一种LCM组装设备的载板活动装置的制作方法
本发明涉及lcm组装,具体涉及到一种lcm组装设备的载板活动装置。
背景技术:
1、lcm成品(lcd module,液晶显示模组)包括lcm(待组装lcm)和支架两部分,现有lcm成品组装与点胶工艺较为复杂,目前为半自动配合人工组装,效率不高,不能完全实现自动化组装,而且人工组装存在成品率问题。
2、现有lcm成品组装,通过人工手动安装固定支架,然后将lcm与支架固定安装,装配效率低,且人工安装精度难以把握,人工每次只能按照一个,产量有限且人工成本较高,不能完全自动化组装,因此,现有技术有待改进;因此,急需一款lcm组装设备的配套装置,来提升lcm成品的组装效率和组装精度。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种lcm组装设备的载板活动装置。
2、为实现上述目的,本发明采用的技术方案如下:一种lcm组装设备的载板活动装置,所述lcm组装设备用于组装lcm和支架,所述载板活动装置设置在lcm组装设备的机台上并用于驱动载板活动,所述载板用于放置lcm和支架以进行组装,所述载板活动装置包括上料组件、载板周转台、载板搬运组件、移载组件、uv预固化组件、下料组件;
3、所述上料组件上设置有若干层叠设置的载板,所述上料组件用于将单个载板移动至载板周转台上;
4、所述载板周转台用于承载单个载板,所述载板周转台位于lcm组装设备的支架放置工位处,所述lcm组装设备用于将支架放置于载板上;
5、所述载板搬运组件用于将载板周转台上的载板搬运到移载组件上;
6、所述移载组件用于将装有支架的载板移送到lcm组装设备的组装工位处,所述lcm组装设备进行lcm和支架的组装和点胶;
7、所述下料组件用于取下装有lcm成品的载板。
8、进一步的,所述上料组件和下料组件分别设置于载板搬运组件两端,所述载板周转台设置在载板上料组件的出料口旁边,所述移载组件和载板搬运组件平行设置,所述移载组件靠近下料组件。
9、进一步的,所述载板上设置有若干用于放置支架的支架放置槽,若干所述支架放置槽沿y轴方向均匀分布,所述支架放置槽与支架形状相仿。
10、进一步的,所述上料组件包括第一z轴直线模组、第一载板弹夹和推料气缸;
11、所述第一z轴直线模组包括第一固定部和第一移动部,所述第一固定部用于将上料组件安装到机台上,所述第一移动部可相对于第一固定部沿z轴上移动,所述第一移动部用于驱动第一载板弹夹沿z轴上下移动;
12、所述第一载板弹夹包括第一壳体和设置在第一壳体中的若干第一安装层,若干所述第一安装层沿z轴方向层层设置,所述第一安装层之间设置有多个载板;
13、所述推料气缸包括气缸平台和移动气缸,所述气缸平台用于将推料气缸安装到机台上,所述移动气缸相对于气缸平台在移动,所述移动气缸用于将第一载板弹夹内的空载板推出至载板周转台上。
14、进一步的,所述载板周转台包括第一真空载台和周转台支架;
15、所述第一真空载台设置在周转台支架上,所述第一真空载台用于安放载板并通过真空吸附载板;
16、所述周转台支架用于将第一真空载台固定安装到机台上。
17、进一步的,所述载板搬运组件包括:y轴双动子直线模组、载板取放组件和推载板组件;
18、所述y轴双动子直线模组包括分别设置在两端的两个动子,两个所述动子分别带动载板取放组件和推载板组件沿y轴移动;
19、所述载板取放组件包括升降气缸和真空吸盘,所述升降气缸用于驱动真空吸盘沿z轴移动,所述真空吸盘用于吸附载板周转台上的载板,并放置到移载组件上;
20、所述推载板组件包括推板、推板气缸、推载板支架,所述推板气缸用于驱动推板沿y轴移动,所述推板用于推动移载组件上的载板移动;推板气缸设置在推载板支架上,所述推载板支架与y轴双动子直线模组固定连接。
21、进一步的,所述移载组件包括第二真空载台、安装架和y轴直线模组;
22、所述第二真空载台用于接收载板搬运组件搬运的载板并通过真空吸附载板;第二真空载台可以在y轴直线模组上滑动,且运动到lcm组装设备的组装工位等待lcm进行组装对位、点胶和固化;
23、所述安装架的一端固定连接在第二真空载台下方,另一端设置有连接杆并通过连接杆与y轴直线模组连接,所述安装架用于将第二真空载台连接到y轴直线模组上;所述y轴直线模组用于驱动第二真空载台沿y轴移动。
24、进一步的,所述下料组件包括第二z轴直线模组和第二载板弹夹;
25、所述第二z轴直线模组包括第二固定部和第二移动部,所述第二固定部用于将下料组件安装到机台上,所述第二移动部可相对于第二固定部沿z轴上移动,所述第二移动部用于驱动第二载板弹夹沿z轴上下移动;
26、所述第二载板弹夹包括第二壳体和设置在第二壳体中的若干第二安装层,若干所述第二安装层沿z轴方向层层设置,所述第二安装层之间设置有多个装有lcm成品的载板。
27、进一步的,还包括uv预固化组件,所述uv预固化组件用于将组装点胶的lcm和支架进行胶水固化。
28、进一步的,所述uv预固化组件设置在载板搬运组件上且靠近下料组件。
29、由上述对本发明的描述可知,与现有技术相比,本发明至少包括以下有益效果之一:
30、1、本发明在lcm组装设备上增设载板活动装置,通过载板活动装置的载板来定位放置多个lcm和支架,通过载板和配合载板的组件,使得可以同时组装多个lcm产品,以提高组装效率和组装精度;
31、2、本发明的载板活动装置通过集成上料、周转、搬运、固化和下料于一体,降低lcm等电子产品组装复杂性,简化组装设备,降低组装设备成本;
32、3、本发明将lcm的组装、固化和下料集中在载板搬运组件上,也可以起到保证产品组装精度,避免产品搬运过程碰撞到产品的问题。
技术特征:
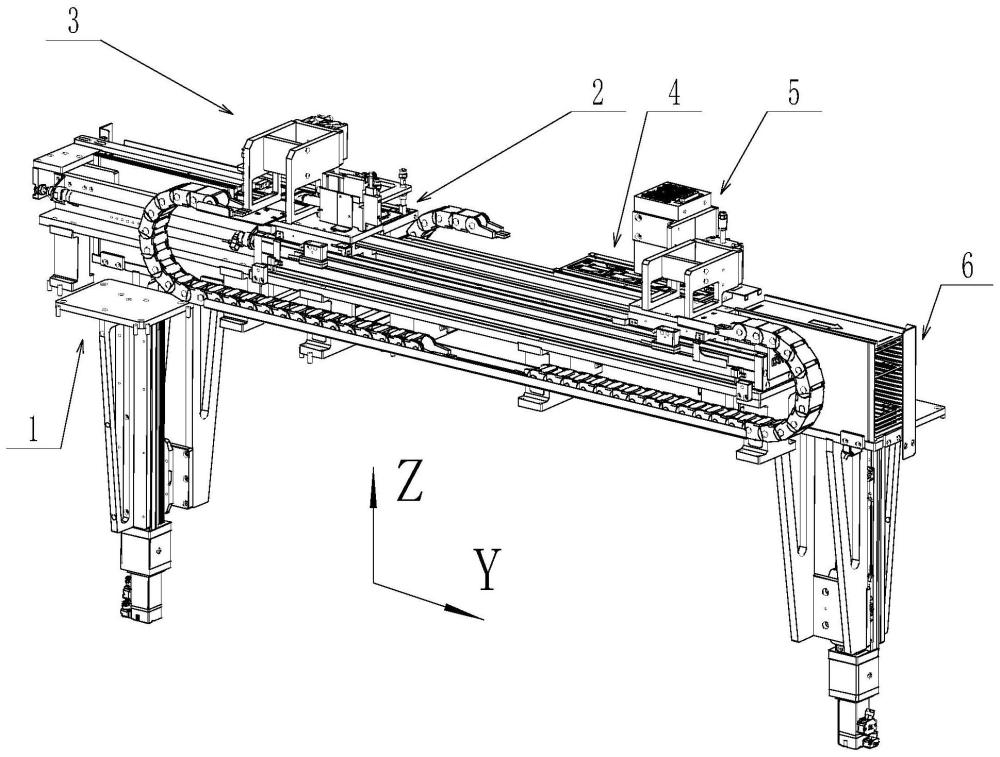
1.一种lcm组装设备的载板活动装置,所述lcm组装设备用于组装lcm和支架(7),所述载板活动装置设置在lcm组装设备的机台上并用于驱动载板(11)活动,所述载板(11)用于放置lcm和支架(7)以进行组装,其特征在于,所述载板活动装置包括上料组件(1)、载板周转台(2)、载板搬运组件(3)、移载组件(4)、uv预固化组件(5)和下料组件(6);
2.根据权利要求1所述的一种lcm组装设备的载板活动装置,其特征在于,所述上料组件(1)和下料组件(6)分别设置于载板搬运组件(3)两端,所述载板周转台(2)设置在载板上料组件(1)的出料口旁边,所述移载组件(4)和载板搬运组件(3)平行设置,所述移载组件(4)靠近下料组件(6)。
3.根据权利要求1所述的一种lcm组装设备的载板活动装置,其特征在于,所述载板(11)上设置有若干用于放置支架(7)的支架放置槽,若干所述支架放置槽沿y轴方向均匀分布,所述支架放置槽与支架(7)形状相仿。
4.根据权利要求1所述的一种lcm组装设备的载板活动装置,其特征在于,所述上料组件(1)包括第一z轴直线模组(12)、第一载板弹夹(13)和推料气缸(14);
5.根据权利要求1所述的一种lcm组装设备的载板活动装置,其特征在于,所述载板周转台(2)包括第一真空载台(21)和周转台支架(22);
6.根据权利要求1所述的一种lcm组装设备的载板活动装置,其特征在于,所述载板搬运组件(3)包括y轴双动子直线模组(31)、载板取放组件(32)和推载板组件(33);
7.根据权利要求1所述的一种lcm组装设备的载板活动装置,其特征在于,所述移载组件(4)包括第二真空载台(41)、安装架(42)和y轴直线模组(43);
8.根据权利要求1所述的一种lcm组装设备的载板活动装置,其特征在于,所述下料组件(6)包括第二z轴直线模组(61)和第二载板弹夹(62);
9.根据权利要求1所述的一种lcm组装设备的载板活动装置,其特征在于,还包括uv预固化组件(5),所述uv预固化组件(5)用于将组装点胶的lcm和支架(7)进行胶水固化。
10.根据权利要求9所述的一种lcm组装设备的载板活动装置,其特征在于,所述uv预固化组件(5)设置在载板搬运组件(3)上且靠近下料组件(6)。
技术总结
本发明公开了一种LCM组装设备的载板活动装置。本发明载板活动装置包括上料组件、载板周转台、载板搬运组件、移载组件、UV预固化组件和下料组件。上料组件上设置有若干层叠设置的载板,上料组件用于将单个载板移动至载板周转台上,载板周转台用于承载单个载板,载板周转台位于LCM组装设备的支架放置工位处,LCM组装设备用于将支架放置于载板上,载板搬运组件用于将载板周转台上的载板搬运到移载组件上,移载组件用于将装有支架的载板移送到LCM组装设备的组装工位处,LCM组装设备进行LCM和支架的组装和点胶,下料组件用于取下装有LCM成品的载板。本发明的装置可以提升载板上下料效率和精度,进而提升LCM成品的组装效率和组装精度。
技术研发人员:曾强强,肖文强,陈振
受保护的技术使用者:江西联益光学有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!