光纤纤芯非圆加工方法、设备及非圆纤芯熔接方法
本申请涉及光纤加工,特别是涉及一种光纤纤芯非圆加工方法、设备及非圆纤芯熔接方法。
背景技术:
1、随着大模场光纤有源光纤工艺和包层抽运技术以及高亮度发光二极管的发展,光纤激光器的输出功率得到快速提升,被广泛应用于机械加工、医疗和科研领域。由于非线性效应的存在,具有高光束质量输出的光纤激光器功率的进一步提升受到光纤纤芯尺寸的限制。传统的光纤在仅支持单基模运转时纤芯直径无法超过20微米,更大尺寸的纤芯下存在的高阶模会导致光纤激光器的输出光束质量快速下降。
2、扭转的非圆形纤芯可以将纤芯中的高阶模式耦合到包层中,从而泄漏出光纤,实现纤芯中高阶模的高传输损耗,提高光纤激光器的输出光束质量。然而,扭转的非圆形纤芯由于形状的规则性较低,如何制备扭转非圆纤芯光纤是亟需解决的问题。传统的非圆纤芯加工方法通过逐个打磨螺旋面,最后形成扭转的非圆形纤芯,效率较低,非圆形纤芯光纤的产量无法满足要求。
技术实现思路
1、基于此,有必要针对传统非圆纤芯加工效率较低,无法满足产量要求的问题,提供一种光纤纤芯非圆加工方法、设备及非圆纤芯熔接方法。
2、一种光纤纤芯非圆加工方法,包括如下步骤:
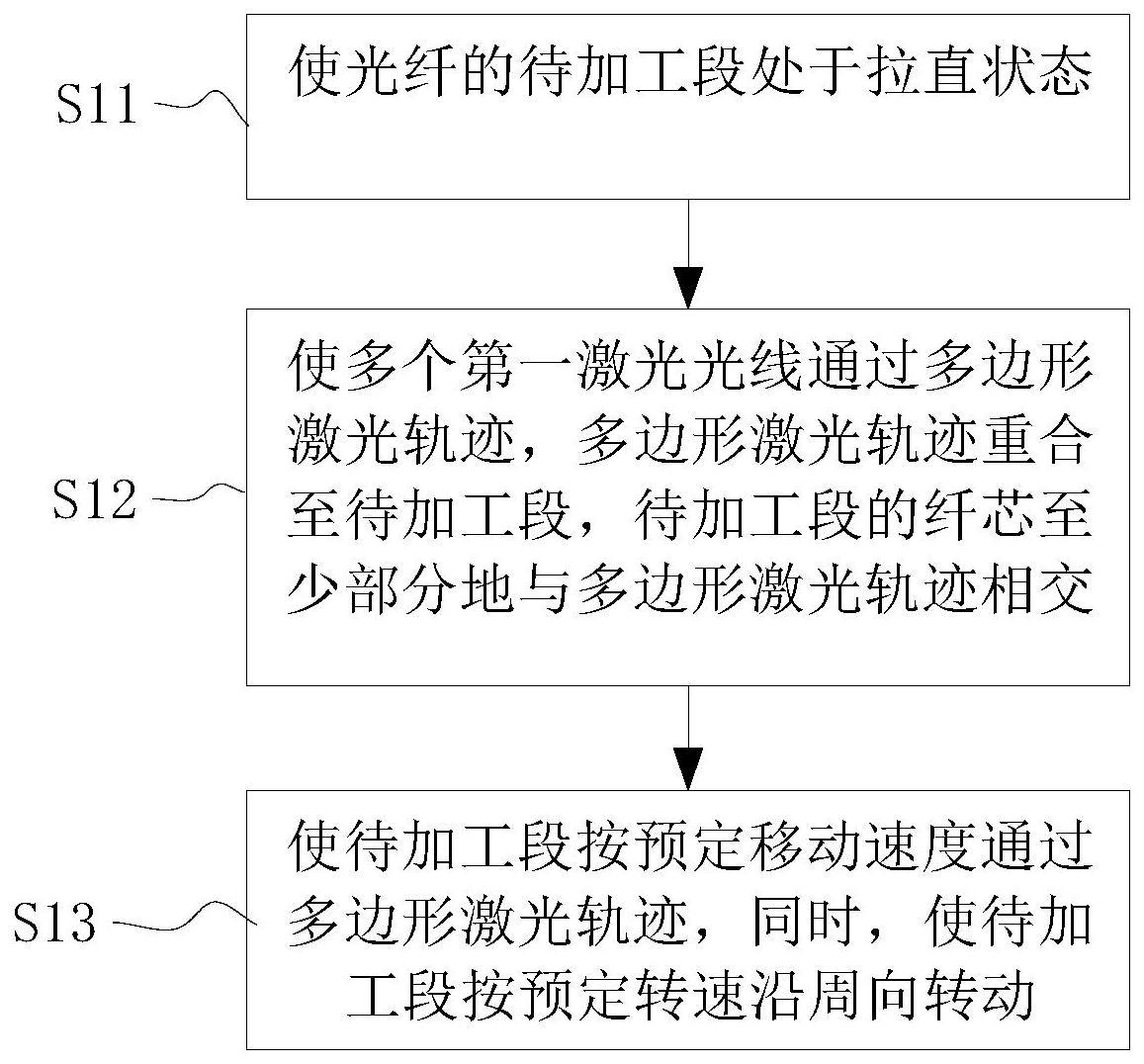
3、使光纤的待加工段处于拉直状态;
4、使多个第一激光光线通过多边形激光轨迹,所述多边形激光轨迹重合至所述待加工段,所述待加工段的纤芯至少部分地与所述多边形激光轨迹相交;
5、使所述待加工段按预定移动速度通过所述多边形激光轨迹,同时,使所述待加工段按预定转速沿周向转动。
6、上述光纤纤芯非圆加工方法,由于任意一条轨迹边均有第一激光光线通过,当多边形激光轨迹重合至待加工段时,第一激光光线在预定平面上对待加工段的内截面起到刻蚀作用,纤芯的透光性在受到第一激光光线照射后发生了变化,使待加工段在预定平面上处于第一激光光线两边的部分之间形成了分界,即轨迹边形成了纤芯在内截面上的新边界。在多个第一激光光线沿多边形激光轨迹作用于待加工段的情况下,能在短时间内在待加工段加工出多边形的内截面。由于待加工段按预定移动速度相对多边形激光轨迹移动,待加工段的外层不断受到切割,使待加工段沿拉直方向的各个位置的内截面呈多边形。又由于在待加工段按预定转速沿周向转动的情况下,在通过多边形激光轨迹后,待加工段外侧的棱线呈螺旋变化,从而形成了扭转的非圆形结构。在激光能量满足要求的情况下,待加工段在预定平面上的各个边缘几乎同时受到分切作用,避免了需要对各个螺旋面分别进行打磨,从而提高了非圆形纤芯的生产效率,使非圆形纤芯能够满足产量要求。
7、在其中一个实施例中,对于使多个所述第一激光光线通过所述多边形激光轨迹,将一个或多个初始激光光线进行分束并形成多个所述第一激光光线,各个所述第一激光光线分别通过所述多边形激光轨迹中对应的轨迹边。
8、在其中一个实施例中,对于使多个所述第一激光光线通过所述多边形激光轨迹,将一个或多个初始激光光线进行依次反射并形成多个所述第一激光光线,各个所述第一激光光线分别通过所述多边形激光轨迹中对应的轨迹边。
9、在其中一个实施例中,对于所述待加工段的纤芯至少部分地与所述多边形激光轨迹相交,所述多边形激光轨迹的外接圆的直径小于或等于所述纤芯的直径。
10、在其中一个实施例中,包括步骤:检测所述待加工段的纤芯的直径,根据所述纤芯的直径调节所述多边形激光轨迹的外接圆的直径大小。
11、一种光纤纤芯非圆加工设备,包括:
12、光学装置,用于形成多个第一激光光线并使所述第一激光光线沿多边形激光轨迹传递;
13、扭转装置,用于带动光纤的待加工段按预定转速沿周向转动;
14、位移驱动装置,用于带动所述待加工段按预定移动速度通过所述多边形激光轨迹;所述位移驱动装置与所述扭转装置的至少一个还用于将所述待加工段限定于拉直状态。
15、在其中一个实施例中,所述光学装置包括激光器及光调节模块;所述激光器用于产生初始激光光线;所述光调节模块用于利用所述初始激光光线形成多个所述第一激光光线,并使所述第一激光光线分别通过所述多边形激光轨迹中对应的轨迹边。
16、在其中一个实施例中,所述光调节模块包括若干分光件及若干第一反射件;所述分光件用于对所述初始激光光线进行分光并形成多个所述第一激光光线;所述第一反射件对应于所述第一激光光线并用于将对应的所述第一激光光线反射至与相应的所述轨迹边重合。
17、在其中一个实施例中,所述光调节模块包括若干第三反射件;所述第三反射件用于反射通过其中一所述轨迹边的第一激光光线、并使原有的所述第一激光光线在反射后作为新的第一激光光线通过另外一所述轨迹边。
18、在其中一个实施例中,所述扭转装置包括第一限定件、第二限定件及扭转驱动件;所述第一限定件及所述第二限定件用于固定所述待加工段的两个不同位置;所述扭转驱动件用于带动所述第一限定件及所述第二限定件按预定转速绕预定轴线转动。
19、在其中一个实施例中,所述位移驱动装置包括基座及连接于所述基座的滑移驱动件;所述扭转装置安装于所述基座,所述滑移驱动件用于带动所述基座相对所述光学装置移动,或,所述扭转装置滑动连接于所述基座,所述滑移驱动件用于带动所述扭转装置相对所述基座移动。
20、一种非圆纤芯熔接方法,包括如下步骤:
21、利用激光形成第一多边形激光轨迹,使所述第一多边形激光轨迹与主光纤末段的纤芯在相重合后进行相对移动及旋转,在所述末段的端部形成第一多边形端面;
22、将所述第一多边形端面与对象光纤目标段的端面相对齐及相贴合;
23、将所述主光纤的末段与所述对象光纤的目标段相熔接。
24、在其中一个实施例中,所述目标段的端面呈圆形;所述第一多边形端面的外接圆直径小于或等于所述目标段的端面的直径。
25、在其中一个实施例中,非圆纤芯熔接方法还包括步骤:利用激光形成第二多边形激光轨迹,使所述第二多边形激光轨迹与对象光纤目标段的纤芯在相重合后进行相对移动及旋转,让所述目标段的端面呈多边形;所述目标段的端面的形状及大小与所述第一多边形端面对应。
26、在其中一个实施例中,对于使所述第二多边形激光轨迹与所述对象光纤目标段的纤芯在相重合后进行相对移动,在相对移动过程中,根据所述第一多边形端面大小使所述第二多边形激光轨迹的大小渐缩或渐增变化。
27、在其中一个实施例中,还包括步骤:对所述第一多边形端面与所述目标段的端面之间的对齐状态进行检查。
28、在其中一个实施例中,所述第一多边形端面与所述目标段的端面相对齐及相贴合后,利用两条以上的检测激光线对所述末段与所述目标段之间对接处的外轮廓进行扫描,根据所述检测激光线的受阻情况确认所述第一多边形端面与所述目标段的端面之间是否对齐。
技术特征:
1.一种光纤纤芯非圆加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的光纤纤芯非圆加工方法,其特征在于,对于使多个所述第一激光光线通过所述多边形激光轨迹,将一个或多个初始激光光线进行分束并形成多个所述第一激光光线,各个所述第一激光光线分别通过所述多边形激光轨迹中对应的轨迹边。
3.根据权利要求1所述的光纤纤芯非圆加工方法,其特征在于,对于使多个所述第一激光光线通过所述多边形激光轨迹,将一个或多个初始激光光线进行依次反射并形成多个所述第一激光光线,各个所述第一激光光线分别通过所述多边形激光轨迹中对应的轨迹边。
4.根据权利要求1所述的光纤纤芯非圆加工方法,其特征在于,对于所述待加工段的纤芯至少部分地与所述多边形激光轨迹相交,所述多边形激光轨迹的外接圆的直径小于或等于所述纤芯的直径。
5.根据权利要求4所述的光纤纤芯非圆加工方法,其特征在于,包括步骤:检测所述待加工段的纤芯的直径,根据所述纤芯的直径调节所述多边形激光轨迹的外接圆的直径大小。
6.一种光纤纤芯非圆加工设备,其特征在于,包括:
7.根据权利要求6所述的光纤纤芯非圆加工设备,其特征在于,所述光学装置包括激光器及光调节模块;所述激光器用于产生初始激光光线;所述光调节模块用于利用所述初始激光光线形成多个所述第一激光光线,并使所述第一激光光线分别通过所述多边形激光轨迹中对应的轨迹边。
8.根据权利要求7所述的光纤纤芯非圆加工设备,其特征在于,所述光调节模块包括若干分光件及若干第一反射件;所述分光件用于对所述初始激光光线进行分光并形成多个所述第一激光光线;所述第一反射件对应于所述第一激光光线并用于将对应的所述第一激光光线反射至与相应的所述轨迹边重合。
9.根据权利要求7所述的光纤纤芯非圆加工设备,其特征在于,所述光调节模块包括若干第三反射件;所述第三反射件用于反射通过其中一所述轨迹边的第一激光光线、并使原有的所述第一激光光线在反射后作为新的第一激光光线通过另外一所述轨迹边。
10.根据权利要求6所述的光纤纤芯非圆加工设备,其特征在于,所述扭转装置包括第一限定件、第二限定件及扭转驱动件;所述第一限定件及所述第二限定件用于固定所述待加工段的两个不同位置;所述扭转驱动件用于带动所述第一限定件及所述第二限定件按预定转速绕预定轴线转动。
11.根据权利要求6所述的光纤纤芯非圆加工设备,其特征在于,所述位移驱动装置包括基座及连接于所述基座的滑移驱动件;所述扭转装置安装于所述基座,所述滑移驱动件用于带动所述基座相对所述光学装置移动,或,所述扭转装置滑动连接于所述基座,所述滑移驱动件用于带动所述扭转装置相对所述基座移动。
12.一种非圆纤芯熔接方法,其特征在于,包括如下步骤:
13.根据权利要求12所述的非圆纤芯熔接方法,其特征在于,所述目标段的端面呈圆形;所述第一多边形端面的外接圆直径小于或等于所述目标段的端面的直径。
14.根据权利要求12所述的非圆纤芯熔接方法,其特征在于,还包括步骤:利用激光形成第二多边形激光轨迹,使所述第二多边形激光轨迹与对象光纤目标段的纤芯在相重合后进行相对移动及旋转,让所述目标段的端面呈多边形;所述目标段的端面的形状及大小与所述第一多边形端面对应。
15.根据权利要求12所述的非圆纤芯熔接方法,其特征在于,对于使所述第二多边形激光轨迹与所述对象光纤目标段的纤芯在相重合后进行相对移动,在相对移动过程中,根据所述第一多边形端面大小使所述第二多边形激光轨迹的大小渐缩或渐增变化。
16.根据权利要求12所述的非圆纤芯熔接方法,其特征在于,还包括步骤:对所述第一多边形端面与所述目标段的端面之间的对齐状态进行检查。
17.根据权利要求14所述的非圆纤芯熔接方法,其特征在于,所述第一多边形端面与所述目标段的端面相对齐及相贴合后,利用两条以上的检测激光线对所述末段与所述目标段之间对接处的外轮廓进行扫描,根据所述检测激光线的受阻情况确认所述第一多边形端面与所述目标段的端面之间是否对齐。
技术总结
本申请涉及一种光纤纤芯非圆加工方法、设备及非圆纤芯熔接方法。光纤纤芯非圆加工方法包括步骤:使多个第一激光光线通过多边形激光轨迹,所述多边形激光轨迹重合至所述待加工段,所述待加工段的纤芯至少部分地与所述多边形激光轨迹相交;使所述待加工段按预定移动速度通过所述多边形激光轨迹,同时,使所述待加工段按预定转速沿周向转动。第一激光光线在预定平面上对待加工段的内截面起到刻蚀作用,纤芯的透光性在受到第一激光光线照射后发生了变化,使待加工段在预定平面上处于第一激光光线两边的部分之间形成了分界。在激光能量满足要求的情况下,待加工段在预定平面上的各个边缘几乎同时受到分切作用,从而提高了非圆形纤芯光纤的生产效率。
技术研发人员:马修泉
受保护的技术使用者:华中科技大学
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!