环保灯罩及其制作工艺的制作方法
本发明涉及灯具,具体为环保灯罩及其制作工艺。
背景技术:
1、纸浆模塑是一种立体造纸技术。它以废纸为原料,在模塑机上由特殊的模具塑造出一定形状的纸制品。
2、但是纸浆模塑技术运用场景多为工业缓冲包装,目前传统的灯罩制作还在采用传统的纸塑湿压后干燥成型的制作工艺,这种工艺不仅在生产后期需要进行去毛边操作,费事费力,制模效率低下,同时对纸模的密度、挺度和强度难以把控。
技术实现思路
1、本发明的目的在于提供环保灯罩及其制作工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
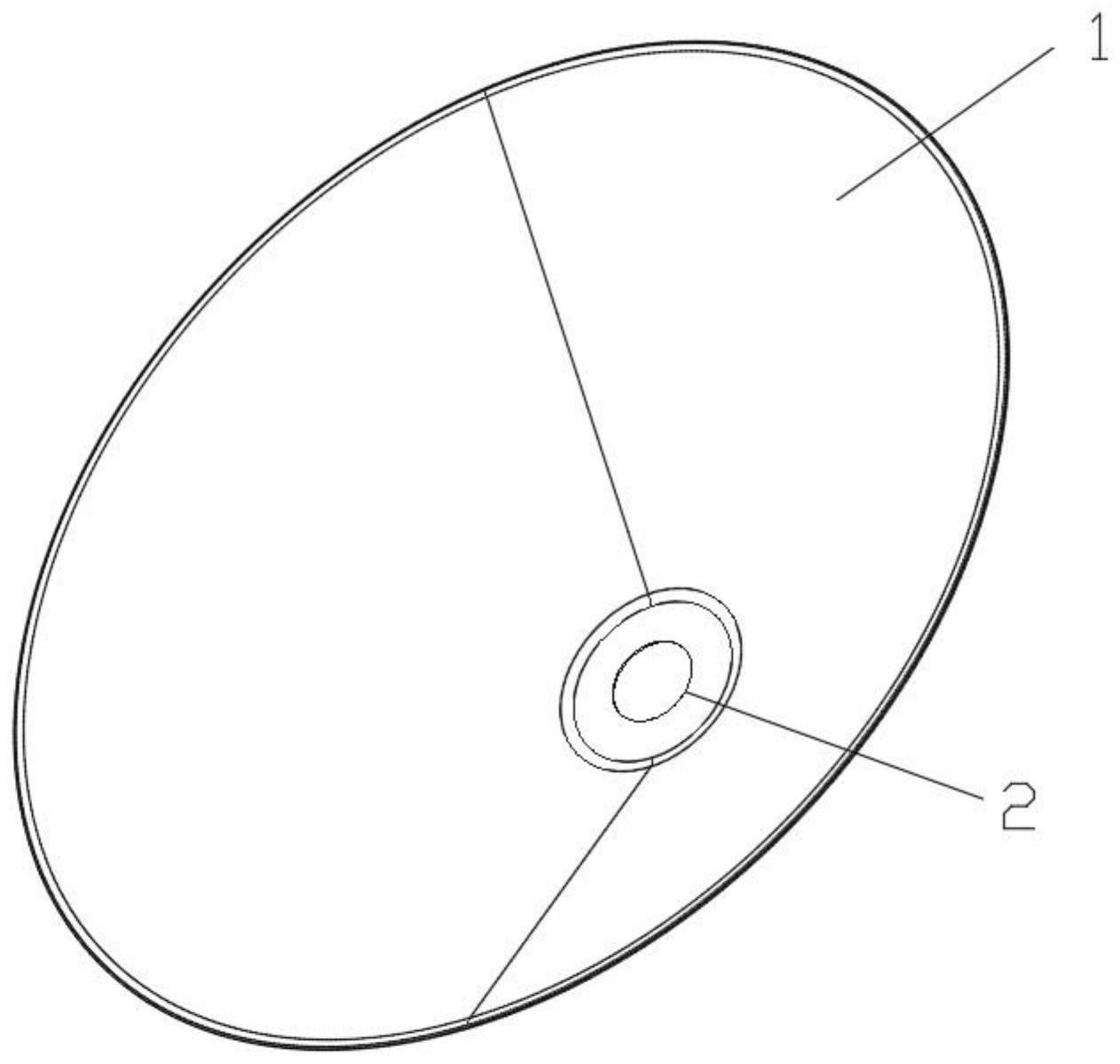
3、环保灯罩,包括灯罩罩面以及安装孔,所述灯罩罩面顶部开设有安装孔;
4、所述灯罩罩面通过原木浆或甘蔗浆材质混合后纸塑湿压并通过纸浆模塑一次成型;
5、所述灯罩罩面呈圆锥结构,且所述灯罩罩面顶面的安装孔的切面与灯罩罩面底面互相平行;
6、所述灯罩罩面的中垂线与其底面呈90°角,且沿所述灯罩罩面中线任意方向切割的灯罩罩面的两个切割边之间呈135°夹角。
7、环保灯罩的制作工艺,包括以下步骤:
8、s1.原料配比:按照重量组分称选以下原料,去离子水150份-300份、原木浆50份-70份、甘蔗浆45份-60份、竹浆10份-15份、增强剂15份-20份以及抗氧化剂3份-5份;
9、s2.原料混合:将上述称重配比后的去离子水150份-300份、原木浆50份-70份、甘蔗浆45份-60份以及竹浆10份-15份依次加入碎浆机中;
10、s3.制浆:首先调整碎浆机的转速为90rpm、工作时间为45min,将步骤s2中加入的去离子水150份-300份、原木浆50份-70份、甘蔗浆45份-60份以及竹浆10份-15份进行搅拌,再调整碎浆机的转速为350rpm、工作时间为30min,并加入增强剂15份-20份,最后调整碎浆机的转速为200rpm以及工作时间为20min,并加入抗氧化剂3份-5份,最后调整的工作时间结束后,获得浆液;
11、s4.纸塑湿压:通过真空成型的湿压生产工艺的成型方法将上述步骤中制的的浆液进行模内成型,并获得湿纸模;
12、s5.纸浆模塑:将湿纸模在模塑机上利用灯罩的特种模具塑造出灯罩;
13、s6.包装:将步骤s5中制作而来的灯罩进行处理后堆叠包装。
14、作为优选,所述步骤s1中的原木浆、甘蔗浆以及竹浆均通过水力碎浆机把原料浆板碎解成纤维浆料,再将碎解的纤维浆料进行筛选和除砂的净化处理,然后通过磨浆机将纤维适当分丝帚化。
15、作为优选,所述步骤s2中,对去离子水150份-300份、原木浆50份-70份、甘蔗浆45份-60份以及竹浆10份-15份进行搅拌时需要再20℃的环境下进行,添加增强剂15份-20份时需要再45℃的环境下进行,加入抗氧化剂3份-5份时需要在30℃的环境下进行。
16、作为优选,所述步骤s4中的真空成型的湿压生产工艺为将浆液中的带滤网模具的下模内腔抽真空,在负压下保持20min,然后将步骤s3中浆液中的纤维吸附在下模的外表面上,在冲头挤压或压缩空气施压下,经过20min浆液中的纤维被压附在下模内表面上,同时水分被挤出而形成湿纸模。
17、作为优选,所述步骤s6中通过紫外线对塑造出的灯罩进行消毒处理,最后进行堆垛以及包装流程。
18、与现有技术相比,本发明的有益效果是:本申请中的灯罩通过纸浆模塑技术制成,较传统的纸塑湿压后干燥成型的制作工艺而言效率更高,避免了传统的纸塑湿压后干燥成型的制作工艺中的后期去毛边操作,同时本申请以原木浆、甘蔗浆以及竹浆为原料,在模塑机上由灯罩模具塑造出的灯罩,具有制作材料来源广泛、成本低、制作工艺流程中没有化学试剂的参与,对环境完全无害,同时具有可回收再生利用的优点。
技术特征:
1.环保灯罩,包括灯罩罩面(1)以及安装孔(2),其特征在于,所述灯罩罩面(1)顶部开设有安装孔(2);
2.根据权利要求1所述的环保灯罩的制作工艺,其特征在于,包括以下步骤:
3.根据权利要求2所述的环保灯罩的制作工艺,其特征在于:所述步骤s1中的原木浆、甘蔗浆以及竹浆均通过水力碎浆机把原料浆板碎解成纤维浆料,再将碎解的纤维浆料进行筛选和除砂的净化处理,然后通过磨浆机将纤维适当分丝帚化。
4.根据权利要求2所述的环保灯罩的制作工艺,其特征在于:所述步骤s2中,对去离子水150份-300份、原木浆50份-70份、甘蔗浆45份-60份以及竹浆10份-15份进行搅拌时需要再20℃的环境下进行,添加增强剂15份-20份时需要再45℃的环境下进行,加入抗氧化剂3份-5份时需要在30℃的环境下进行。
5.根据权利要求2所述的环保灯罩的制作工艺,其特征在于:所述步骤s4中的真空成型的湿压生产工艺为将浆液中的带滤网模具的下模内腔抽真空,在负压下保持20min,然后将步骤s3中浆液中的纤维吸附在下模的外表面上,在冲头挤压或压缩空气施压下,经过20min浆液中的纤维被压附在下模内表面上,同时水分被挤出而形成湿纸模。
6.根据权利要求2所述的环保灯罩的制作工艺,其特征在于:所述步骤s6中通过紫外线对塑造出的灯罩进行消毒处理,最后进行堆垛以及包装流程。
技术总结
本发明公开了环保灯罩及其制作工艺,包括灯罩罩面以及安装孔,所述灯罩罩面顶部开设有安装孔;所述灯罩罩面通过原木浆或甘蔗浆材质混合后纸塑湿压并通过纸浆模塑一次成型;所述灯罩罩面呈圆锥结构,且所述灯罩罩面顶面的安装孔的切面与灯罩罩面底面互相平行,本发明的有益效果是:本申请中的灯罩通过纸浆模塑技术制成,较传统的纸塑湿压后干燥成型的制作工艺而言效率更高,避免了传统的纸塑湿压后干燥成型的制作工艺中的后期去毛边操作,同时本申请以原木浆、甘蔗浆以及竹浆为原料,在模塑机上由灯罩模具塑造出的灯罩,具有制作材料来源广泛、成本低、制作工艺流程中没有化学试剂的参与,对环境完全无害,同时具有可回收再生利用的优点。
技术研发人员:王书红
受保护的技术使用者:中山市创汇环保包装材料有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!