切割机以及切割方法与流程
1.本公开涉及自动化技术领域,特别涉及一种切割机以及切割方法。
背景技术:
2.通信领域中经常用到无线射频同轴电缆进行通信测试。测试过程中一般要将很长的电缆进行截断,得到多段较短的电缆。
3.目前,一般由工作人员手动对电缆按照需求的尺寸进行切割,得到多段电缆。
技术实现要素:
4.发明人发现:采用人工切割电缆的方式,每次切割都需要进行测量,定位,费时费力,工作效率低下,对操作人员体力有一定要求。容易造成误伤。
5.本公开所要解决的一个技术问题是:提出一种切割机,能够提高电缆切割的工作效率和安全性。
6.根据本公开的一些实施例,提供的一种切割机,包括:机架,以及设置于机架上的输送装置和切割装置;切割装置包括:切割平台和设置于切割平台正上方的切割部件;输送装置将待切割材料输送到切割平台上,切割部件向下运动与切割平台共同作用对待切割材料进行切割。
7.在一些实施例中,还包括:位于输送装置和切割平台之间的导向装置;导向装置具有容纳腔在输送过程中容纳待切割材料。
8.在一些实施例中,还包括:与切割装置连接的驱动装置;驱动装置驱动切割装置上下运动。
9.在一些实施例中,还包括:设置在输送装置的入口端第一检测装置;第一检测装置检测到待切割材料进入输送装置入口端,输送装置启动对待切割材料的输送。
10.在一些实施例中,还包括:设置在切割平台上沿着输送方向远离输送装置的一端的第二检测装置;第二检测装置检测待切割材料到达切割平台上沿着输送方向远离输送装置的一端,输送装置停止对待切割材料的输送。
11.在一些实施例中,输送装置包括:可转动的设置在机架上的第一辊轴和第二辊轴;第一辊轴和第二辊轴在竖直方向上间隔排列,待切割材料在输送过程中夹在第一辊轴和第二辊轴之间。
12.在一些实施例中,输送装置还包括:与第一辊轴的一端连接的第一电机;第一电机在第一检测装置检测到待切割材料进入第一辊轴和第二辊轴之间的情况下,沿着预设方向转动带动第一辊轴转动;第一电机在第二检测装置检测到待切割材料到达切割平台上沿着输送方向远离输送装置的一端的情况下,停止转动。
13.在一些实施例中,还包括:顶出装置;切割部件包括:第一容纳槽和切割刀:顶出装置设置于第一容纳槽内;顶出装置在切割完成后将切割的待切割材料从第一容纳槽中顶出。
14.在一些实施例中,还包括:顶出装置;切割平台包括:第二容纳槽和切割刀:顶出装置设置于第二容纳槽内;顶出装置在切割完成后将切割的待切割材料从第二容纳槽中顶出。
15.在一些实施例中,驱动装置包括:可转动的设置在机架上的左右旋丝杆,左右旋丝杆具有第一分段和第二分段,第一分段和第二分段的旋向相反;分别可转动的套在第一分段和第二分段上的第一螺母和第二螺母;连接第一螺母和切割部件的第一连接杆;以及连接第二螺母和切割部件的第二连接杆;左右旋丝杆沿第一方向转动,第一螺母和第二螺母的距离收缩,带动切割部件向下运动;左右旋丝杆沿第二方向转动,第一螺母和第二螺母的距离变大,带动切割部件向上运动。
16.在一些实施例中,还包括:设置在切割平台上沿着输送方向远离输送装置的一端的第二检测装置;驱动装置还包括:与左右旋丝杆一端连接的第二电机;第二检测装置检测待切割材料到达切割平台上沿着输送方向远离输送装置的一端,第二电机沿第一方向转动。
17.在一些实施例中,还包括:耦合设置的控制器;控制器控制输送装置和切割装置动作。
18.在一些实施例中,控制器包括:计数器;计数器记录切割装置的切割次数;输送装置在切割次数达到阈值的情况下,将待切割材料移出。
19.根据本公开的一些实施例,提供的一种切割方法,包括:切割机的输送装置将待切割材料输送到切割装置的切割平台上;切割机的切割装置的切割部件向下运动与切割平台共同作用对待切割材料进行切割。
20.在一些实施例中,还包括:第一检测装置检测待切割材料是否进入输送装置入口端;在第一检测装置检测到待切割材料进入输送装置入口端的情况下,输送装置启动对待切割材料的输送。
21.在一些实施例中,还包括:第二检测装置检测待切割材料是否到达切割平台上沿着输送方向远离输送装置的一端;在第二检测装置检测待切割材料到达切割平台上沿着输送方向远离输送装置的一端的情况下,输送装置停止对待切割材料的输送。
22.在一些实施例中,在第一检测装置检测到待切割材料进入输送装置入口端的情况下,输送装置启动对待切割材料的输送包括:在第一检测装置检测到待切割材料进入输送装置的第一辊轴和第二辊轴之间的情况下,与第一辊轴的一端连接的第一电机沿着预设方向转动带动第一辊轴转动,以便对待切割材料进行输送;在第二检测装置检测待切割材料到达切割平台上沿着输送方向远离输送装置的一端的情况下,输送装置停止对待切割材料的输送包括:在第二检测装置检测到待切割材料到达切割平台上沿着输送方向远离输送装置的一端的情况下,第一电机停止转动,以停止对待切割材料的输送。
23.在一些实施例中,还包括:第二检测装置检测待切割材料是否到达切割平台上沿着输送方向远离输送装置的一端;切割装置的切割部件向下运动包括:在第二检测装置检测待切割材料到达切割平台上沿着输送方向远离输送装置的一端的情况下,驱动装置中的第二电机沿第一方向转动,带动切割部件向下运动。
24.在一些实施例中,控制器控制输送装置将待切割材料输送到切割装置的切割平台上;控制器控制切割装置的切割部件向下运动与切割平台共同作用对待切割材料进行切
割。
25.在一些实施例中,还包括:控制器中的计数器记录切割装置的切割次数;在切割次数达到阈值的情况下,控制器控制输送装置将待切割材料移出。
26.本公开的切割机包括机架,以及设置于机架上的输送装置和切割装置;输送装置可以将待切割材料输送到所切割装置的切割平台上,切割部件向下运动与切割平台共同作用对待切割材料进行切割。切割装置的切割部件向下运动与切割平台共同作用对待切割材料进行切割。本公开的切割机可以实现自动对电缆进行切割,提高电缆切割的工作效率和安全性。
27.通过以下参照附图对本公开的示例性实施例的详细描述,本公开的其它特征及其优点将会变得清楚。
附图说明
28.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
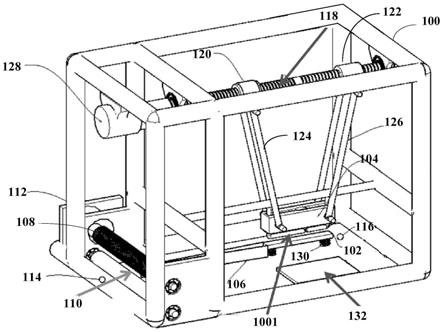
29.图1示出本公开的一些实施例的切割机的结构示意图。
30.图2示出本公开的一些实施例的容纳槽的结构示意图。
31.图3示出本公开的一些实施例的顶出装置的结构示意图。
32.图4示出本公开的另一些实施例的切割机的结构示意图。
33.图5示出本公开的一些实施例的切割方法的流程示意图。
34.图6示出本公开的另一些实施例的切割方法的流程示意图。
具体实施方式
35.下面将结合本公开实施例中的附图,对本公开实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。基于本公开中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
36.本公开提出一种切割机,下面结合图1进行描述。
37.图1为本公开切割机的一些实施例的结构图。如图1所示,该实施例的切割机10包括:机架100,设置于机架上的输送装置和切割装置。切割装置包括:切割平台102和设置于切割平台102正上方的切割部件104。
38.输送装置将待切割材料输送到切割平台102上,切割部件104向下运动与切割平台102共同作用对待切割材料进行切割。输送装置沿着输送方向向前可以设置切割平台102。
39.在一些实施例中,切割机10还包括位于输送装置和切割平台102之间的导向装置106。导向装置106具有容纳腔在输送过程中容纳待切割材料。例如,导向装置106的容纳腔的顶部开口的截面为三角形或矩形等。导向装置106可以包括两片导向板,两片导向板成一定角度连接设置,形成的容纳腔截面为三角形。或者,两片导向板成平行设置,形成的容纳
腔截面为矩形。导向装置可以防止待切割材料在输送过程中偏离切割装置,起到定位的作用。
40.下面具体描述输送装置的结构。
41.在一些实施例中,输送装置包括:可转动的设置在机架100上的第一辊轴108和第二辊轴110;第一辊轴108和第二辊轴110在竖直方向上间隔排列,待切割材料夹在第一辊轴108和第二辊轴110之间。第一辊轴108和第二辊轴110表面覆有防滑材料,例如,橡胶等材料。第一辊轴108和第二辊轴110转动依靠摩擦力带动待切割材料延输送方向向前输送。第一辊轴108和第二辊轴110的在竖直方向上的上下位置关系可以根据实际需求设定,即第一辊轴108在竖直方向上可以位于第二辊轴110的下方,或者上方,在此不做限定。
42.在一些实施例中,输送装置还包括:与第一辊轴108的一端连接的第一电机112。第一电机112可以设置在机架100上。第一电机112可以通过联轴器等器件与第一辊轴108的一端连接,第一辊轴108的另一端可以通过可转动部件(例如,轴承等)与机架100连接。第二辊轴110的两端可以分别通过可转动部件(例如,轴承等)与机架100连接。
43.在一些实施例中,切割机10还包括:设置在输送装置的入口端的第一检测装置114。第一检测装置114例如为传感器。传感器可以是红外对管、电容式接近开关、带长柄的点触开关等,不限于所举实例。第一检测装置114检测到待切割材料进入输送装置入口端,输送装置启动对待切割材料的输送。
44.第一检测装置114例如在沿输送方向上设置在第一辊轴108和第二辊轴110之前。第一电机112在第一检测装置114检测到待切割材料进入第一辊轴108和第二辊轴110之间的情况下,沿着预设方向转动带动第一辊轴108转动,从而对待切割材料进行输送。例如,第一红外对管检测到有物体覆盖时,第一电机带动第一辊轴转动,同时第二辊轴连带转动,通过导向装置,把待切割材料带入切割装置内。
45.在一些实施例中,切割机10还包括:设置在切割平台102上沿着输送方向远离输送装置的一端的第二检测装置116。第二检测装置116例如为传感器。传感器可以是红外对管等,不限于所举实例。第二检测装置116用于检测待切割材料到达切割平台102的末端。
46.第二检测装置116检测待切割材料到达切割平台102上沿着输送方向远离输送装置的一端,输送装置停止对待切割材料的输送。第一电机112在第二检测装置116检测到待切割材料到达切割平台102上沿着输送方向远离输送装置的一端的情况下,停止转动。待切割材料停止输送后,切割装置启动对待切割材料进行切割。例如,当第二红外对管检测到有物体覆盖时,第一电机停止转动。
47.在一些实施例中,切割机10还包括:与切割装置连接的驱动装置;驱动装置驱动切割装置上下运动。驱动装置可以与切割部件104连接,驱动切割部件104上下运动。
48.下面具体描述驱动装置的结构。
49.在一些实施例中,驱动装置包括:可转动的设置在机架100上的左右旋丝杆118,左右旋丝杆118具有第一分段和第二分段,第一分段和第二分段的旋向相反;分别可转动的套在第一分段和第二分段上的第一螺母120和第二螺母122;连接第一螺母120和切割部件104的第一连接杆124,连接第二螺母122和切割部件104的第二连接杆126。
50.左右旋丝杆118的两端可以分别通过转动部件(例如,轴承等)与机架100连接。第一螺母120和第二螺母122分别与第一分段和第二分段的旋向相匹配。第一螺母120和第二
螺母122例如分别为正牙螺母和反牙螺母。第一连接杆124可以为一根或多根,每根第一连接杆124的一端连接第一螺母120,另一端连接切割部件104。例如,第一连接杆124为两根,分别连接切割部件104的两个顶角。第二连接杆126可以为一根或多根,每根第二连接杆126的一端连接第一螺母120,另一端连接切割部件104。例如,第二连接杆126为两根,分别连接切割部件104的另外两个顶角。
51.左右旋丝杆118沿第一方向(例如顺时针)转动,第一螺母120和第二螺母122的距离收缩,带动切割部件104向下运动;左右旋丝118杆沿第二方向(例如逆时针)转动,第一螺母120和第二螺母122的距离变大,带动切割部件104向上运动。
52.在一些实施例中,驱动装置还包括:与左右旋丝杆118一端连接的第二电机128。第二电机128沿第一方向转动或沿某一预设方向转动可以带动左右旋丝杆118沿第一方向转动。例如,第二检测装置116检测待切割材料到达切割平台102上沿着输送方向远离输送装置的一端,第二电机128沿第一方向转动。第二电机在转动预设圈数后,沿反方向转动,带动左右旋丝杆118沿第二方向转动,使切割部件104恢复原始高度。
53.下面具体描述切割装置的结构。
54.在一些实施例中,如图1所示,切割平台102为承载板,切割部件104上设置切割刀。待切割材料被输送到切割平台上,切割部件104向下运动,切割刀下压对待切割材料进行切割。
55.进一步,如图2所示,切割部件104可以设置第一容纳槽1041,第一容纳槽1041可以为条形槽或者其他与待切割材料的形状相匹配的槽。切割刀可以设置在第一容纳槽1041内部边缘,例如,设置在第一容纳槽1041内沿输送方向的两端,切割刀可以凸出于第一容纳槽1041的开口边缘。切割部件104向下运动,切割刀下压对待切割材料进行切割,待切割材料嵌入第一容纳槽1041。
56.进一步,切割机10还包括:顶出装置。顶出装置可以设置于第一容纳槽1041内。顶出装置在切割完成后将切割的待切割材料从第一容纳槽1041中顶出。如图3所示,顶出装置可以包括:顶出部件1001(例如为顶针),第一弹性部件1002(例如为弹簧),顶出部件1001和第一弹性部件1002连接,例如可以通过连接板1003连接。第一弹性部件1002连接第一容纳槽1041内部顶面。切割部件104向下运动,切割刀下压对待切割材料进行切割,待切割材料嵌入第一容纳槽1041,第一弹性部件1002被压形变,顶出部件1001进入第一容纳槽1041内部。切割部件104向上运动,第一弹性部件1002恢复形变,将切割的待切割材料弹出。利用切割部件104运行的高度差可自动从切割部件104中把切割的待切割材料顶出。顶出部件1001的高度可以在竖直方向上低于切割部件104的初始化高度。每次切割完成,顶出部件会自动把待切割材料顶出,不需要额外动作。
57.进一步,切割平台102底部可以设置第二弹性部件130。
58.在另一些实施例中,如图4所示,切割部件104包括冲压板1042,切割平台102上设置切割刀。待切割材料被输送到切割平台上,切割部件104向下运动,下压待切割材料使切割刀对待切割材料进行切割。
59.进一步,切割平台102可以采用与图2中类似的结构,可以设置第二容纳槽,第二容纳槽可以为条形槽或者其他与待切割材料的形状相匹配的槽。切割刀可以设置在第二容纳槽内部边缘,例如,设置在第二容纳槽内沿输送方向的两端,切割刀可以凸出于第二容纳槽
的开口边缘。切割部件104向下运动,下压待切割材料使切割刀对待切割材料进行切割,待切割材料嵌入第二容纳槽。
60.进一步,冲压板1042为矩形,与输送方向垂直的两边可以设置卡板1043,冲压板1042向下运动,卡板1043与切割平台两边贴合向下运动。
61.进一步,顶出装置可以设置于第二容纳槽内。顶出装置在切割完成后将切割的待切割材料从第二容纳槽中顶出。如图3所示,顶出装置可以采用与顶出装置相似的结构。顶出装置可以包括:顶出部件1001(例如为顶针),第一弹性部件1002(例如为弹簧),顶出部件1001和第一弹性部件1002连接,例如可以通过连接板1003连接。第一弹性部件1002连接第二容纳槽内部底面。切割部件104向下运动,下压待切割材料使切割刀对待切割材料进行切割,待切割材料嵌入第二容纳槽,第一弹性部件1002被压形变,顶出部件1001进入第二容纳槽内部。切割部件104向上运动,第一弹性部件1002恢复形变,将切割的待切割材料弹出。利用切割部件104运行的高度差可自动从切割部件104中把切割的待切割材料顶出。顶出部件1001的高度可以在竖直方向上高于切割平台102的初始化高度。每次切割完成,顶出部件会自动把待切割材料顶出,不需要额外动作。
62.在一些实施例中,切割机10还包括:耦合设置的控制器132。控制器132控制输送装置和切割装置动作。控制器132可以与输送装置,切割装置,第一检测装置,第二检测装置电连接。
63.进一步,控制器132包括:计数器;计数器记录切割装置的切割次数;输送装置在切割次数达到阈值的情况下,将待切割材料移出。第一电机112可以在计数器达到阈值的情况下,沿与预设方向相反的方向转动,从而带动第一辊轴108和第二辊轴110转动,将待切割材料移出。第一检测装置114检测到待切割材料移出后,第一电机112停止转动。
64.上述实施例的切割机包括机架,以及设置于机架上的输送装置和切割装置;输送装置可以将待切割材料输送到所切割装置的切割平台上,切割部件向下运动与切割平台共同作用对待切割材料进行切割。切割装置的切割部件向下运动与切割平台共同作用对待切割材料进行切割。上述实施例的切割机可以实现自动对电缆进行切割,提高电缆切割的工作效率和安全性。上述实施例的切割机结构简单,运行可靠,造价成本低;可自动顶出待切割材料;不需要把待切割材料压成平面再进行加工处理;利用待切割材料的形状特性进料过程中可自动定位;施加给切割装置的作用力是线性的减少了切割装置的崩口概率。
65.下面结合图5描述本公开的切割机的工作过程。
66.图5为本公开切割方法一些实施例的流程图。如图5所示,该实施例的方法包括:步骤s502~s504。
67.在步骤s502中,切割机的输送装置将待切割材料输送到切割装置的切割平台上。
68.在步骤s504中,切割机的切割装置的切割部件向下运动与切割平台共同作用对待切割材料进行切割。
69.下面结合图6描述本公开切割方法的另一些实施例。
70.图6为本公开切割方法另一些实施例的流程图。如图6所示,该实施例的方法包括:步骤s602~s616。
71.在步骤s602中,第一检测装置检测待切割材料是否进入输送装置入口端,如果是,则执行步骤s604,否则,重复执行步骤s602。
72.在步骤s604中,输送装置启动对待切割材料的输送。
73.在一些实施例中,在第一检测装置检测到待切割材料进入输送装置的第一辊轴和第二辊轴之间的情况下,与第一辊轴的一端连接的第一电机沿着预设方向转动带动第一辊轴转动,以便对待切割材料进行输送。
74.在步骤s606中,第二检测装置检测待切割材料是否到达切割平台上沿着输送方向远离输送装置的一端,如果是,执行步骤s608,否则,重复执行步骤s606。
75.在步骤s608中,输送装置停止对待切割材料的输送。
76.在一些实施例中,在第二检测装置检测到待切割材料到达切割平台上沿着输送方向远离输送装置的一端的情况下,第一电机停止转动,以停止对待切割材料的输送。
77.在步骤s610中,驱动装置驱动切割部件向下运动,对待切割材料进行切割。
78.在第二检测装置检测待切割材料到达切割平台上沿着输送方向远离输送装置的一端的情况下,驱动装置中的第二电机沿第一方向转动,带动切割部件向下运动。
79.在步骤s612中,响应于一次切割完成,驱动装置驱动切割部件向上运动。
80.例如,驱动装置中的第二电机沿第二方向转动,带动切割部件向下运动。进一步,顶出装置可以将切割的待切割材料顶出。
81.在步骤s614中,控制器中的计数器记录切割装置的切割次数,判断切割次数是否达到阈值,如果是,则执行步骤s616,否则,返回步骤s604重新开始执行。
82.在步骤s616中,输送装置将待切割材料移出。
83.例如,输送装置的第一电机沿着与预设方向相反的方向转动,带动第一辊轴和第二辊轴转动将待切割材料移出。
84.控制控制器可以接收第一检测装置和第二检测装置的信号,控制输送装置和切割装置动作,例如,控制输送装置将待切割材料输送到切割装置的切割平台上;控制切割装置的切割部件向下运动与切割平台共同作用对待切割材料进行切割。
85.本领域内的技术人员应当明白,本公开的实施例可提供为方法、系统、或计算机程序产品。因此,本公开可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本公开可采用在一个或多个其中包含有计算机可用程序代码的计算机可用非瞬时性存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
86.本公开是参照根据本公开实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解为可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
87.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
88.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
89.以上所述仅为本公开的较佳实施例,并不用以限制本公开,凡在本公开的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本公开的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1