一种H型钢构件对接方法与流程
一种h型钢构件对接方法
技术领域
[0001]
本发明涉及焊接技术领域,具体来说,涉及一种h型钢构件对接方法。
背景技术:
[0002]
在钢结构工程项目施工中,主体结构会应用到大量的h型钢构件,规格尺寸范围众多,h型钢构件加工所需钢板进货定尺长度出于运输安全便捷方面考虑一般为6米左右,在主体结构构件加工制作时,因进货长度因素,需要进行同种规格尺寸h型钢的对接,以满足工程长度所需。
[0003]
h型钢构件拼接时一般采用一字型直缝或45
°
斜缝对接,一字型直缝焊缝强度,低于母材强或f
vw
度,达不到等强对接要求,降低了工程质量要求;45
°
斜缝(当tgθ≤1.5时,焊缝承载力不低于母材)对接增加了母材长度用量,使得母材损耗量加大,造成材料损失浪费,增加了施工成本,尤其是在材料提取量刚够状况下,重新报取材料计划浪费进货周期长,严重影响施工进度的顺利进行。
技术实现要素:
[0004]
本发明的目的是针对现有技术存在的不足,提供一种h型钢构件对接方法。
[0005]
上述目的是通过下述方案实现的:
[0006]
一种h型钢构件对接方法,其特征在于,所述对接方法包括以下步骤:
[0007]
(1)将需对接的一根工字h型钢上下两块翼缘端部分别开设单边坡口,与另一根h型钢端部抄平定位后进行翼缘与翼缘、腹板与腹板的对接焊接施工,形成翼缘对接焊缝和腹板对接焊缝;
[0008]
(2)根据h型钢腹板高度切割两块加强钢板,并对两块加强钢板四周开设单边坡口;
[0009]
(3)将开设过单边坡口的加强钢板四周采用贴边角焊缝的形式对称焊接于需对接处h型钢腹板两侧;
[0010]
(4)进行探伤打磨修整处理,完成h型钢的对接。
[0011]
本发明的有益效果:本发明的h型钢构件对接方法具有加工制作简单,施工操作方便快捷,安全稳固,费用低廉,设置的焊缝强度既不低于母材强度,也未增加母材使用长度用量,提高了施工效率,节约了施工成本,解决了现有技术型钢构件对接的不足,做到了保质降本的施工需求。确保了结构工程安全及施工进度质量的顺利实施,达到了安全施工的社会效益和经济效益。可广泛应用于h型钢梁、柱、檩条、支撑及系杆的加工制作领域。
附图说明
[0012]
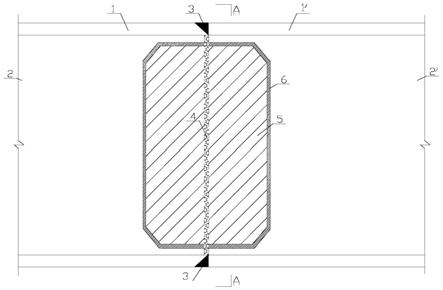
图1是本发明的焊接两根h型钢的示意图;
[0013]
图2是图1的a-a向视图。
具体实施方式
[0014]
本发明的h型钢构件对接方法包括以下步骤:
[0015]
(1)将需对接的一根h型钢1上下两块翼缘端部分别开设坡口,与另一根h型钢1’端部抄平定位后分别进行翼缘1与翼缘1’、腹板2与腹板2’的对接焊接施工,形成翼缘对接焊缝3和腹板对接焊缝4;
[0016]
(2)根据h型钢腹板高度切割两块加强钢板5(宽度应小于腹板高度2~4毫米以便于焊枪伸入施焊),并对两块加强钢板5四周开设单边坡口;
[0017]
(3)将开设过单边坡口的加强钢板5四周采用贴边角焊缝6的形式对称焊接于需对接处h型钢腹板2与2’两侧;
[0018]
(4)进行探伤打磨修整处理,完成h型钢的对接。
[0019]
本发明的对接方法具有加工制作简单,施工操作方便快捷,安全稳固,费用低廉,设置的焊缝强度既不低于母材强度,也未增加母材使用长度用量,提高了施工效率,节约了施工成本,解决了现有技术型钢构件对接的不足,做到了保质降本的施工需求。
[0020]
此外,本发明的h型钢构件对接方法也可拓展应用于工字钢(对接处一块腹板两侧加设两块加强钢板)、方钢(对接处两块腹板外侧各加设一块加强钢板)、槽钢(对接处一块腹板两侧加设两块加强钢板)等型钢对接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1