨层的顶端。
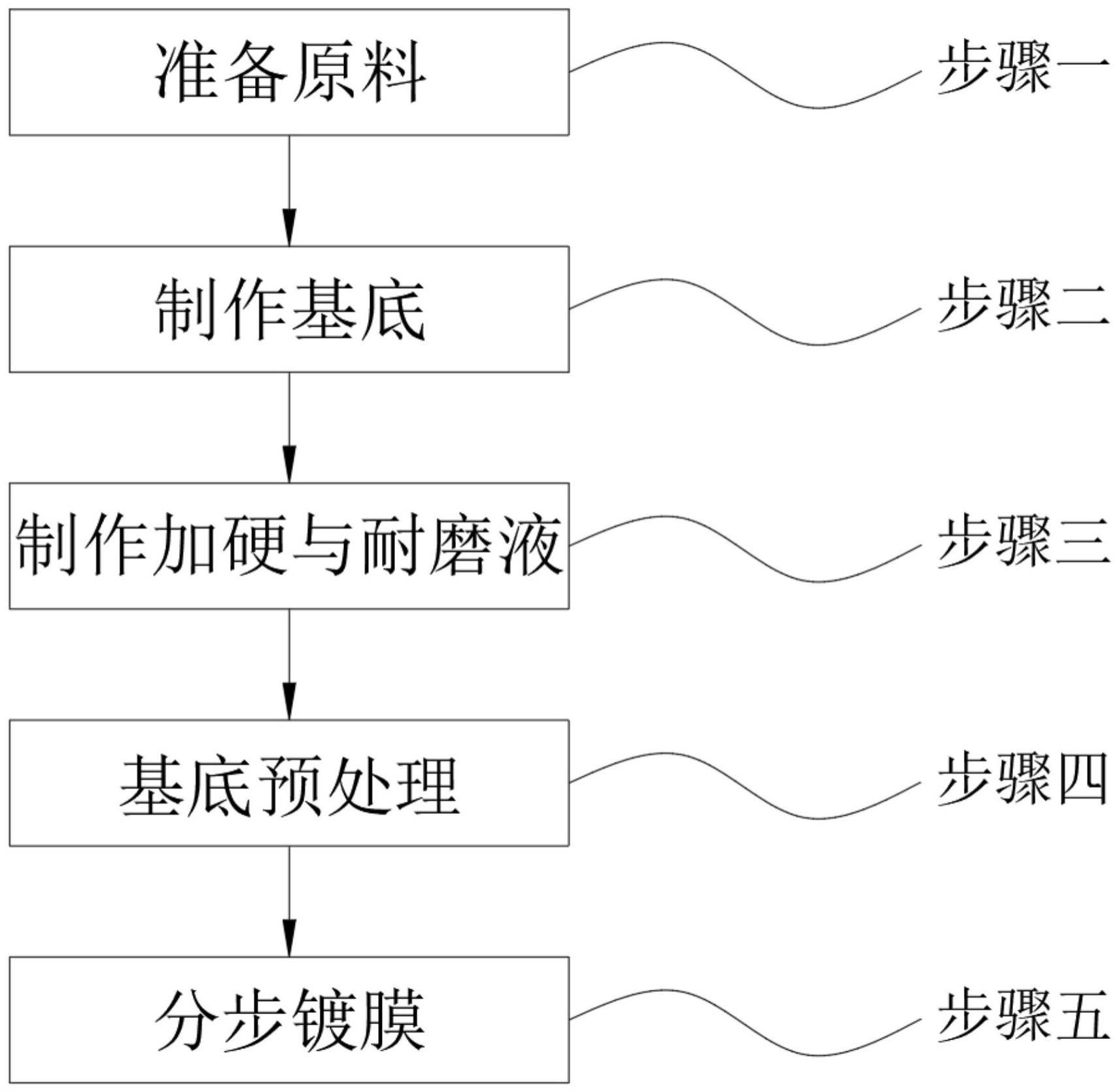
4、抗冲击树脂镜片的制备工艺,包括以下步骤:步骤一,准备原料;步骤二,制作基底;步骤三,制作加硬与耐磨液;步骤四,基底预处理;步骤五,分步镀膜;
5、其中上述步骤一中,首先备好所需原料,包括19-23%聚碳酸酯、27-35%adc树脂、6-11%大分子氟化物、5-8%二氧化硅、7-10%有机基质、3-6%透明防静电涂料、2-5%聚氨酯、8-14%碳化硅和4-6%二氧化钛;
6、其中上述步骤二中,将聚碳酸酯和adc树脂分别投入搅拌设备中进行搅拌,待其完全混合后得到镜片基底;
7、其中上述步骤三中,首先将二氧化硅与部分有机基质进行混合,然后充分搅拌,得到加硬液,再将碳化硅、二氧化钛与剩余的有机基质进行混合,充分搅拌后得到耐磨液;
8、其中上述步骤四中,对步骤一中得到的镜片基底进行预处理,包括擦拭、酸洗、碱洗、水洗、烘干等一系列过程;
9、其中上述步骤五中,对步骤四中预处理后的基底进行镀膜,首先将基底置入耐磨液中浸没进行一次镀膜,然后将其置入聚氨酯溶液中浸没进行二次镀膜,再将其置入透明防静电涂料中浸没进行三次镀膜,然后将其置入加硬液中浸没进行四次镀膜,最后使用蒸镀发将大分子氟化物蒸发沉积于镜片表面,完成镀膜后将镜片放入烘箱中烘干。
10、优选的,所述步骤一中,大分子氟化物还可以使用有机硅烷替代,也可以使用大分子氟化物与有机硅烷的混合物替代。
11、优选的,所述步骤一中,透明防静电涂料包括但不限于ptu-056、rb-048和att-065。
12、优选的,所述ptu-056的溶剂为pma,rb-048的溶剂为醇类。
13、优选的,所述步骤二中,搅拌设备的搅拌速率为50-120r/min,搅拌时间为20-100min,设备内温度为80-90℃。
14、优选的,所述步骤三中,加硬液的搅拌速率为30-60r/min,搅拌时间为30-60min,耐磨液的搅拌速率为30-65r/min,搅拌时间为15-40min。
15、优选的,所述步骤五中,一次镀膜的浸没时间为30-120s,二次镀膜的浸没时间为60-150s,三次镀膜的浸没时间为40-100s,四次镀膜的浸没时间为120-180s。
16、优选的,所述步骤五中,烘箱内的温度为100-120℃,烘干时长为60-120min。
17、与现有技术相比,本发明的有益效果:本发明相较于现有的树脂镜片,通过二氧化硅与有机基质形成加硬层,并使用聚碳酸酯、adc树脂来制作基底,在保证了抗冲击性的同时,其材料的质地更轻、成本更低,有利于产品的推广;本发明通过碳化硅、二氧化钛与有机基质形成耐磨层,保证了产品的耐磨性能,延长了其使用寿命;本发明通过大分子氟化物形成的超发水膜,使镜片上难以留存水、油等污渍,保证视觉效果的同时,方便后续对镜片进行清理。
技术特征:
1.抗冲击树脂镜片,包括防水层(1)、加硬层(2)、防静电层(3)、粘着层(4)、耐磨层(5)和基层(6),其特征在于:所述基层(6)的顶端设置有耐磨层(5),耐磨层(5)的顶端设置有防静电层(3),防静电层(3)的顶端设置有加硬层(2),加硬层(2)的顶端设置有防水层(1)。
2.根据权利要求1所述的抗冲击树脂镜片,其特征在于:所述防静电层(3)的底端设置有粘着层(4),且粘着层(4)设置于耐磨层(5)的顶端。
3.抗冲击树脂镜片的制备工艺,包括以下步骤:步骤一,准备原料;步骤二,制作基底;步骤三,制作加硬与耐磨液;步骤四,基底预处理;步骤五,分步镀膜;其特征在于:
4.根据权利要求3所述的抗冲击树脂镜片的制备工艺,其特征在于:所述步骤一中,大分子氟化物还可以使用有机硅烷替代,也可以使用大分子氟化物与有机硅烷的混合物替代。
5.根据权利要求3所述的抗冲击树脂镜片的制备工艺,其特征在于:所述步骤一中,透明防静电涂料包括但不限于ptu-056、rb-048和att-065。
6.根据权利要求5所述的抗冲击树脂镜片的制备工艺,其特征在于:所述ptu-056的溶剂为pma,rb-048的溶剂为醇类。
7.根据权利要求3所述的抗冲击树脂镜片的制备工艺,其特征在于:所述步骤二中,搅拌设备的搅拌速率为50-120r/min,搅拌时间为20-100min,设备内温度为80-90℃。
8.根据权利要求3所述的抗冲击树脂镜片的制备工艺,其特征在于:所述步骤三中,加硬液的搅拌速率为30-60r/min,搅拌时间为30-60min,耐磨液的搅拌速率为30-65r/min,搅拌时间为15-40min。
9.根据权利要求3所述的抗冲击树脂镜片的制备工艺,其特征在于:所述步骤五中,一次镀膜的浸没时间为30-120s,二次镀膜的浸没时间为60-150s,三次镀膜的浸没时间为40-100s,四次镀膜的浸没时间为120-180s。
10.根据权利要求3所述的抗冲击树脂镜片的制备工艺,其特征在于:所述步骤五中,烘箱内的温度为100-120℃,烘干时长为60-120min。
技术总结
本发明公开了抗冲击树脂镜片及其制备工艺,包括防水层、加硬层、防静电层、粘着层、耐磨层和基层,工艺包括步骤一,准备原料;步骤二,制作基底;步骤三,制作加硬与耐磨液;步骤四,基底预处理;步骤五,分步镀膜;本发明相较于现有的树脂镜片,通过二氧化硅与有机基质形成加硬层,并使用聚碳酸酯、ADc树脂来制作基底,在保证了抗冲击性的同时,其材料的质地更轻、成本更低,有利于产品的推广;本发明通过碳化硅、二氧化钛与有机基质形成耐磨层,保证了产品的耐磨性能,延长了其使用寿命;本发明通过大分子氟化物形成的超发水膜,使镜片上难以留存水、油等污渍,保证视觉效果的同时,方便后续对镜片进行清理。
技术研发人员:谭沿河,姚雅兰
受保护的技术使用者:东莞晶彩光学有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!