复合灯具的制作方法
复合灯具
1.政府利益
2.本发明是在美国能源部授予的de-ee0008722下通过政府支持来进行的。政府具有本发明的某些权利。
3.相关申请的交叉引用
4.本技术要求于2021年4月23日提交的美国临时专利申请第63/178930号的申请日期的权益,其公开内容全文并入本文。
技术领域
5.本公开涉及照明。更具体地讲,本公开涉及复合灯具。
背景技术:
6.环境问题和经济因素已经驱动了减小能量消耗的技术的发展。可实现显著能源节省的一个区域是灯具(例如,照明单元)的领域。传统上,灯具已经利用白炽灯泡来提供照明。虽然白炽灯泡提供足够的照明,但它们在相对较高的功耗和相对较短的使用寿命方面可能是不期望的。已知发光二极管(led)灯泡与等效流明的白炽灯泡相比消耗少约75%的能量,由此提供显著能源节省。另外,led灯泡持续的时间可长达等效白炽灯泡持续的时间的多至20倍。
7.通过在操作期间将led灯泡保持在85℃以下,可使led灯泡使用寿命最大化。虽然已知为led灯泡提供散热器以满足此操作目标,但当前的散热器在视觉上没有吸引力或者具有有限的有效性和设计灵活性。这些限制可部分地归因于已知的散热器制造工艺(诸如单一材料的浇铸和挤压)。
技术实现要素:
8.在一个实施方案中,公开了一种灯具,该灯具包括由第一材料构成的芯材和安装到该芯材的led照明装置。该灯具还包括由第二材料构成的外壳。该第二材料不同于该第一材料。该外壳包括其中接收该芯材的凹陷部。该外壳进一步包括翅片部件。
9.在另一个实施方案中,公开了一种制造灯具的方法,该方法包括由第一材料形成芯材,以及由不同于该第一材料的第二材料形成外壳。该外壳包括凹陷部。该方法还包括在该第一材料与该第二材料之间产生温差。将该芯材引入到该凹陷部中以将该芯材固定到该外壳上。将led照明装置固定在该芯材上。
10.在另一个实施方案中,公开了一种灯具,该灯具包括由第一材料构成的芯材。led照明装置安装到该芯材上。该灯具还包括由不同于该第一材料的第二材料构成的外壳。该外壳包括用于接收该芯材的凹陷部和翅片部件。该翅片部件从中央部件径向延伸。反射器固定到该外壳上。该反射器被配置为引导和聚焦由该led装置发射的光。
附图说明
11.在附图中,示出了结构,其与下面提供的详细描述一起描述了要求保护的发明的示例性实施方案。相同的元件用相同的附图标记标识。应当理解,被示为单个部件的元件可以用多个部件替换,并且被示为多个部件的元件可以用单个部件替换。附图未按比例绘制,并且出于说明的目的,可以夸大某些元件的比例。
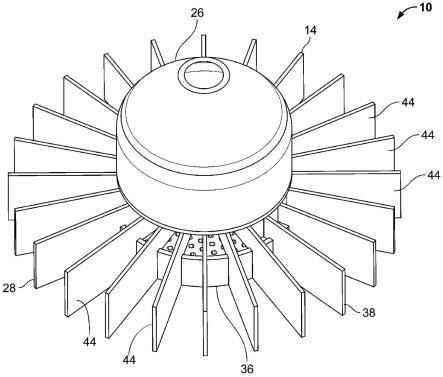
12.图1是led灯具的一个实施方案的透视图;
13.图2是图1的led灯具的另一透视图;
14.图3是移除了芯材的图1的led灯具的外壳的透视图;
15.图4是图1的led灯具的剖视图;
16.图5是led灯具的另一个实施方案的透视图;
17.图6是图5的led灯具的剖视图;并且
18.图7是示出制造led灯具的示例性方法的流程图。
具体实施方式
19.图1至图4示出了led灯具10的一个实施方案。灯具10沿中心轴线12延伸,并且包括外壳14和芯材16。芯材16从第一端18延伸到第二端20。在例示的实施方案中,芯材16基本上是圆柱形的。在另选的实施方案中,芯材可以设置为任何期望的形状。在一个实施方案中,芯材16由alsi10mg构成并且通过增材制造(或3d打印)工艺制造。在另选的实施方案中,芯材可由热导率大于34w/m-k的材料构成,包括例如铝合金和铜。在另选的实施方案中,芯材可以使用浇铸或挤压工艺制造。
20.在例示的实施方案中,多个通路22完全穿过芯材16从第一端18延伸至第二端20。多个通路22中的每个通路基本上平行于中心轴线12延伸并且具有基本上圆形的横截面。在另选的实施方案中,通路可以仅部分地延伸穿过芯材,或者可以完全省略。在另选的实施方案中,通路可以具有相对于中心轴线的任何期望取向,或者可以具有任何期望的横截面形状。在其他另选的实施方案中,led照明装置可以位于芯材上的任何位置,或者可以存在多于一个led照明装置。
21.led照明装置24安装到芯材16的第二端20上。led照明装置24位于芯材16的中心以便与中心轴线12对准。芯材16包括用于接收电线的通道(未示出),该电线向led照明装置24提供电力。在另选的实施方案中,可以从芯材中省略通道。
22.外壳14包括基座26和芯材接收部分28。外壳14的构成材料与芯材16的构成材料不同。在一个实施方案中,外壳14由热导率至少为4w/m-k的导热热塑性塑料构成,并且使用增材制造工艺制造。在另选的实施方案中,外壳可以由其他基础热塑性塑料、热固性材料和弹性体构成。在其他另选的实施方案中,外壳可以使用注塑成型、压缩成型或挤压工艺来制造。
23.在例示的实施方案中,基座26包括圆柱形部分30和圆锥形部分32。在另选的实施方案中,基座可以设置为任何期望的形状。圆锥形部分32设置在圆柱形部分30的第一端处。芯材接收部分28设置在圆柱形部分30的与该第一端相对的第二端处。led驱动器34设置在圆柱形部分30中。led驱动器34将输入电源转换为适合于led照明装置24的输出电源。在其他另选的实施方案中,led驱动器可以设置在led灯具中或灯具上的其他位置。
24.芯材接收部分28包括中央部件36和翅片部件38。中央部件36包括接收芯材16的凹陷部40。在例示的实施方案中,凹陷部40基本上是圆柱形的,以反映芯材16的基本上圆柱形的形状。在另选的实施方案中,凹陷部可以设置为任何期望的形状。芯材接收部分28、凹陷部40和芯材16的尺寸设定成并配置成使得当凹陷部40接收芯材16时,芯材16的第二端20与中央部件36的端面大体上齐平。在另选的实施方案中,芯材接收部分、凹陷部和芯材的尺寸可以设定成并配置成使得芯材的第二端从中央部件的端面凹入或延伸超出该端面。
25.中央部件36进一步包括多个通道(未示出)。这些通道在凹陷部40和芯材接收部分28所附接的基座26之间延伸。这些通道可以接收将led照明装置24与led驱动器34置于彼此之间的电连通中的电线。在另选的实施方案中,中央部件可以包括更多或更少数量的通道,或者可以省略这些通道。
26.翅片部件38包括多个离散翅片44。该翅片44从中央部件36径向延伸并且围绕整个中央部件36彼此等距间隔开。在例示的实施方案中,翅片44被布置成使得翅片部件38的外围形成基本上圆形的形状。在另选的实施方案中,翅片可以具有不等间距或者仅设置在中央部件的一部分上。在其他另选的实施方案中,翅片可以在径向之外的取向上从中央部件延伸。在其他另选的实施方案中,翅片可以被布置成使得翅片部件的外围形成任何期望的形状。
27.在例示的实施方案中,翅片部件38由各自具有基本上相同形状的翅片44构成。因此,对翅片44的描述将参考单个翅片进行。然而,在另选的实施方案中,翅片部件可以包括具有不同形状或布置的翅片。
28.翅片44被成形为直角矩形棱柱并且在第一端46和第二端48之间延伸。第一端46附接到中央部件36。翅片44包括通过第一次要侧表面54和第二次要侧表面2连接的第一主要侧表面50和第二主要侧表面52。翅片44布置在中央部件36上使得第一主要侧表面50和第二主要侧表面52基本上平行于led灯具10的中心轴线12延伸。在另选的实施方案中,翅片可以设置为任何期望的形状。在其他另选的实施方案中,翅片可以被布置成使得第一主要侧表面和第二主要侧表面与中心轴线不平行地延伸。
29.在led灯具10的操作期间,led照明装置24和led驱动器34均产生热量。芯材16由于其材料或其构造而具有相对较高的热导率。这种高热导率促进来自安装在芯材16上的led照明装置24的热量耗散。外壳14和芯材16将led灯具10和led照明装置24两者产生的热量耗散到周围环境中。翅片部件38增加了外壳14的表面积以及表面积与体积比,从而提高了led灯具10的热耗散性能。类似地,芯材16的通路22增加了芯材16的表面积以及表面积与体积比,从而进一步提高了热耗散性能。另外,通路22促进通过和围绕芯材16和外壳14的对流气流,从而更进一步提高了led灯具10的热耗散性能。
30.图5示出了led灯具110的另一个实施方案。图5的灯具110基本上类似于图1至图4的灯具10,不同之处在于本文所述的差异。因此,相似特征将通过增加了值“100”的相似数字来识别。
31.灯具110包括外壳114、芯材116和反射器180。芯材116基本上是圆柱形的并且在第一端与第二端之间延伸。多个通路(未示出)完全穿过芯材116从第一端延伸至第二端。led照明装置124安装到芯材116的第二端上。
32.外壳114包括基座126和芯材接收部分128。基座128基本上是圆柱形的并且容纳
led驱动器134。芯材接收部分128设置在基座126的端部处,并且包括中央部件136、翅片部件138和围栏部件182。中央部件136包括接收芯材116的凹陷部140。多个通道(未示出)设置在中央部件136中。这些通道可以接收将led照明装置124与led驱动器134置于彼此之间的电连通中的电线。
33.翅片部件138包括多个离散翅片144。翅片144从中央部件136径向延伸并且被布置成使得翅片部件138的外围形成基本上正方形的形状。围栏部件182围绕翅片部件138的外围而设置。围栏部件182将相邻翅片144的端部彼此互连并且形成基本上正方形的形状。围栏部件182可以提高翅片部件138的强度并且因此有助于提高led灯具110的整体稳健性。在另选的实施方案中,围栏部件可以将翅片的除端部之外的部位互连,或者可以被布置成形成任何期望的形状。
34.反射器180固定到外壳114的端部。反射器184包括附接部分186和光反射部分188。光反射部分188具有被布置成形成大体上四方锥体形状的多个壁190,并且包括第一开口端192和第二开口端194。附接部分186围绕第一开口端192而设置并且与反射器180成一体。附接部分186将反射器180固定到外壳114上。根据一个示例性实施方案,附接部分186设置为一对弹性臂196,该一对弹性臂与设置在外壳114的芯材接收部分128的端面上的凹陷部198接合。在另选的实施方案中,附接部分可以是任何期望的装置。在其他另选的实施方案中,可以省略附接部分,并且可以使用粘合剂、机械紧固件或任何其他期望的附接装置将反射器附接到外壳上。
35.当反射器180附接到外壳114时,led照明装置124被接收在第一开口端192中。在led灯具110的操作期间,反射器180以期望的方式引导和聚焦由led照明装置124发射的光。在另选的实施方案中,可以改变反射器的设计参数以提供具有期望照明特性的灯具。例如,反射器可被设计成提供具有相对较高强度的相对较窄光束,或者可被设计成提供具有相对较低强度的相对较宽光束。
36.虽然已经在图1至图6中示出和描述了离散实施方案和变型,但所公开的特征并不专属于每个所描述的实施方案。相反,可根据需要将各种特征组合在灯具中。例如,图5和图6的反射器可以与图1至图4的灯具一起使用。又如,图5和图6的围栏可以与图1至图4的灯具一起使用。
37.在图1至图4的灯具和图5和图6的灯具中,外壳14、114可以使用增材制造(也称为3d打印)工艺制造。增材制造是由此通过沉积连续的材料层来产生对象的过程。材料层的沉积可由读取计算机辅助设计文件的计算机控制。增材制造工艺的类别包括vat光聚合、材料喷射、粘结剂喷射、粉末床融合、材料挤压、定向能量沉积和片材层压。增材制造工艺使得能够制造具有不可能或难以使用更传统制造技术(诸如模制、挤压、浇铸或机加工)产生的形状因数的外壳。
38.参考图7,描述了一种制造灯具的方法。在705处,芯材由第一材料形成并且具有第一宽度。根据一个实施方案,芯材基本上是圆柱形的,并且该第一宽度对应于芯材的直径。根据一个实施方案,该第一材料是金属材料,并且该芯材使用增材制造工艺,诸如直接金属激光熔化或金属粘结剂喷射形成。芯材可以根据上文所描述并且图1至图4或图5和图6中示出的芯材来构造。在另选的实施方案中,芯材可以设置为任何期望的形状。在其他另选的实施方案中,第一材料可以是任何期望的材料,并且芯材可以使用任何期望的工艺制造。
39.在710处,外壳由第二材料形成。该第二材料不同于第一材料。根据一个实施方案,外壳包括具有第二宽度的凹陷部。根据一个实施方案,该凹陷部基本上是圆柱形的,并且该第二宽度对应于凹陷部的直径。根据一个实施方案,该第二宽度小于第一宽度。根据一个实施方案,该第二材料是热塑性弹性体,并且外壳使用增材制造工艺来形成。外壳可以根据上文所描述并且图1至图4或图5和图6中示出的外壳来配置。在另选的实施方案中,外壳可以设置为任何期望的形状。在其他另选的实施方案中,第二宽度可以大于或等于第一宽度。在其他另选的实施方案中,第二材料可以是任何期望的材料,并且外壳可以使用任何期望的工艺制造。
40.在715处,将芯材固定到外壳上。根据一个实施方案,固定的步骤涉及在芯材与外壳之间产生温差。例如,可以将芯材加热到低于第一材料的熔点但高于第二材料的熔点的温度。在该芯材处于升高的温度下时,将芯材引入到凹陷部中。由于凹陷部的宽度小于芯材的宽度,因此芯材最初被阻止插入到凹陷部中。然而,芯材的升高温度使外壳的一部分熔化,从而产生用于将芯材插入到凹陷部中的间隙。一旦芯材冷却,该芯材就保留在凹陷部中,因此该芯材被固定到外壳上。
41.又如,可以冷却芯材。由于负热膨胀,芯材的宽度减小,以便小于凹陷部的宽度。在保持降低温度的同时,将芯材引入到凹陷部中。由于正热膨胀,一旦芯材温度增加,芯材将保留在凹陷部中,因此该芯材被固定到外壳上。已经发现,在这种方法下,外壳可以在不使用粘合剂的情况下保留芯材。然而,在另选的实施方案中,可以使用任何期望的方法将芯材固定到外壳上。例如,可以使用粘合剂或机械紧固件、热界面材料或摩擦焊接将芯材固定到外壳上。在其他另选的实施方案中,可以通过加热或冷却芯材来实现温差。
42.在720处,最终完成灯具的装配。最终完成可以包括例如将led照明装置附接到芯材,设置用于led照明装置的led驱动器,以及在led照明装置与led驱动器之间建立电气连接。
43.使用不同材料制造led并且使用不同制造技术提供若干有益效果。使用热塑性弹性体和增材制造工艺制造外壳使得能够制造具有不可能或难以使用更传统制造技术(诸如模制、挤压、浇铸或机加工)产生的形状因数的灯具。与仅使用导热聚合物制造的灯具相比,使用金属材料形成芯材可以提供更高的功率能力。此外,与仅使用增材制造工艺形成的灯具相比,使用通过诸如浇铸之类更传统的制造方法形成的金属芯与用于形成外壳的增材制造工艺相结合,降低了制造成本。
44.在说明书或权利要求书中使用术语“包括(includes)”或“包括(including)”的程度上,其旨在以类似于术语“包括(comprising)”的方式为包括性的,如该术语在权利要求中被用作过渡词时进行解释的。此外,在使用术语“或”(例如,a或b)的程度上,其旨在表示“a或b或两者”。当申请人打算指示“仅a或b但不是两者”时,将采用术语“仅a或b但不是两者”。因此,术语“或”在本文中的使用是包括性的,而不是排他性的。参见bryan a.garner,a dictionary of modern legal usage 624(2d.ed.1995)(《现代法律用语词典624》(第2版,1995年)。此外,在说明书或权利要求书中使用术语“在
…
中”或“到
…
中”的程度上,其旨在另外表示“在
…
上”或“到
…
上”。此外,在说明书或权利要求书中使用术语“连接”的程度上,其旨在不仅表示“直接连接到”,而且还表示“间接地连接到”,诸如通过另一个或多个部件连接。
45.虽然已经通过本技术的实施方案的描述说明了本技术,并且虽然已经相当详细地描述了实施方案,但是申请人的意图不是将所附权利要求的范围制约或以任何方式限制于此类细节。本领域技术人员将易于想到附加优点和修改。因此,本技术在其更广泛的方面不限于所示出和描述的具体细节、代表性装置和方法、以及说明性示例。例如,尽管灯具已被描述为利用led描述,但类似的概念可应用于使用白炽灯泡或紧凑型荧光灯的灯具。因此,在不脱离申请人的一般发明概念的精神或范围的情况下,可以偏离此类细节。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1