一种光刻机版图对位标记方法与流程
本发明涉及半导体加工技术,尤其涉及一种光刻机版图对位标记方法。
背景技术:
1、在分立器件制造技术中,要想将我们想要的图形复制到晶圆上,需要使用到光刻机,而不同工艺层次对光刻机的性能需求不同,出于成本的考虑,会使用不同的光刻机作业产品的不同层次,部分公司可能会使用扫描式光刻机和步进式光刻机搭配来完成不同层次的光刻工艺,pe曝光机为扫描式曝光,光刻版对位标记在设计时采用对称的方案设计,这样可以保证在对位时左右两个对位标识在同一观察视场,便于对位以及overlay偏移量的控制;而佳能光刻机为步进式shot by shot曝光,其预留给金属层的对位标识不一定处于对称位置,在pe曝光机作业前层为佳能曝光机作业的产品时,易出现左右两个对位标识不在同一观察视场的问题,操作时容易因位置过大,载台位置偏差较大,导致机台死机,严重影响生产效率,同时overlay偏移量的不易控制,降低了产品良率。
技术实现思路
1、本发明针对以上问题,提供了一种对位高效简便、提升产品良率的一种光刻机版图对位标记方法。
2、本发明的技术方案是:一种光刻机版图对位标记方法,包括以下步骤:
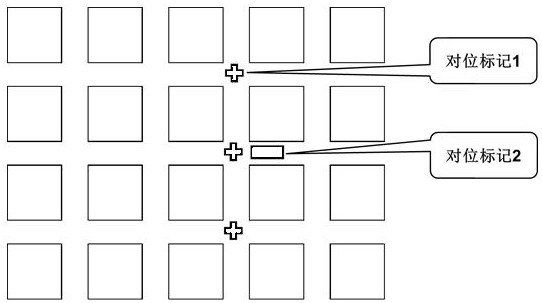
3、步骤100,佳能步进式光刻机用光刻版的对位标记设计步骤,在十字街区放置对位图形一,作为套准图形;放置对位图形二,作为识别的唯一标记;
4、步骤200,按扫描式光刻机的光刻版上的对位标记设计步骤,在十字街区放置对位图形三,作为对位图形一的套准图形;
5、步骤300,产品流片,使用步进式光刻机作业前层图形,经过刻蚀后,在晶圆表面形成器件沟槽和对位图形一和二;
6、步骤400,将对位标记三同晶圆上的对位标记进行套准。
7、具体的,步骤100包括以下步骤:
8、步骤110,按照产品尺寸需求,绘制a*b的版图,其中a代表该曝光区域中产品管芯的行数量,b代表该曝光区域中产品管芯的列数量;
9、步骤120,设定坐标,水平方向为x方向,与x方向垂直方向为y方向,在其管芯与管芯交界处的十字街区上均设置对位标记一,作为前层图形的对位的标识;对位标记一与y轴之间管芯的列数量记为c;为保证该标记在y方向的分布,位于曝光区域的中间位置,b和c需满足如下关系:
10、当b为偶数时,需满足b=2c;
11、当b为奇数时,需满足b+1=2c;
12、步骤130,在任一对位标记一的右侧设置对位标记二,其与x轴之间管芯的行数量记为d;为保证该标记在x方向的分布,位于曝光区域的中间位置,a和d需满足如下关系:
13、当a为偶数时,a=2d;
14、当a为奇数时,a+1=2d。
15、具体的,步骤200包括以下步骤:
16、步骤210,将平行于pe扫描式光刻机的光刻版的平边方向记为x方向,垂直于平边方向记为y方向;
17、步骤220,先画出pe光刻版上管芯分布,其中平边处沿x方向的管芯数量记为e;
18、步骤230,为保证对位标记三所在的列,位于曝光区域的中间位置,从平边处第一列管芯开始数;
19、当e为偶数时,在e/2列和e/2+1列管芯之间的十字街区放对位标记三;
20、当e为奇数时,在(e+1)/2列和(e+1)/2+1列管芯之间的放对位标记三。
21、具体的,步骤400包括以下步骤:
22、步骤410,在pe扫描式光刻机右侧的观察视场中,调整光刻版和晶圆的位置,使pe扫描式光刻机用光刻版上的对位标记三,同晶圆上的对位标记二旁的对位标记一进行套准;
23、步骤420,在pe扫描式光刻机左侧的观察视场中,调整光刻版和晶圆的位置,使pe扫描式光刻机用光刻版上的对位标记三同晶圆上的对位标记一进行套准,同时保证左右两侧视场中对位标记的位置在同一观察视场。
24、本发明有益效果:
25、通过优化佳能步进式光刻机所使用的光刻版上的对位图形的设计,来实现在与pe扫描式光刻机在进行互相套准时,其对位图形可在同一观察视场,便于作业员的操作,以及实现产品套准偏移量的精准控制,提高作业效率、增加机台的有效利用率、提升产品良率。
26、图说明
27、图1是canon光刻机用光刻版对位标记位置示意图,
28、图2是pe光刻机用光刻版对位标记位置示意图,
29、图3是pe光刻机用光刻版对位标记互套canon光刻机对位标记示意图。
技术特征:
1.一种光刻机版图对位标记方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种光刻机版图对位标记方法,其特征在于,步骤100包括以下步骤:
3.根据权利要求1所述的一种光刻机版图对位标记方法,其特征在于,步骤200包括以下步骤:
4.根据权利要求1所述的一种光刻机版图对位标记方法,其特征在于,步骤400包括以下步骤:
技术总结
一种光刻机版图对位标记方法。涉及半导体加工技术。包括以下步骤:步骤100,佳能步进式光刻机用光刻版的对位标记设计步骤,在十字街区放置对位图形一,作为套准图形;放置对位图形二,作为识别的唯一标记;步骤200,按扫描式光刻机的光刻版上的对位标记设计步骤,在十字街区放置对位图形三,作为对位图形一的套准图形;步骤300,产品流片,使用步进式光刻机作业前层图形,经过刻蚀后,在晶圆表面形成器件沟槽和对位图形一和二;步骤400,将对位标记三同晶圆上的对位标记进行套准。本发明便于作业员的操作,以及实现产品套准偏移量的精准控制,提高作业效率、增加机台的有效利用率、提升产品良率。
技术研发人员:孙珅磊,曾竟陵,张凡文,赵晓非,王毅
受保护的技术使用者:扬州扬杰电子科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!