一种法兰加工机的制作方法
[0001]
本发明涉及机械加工领域,尤其涉及一种移动式中型法兰加工机。
背景技术:
[0002]
现有的法兰加工方式多为将工件移动到镗床进行加工,工件因体积、重量较大,移动方式依赖梁吊,操作复杂且顺应性差,容易造成事故。极大地影响了生产效率和操作失误率。为此,越来越多的目光开始移动式加工机。现有的移动式法兰加工机大多采用内径安装。存在无法加工整个法兰面、不能安装在封闭的管口、不适用于中型管道等缺陷。
技术实现要素:
[0003]
本发明所要解决的技术问题是提供一种法兰加工机,具备移动便携,操作简易、快速上手等特点。
[0004]
为解决上述技术问题,本发明的技术方案是:所述法兰加工机包括:所述定圈依靠紧固螺栓与紧固钳固定在被加工管件的外壁上,θ轴主电机的机座固定;
[0005]
所述动圈位于所述定圈的外圈,所述定圈和动圈之间通过交叉滚子轴承连接;
[0006]
所述θ轴主电机通过传动机构连接动圈,带动动圈绕定圈连续旋转;
[0007]
所述动圈上装有桥架,桥架上装有线性导轨,导轨上设有径向丝杆,所述径向丝杆上安装r轴滑块,桥架内设有r轴电机连接径向丝杆;所述r轴滑块上设有垂向的导向槽,导向槽内设有垂向丝杆,刀座位于导向槽内与所述垂向丝杆连接,车刀安装在刀座上,垂直于加工面;r轴滑块末端装有z轴电机,z轴电机带动刀座垂向移动;
[0008]
控制器分别与所述θ轴主电机、r轴电机、z轴电机通过导线连接;
[0009]
所述桥架上设有支架,所述支架上安装了导电滑环,所述导电滑环一方面连接外部电源供电,一方面通过导线分别连接分别r轴电机、z轴电机和控制器。
[0010]
进一步的,所述导向槽为燕尾槽,以确保刀具切割角度正确。
[0011]
优选的,所述θ轴主电机的机座固定连接在所述定圈上。
[0012]
优选的,所述θ轴主电机连接动圈的传动机构为齿轮副或皮带。
[0013]
优选的,所述垂向丝杆为螺帽丝杆。所述横向丝杆为滚珠丝杆。
[0014]
进一步优化的,所述控制器与外部计算机连接,通过计算机调控,从而实现更加精确、方便的控制。
[0015]
与传动加工的机床相比,本产品体积、重量、功耗极大的缩减了很多,通过专业的结构设计,改变传统的加工方式,让机器去适应不便挪动的工件,适用各种狭窄复杂的加工环境,效率更加的高效。
附图说明
[0016]
下面结合附图和具体实施方式对本发明的技术方案作进一步具体说明。
[0017]
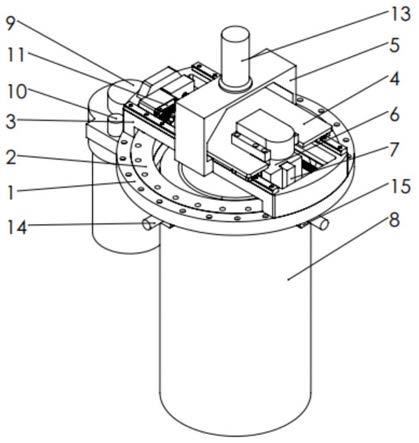
图1为本发明的立体图。
[0018]
图2是本发明的主视图。
[0019]
图3是本发明的侧视图。
[0020]
图4是本发明的俯视图。
[0021]
图中:1.动圈,2.定圈,3.桥架,4.滑块,5.支座,6.刀座,7.车刀,8.被加工管件,9.θ轴主电机,10.皮带,11.r轴电机,12.z轴电机,13.电滑环,14.紧固螺栓,15.紧固钳。
具体实施方式
[0022]
结合图1、图2、图3、图4所示的一种法兰加工机示意图,定圈2依靠紧固螺栓14与紧固钳15固定在被加工管件8的外壁上,θ轴主电机9的机座固定连接在定圈2上。
[0023]
动圈1位于定圈2的外圈,定圈2和动圈1之间通过交叉滚子轴承连接,交叉滚子轴承由于实现定圈2和动圈1在纵向应力下的顺畅转动。θ轴主电机9通过皮带传动机构10连接动圈1,带动动圈1绕定圈2连续旋转。动圈1上装有桥架3,桥架3上装有线性导轨,导轨上设有径向滚珠丝杆,径向滚珠丝杆上安装r轴滑块4,滚珠丝杆驱动滑块4完成径向的线性移动。
[0024]
桥架内设有r轴电机11,r轴电机11驱动连接径向滚珠丝杆;r轴滑块4上设有垂向的导向槽,导向槽内设有垂向丝杆,刀座6位于导向槽内与垂向丝杆连接,车刀7安装在刀座上,垂直于加工面;r轴滑块4末端装有z轴电机12,z轴电机12带动车刀7垂向移动。控制器分别与θ轴主电机、r轴电机、z轴电机通过导线连接。桥架3上设有支座5,所述支座上安装了导电滑环,所述导电滑环一方面连接外部电源供电,一方面通过导线分别连接分别r轴电机、z轴电机和控制器。
[0025]
优选的,导向槽为燕尾槽,以确保刀具切割角度正确。垂向丝杆为螺帽丝杆。
[0026]
优选的,θ轴主电机连接动圈的传动机构还可为为齿轮副。
[0027]
控制器还可与外部计算机连接,通过计算机调控,从而实现更加精确、方便的控制。
[0028]
这样,在控制器的控制下,θ轴主电机驱动车刀绕被加工管件移动,r轴电机驱动车刀在被加工管件的径向上移动,z轴电机驱动车刀在被加工管件的轴向上移动,从而精准加工法兰面。该法兰加工机结合现代人的生活方式,使用触屏控制器操作代替传统复杂繁多的按钮、手柄,上手难度为零。用户仅需简单设置待加工工件所需加工半径及加工深度,通过自动编程智能生成加工走刀路线,并计算所需加工时长,即可开始自动加工。并在控制器app界面上实时显示剩余的加工时长,实时掌握加工的进度。
[0029]
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1