一种制备妇血安片的压片机的制作方法
[0001]
本发明涉及药品加工技术领域,具体为一种制备妇血安片的压片机。
背景技术:
[0002]
妇血安片是一种用于治疗妇科疾病的药物,主要成分为当归、益母草、女贞子、墨旱莲、三七、丹参、仙鹤草、香附、蒲黄、侧柏炭、党参、白术。具有活血化瘀和止血调经的功效,多用于治疗血瘀所导致月经过多及经期延长,在对妇血安片进行制备过程中,需要使用压片机对药物进行挤压成型,以便于进行包装和服用。
[0003]
经过海量检索,发现现有技术,公开号为cn106553373a,公开了一种用于运行旋转式压片机的方法,旋转式压片机包括转子,转子具有模盘和上冲头和下冲头;还包括填料站,填料站具有填料装置;还包括沿转子的转动方向位于填料站下游的挤压站,挤压站具有挤压装置;并且包括沿转子的转动方向位于挤压站下游的抛料站,抛料站具有抛料装置,其中,填料装置具有填料室,在填料室中设置有填料轮,填料轮具有多个设置在环周上的搅拌叶片,搅拌叶片在填料轮转动时扫过填充开口,在旋转式压片机运行中在转子转速改变时根据预先存储的调整规定自动地同样改变填料轮转速,和/或在旋转式压片机运行中在填料轮转速改变时根据预先存储的调整规定自动地同样改变转子转速。
[0004]
综上所述,现有的药片压片机在对药片挤压成型后,不便于将药片进行排出,从而导致药片会在成型孔中产生堵塞,不利于后续的连续成型操作,因此大大降低了药片成型的工作效率和连续性。
技术实现要素:
[0005]
本发明的目的在于提供一种制备妇血安片的压片机,以解决上述背景技术中提出的问题。
[0006]
为实现上述目的,本发明提供如下技术方案:一种制备妇血安片的压片机,包括压片机本体、进料机构、分料机构、动力机构、控制箱、压料机构、箱体、转盘和气缸,所述压片机本体下方设置有控制箱,所述压片机本体内部由进料机构、分料机构、动力机构和压料机构组成,所述进料机构与压料机构分布于压片机本体上端两侧,且分料机构位于进料机构和压料机构下方,所述分料机构与动力机构相连接;
[0007]
所述进料机构主体为箱体,所述箱体上表面一侧安装有第一伺服电机,所述箱体下表面安装有排料嘴,所述分料机构主体为转盘,所述转盘上表面边缘处设置有嵌合条,所述动力机构主体为第二伺服电机,所述压料机构主体为气缸。
[0008]
优选的,所述压片机本体内部设置有隔板,所述隔板将分料机构和动力机构进行分隔,所述压片机本体一侧外壁设置有排料斗,所述排料斗与隔板相平齐;
[0009]
所述隔板边缘处低于隔板中心位置处的高度,更加利于药片的排出;
[0010]
所述控制箱下表面四角处均安装有支撑腿;
[0011]
所述第二伺服电机上表面设置有贯穿隔板的转轴,所述隔板内部嵌入安装有轴
承,所述转轴转动插接于轴承内部,所述第二伺服电机上表面安装有连接块,所述连接块与隔板下表面相连接;
[0012]
所述转轴给上段与转盘下表面圆心位置处相连接。
[0013]
优选的,所述箱体上表面设置有贯穿压片机本体上表面外壁的进料管,所述进料管上端外壁转动套接有密封盖;
[0014]
所述第一伺服电机下表面设置有贯穿箱体的传动杆,所述传动杆下端插接于排料嘴内部,且传动杆表面设置有呈螺旋状分布的绞片;
[0015]
所述箱体下端一侧内壁采用倾斜式设计,更加便于下料,配合绞片的转动,能够全面进入排料嘴内部;
[0016]
所述排料嘴下表面与嵌合条表面相嵌合。
[0017]
优选的,所述嵌合条表面开设有呈圆形阵列分布的成型孔,且成型孔下端均贯穿转盘;
[0018]
所述成型孔内部活动安装有顶块,且成型孔内部底端设置有限位块,所述顶块下表面设置有贯穿限位块的行程杆,所述行程杆表面套接有弹簧,所述行程杆下端安装有接触块,所述弹簧两端分别与限位块和接触块弹性接触;
[0019]
所述排料嘴内径与成型孔内径相适配。
[0020]
优选的,所述控制箱内部设置有控制器和气泵;
[0021]
所述控制器分别与第一伺服电机和第二伺服电机相连接,且控制器与气泵相连接,所述气泵与气缸相连接;
[0022]
所述控制器控制第一伺服电机和第二伺服电机的转动速率,并且控制气泵向气缸输送空气,起到第一伺服电机、第二伺服电机和气缸的协调运转。
[0023]
优选的,所述气缸下端设置有推进杆,所述推进杆表面安装有行程块,所述行程块上下表面均对称安装有限位条;
[0024]
所述推进杆外壁滑动套接有关于行程块对称分布的限位杆,两个所述限位杆一侧外壁安装有曲杆,所述曲杆下端弯折置于转盘下表面;
[0025]
两个所述限位杆一端内部均对称开设有限位槽,所述限位槽与限位条滑动嵌合;
[0026]
所述推进杆下端转动套接有成型块,所述成型块上表面内部开设有螺孔,且推进杆下端外壁开设有与螺孔相啮合的螺纹,所述成型块与成型孔相适配;
[0027]
所述气缸一侧外壁对称安装有固定杆,所述固定杆与压片机本体内壁相连接。
[0028]
与现有技术相比,本发明的有益效果是:
[0029]
1、本发明通过在箱体和排料嘴内部设置由第一伺服电机驱动的传动杆和绞片,可便于将箱体内部的药粉连续且均匀的投入成型孔内部,并且排料嘴与嵌合条表面相嵌合,当转盘转动过程中,排料嘴能够与嵌合条滑动嵌合,可有效防止药粉产生浪费的问题,使得药粉能够全面的进入成型孔内部,减少产生浪费以及污染。
[0030]
2、本发明通过在成型孔内部设置顶块,可在气缸带动推进杆以及成型块下压至成型孔内部对药片进行压合完成后,推进杆上升,行程块在限位杆之间上升,从而与位于上端的限位杆相接触,从而带动曲杆上升,曲杆下端与接触块相接触,带动顶块在成型孔内部上升,从而将成型后的药品顶出成型孔,更加便于药片的排料以及连续加工,大幅度减少次品的产生。
附图说明
[0031]
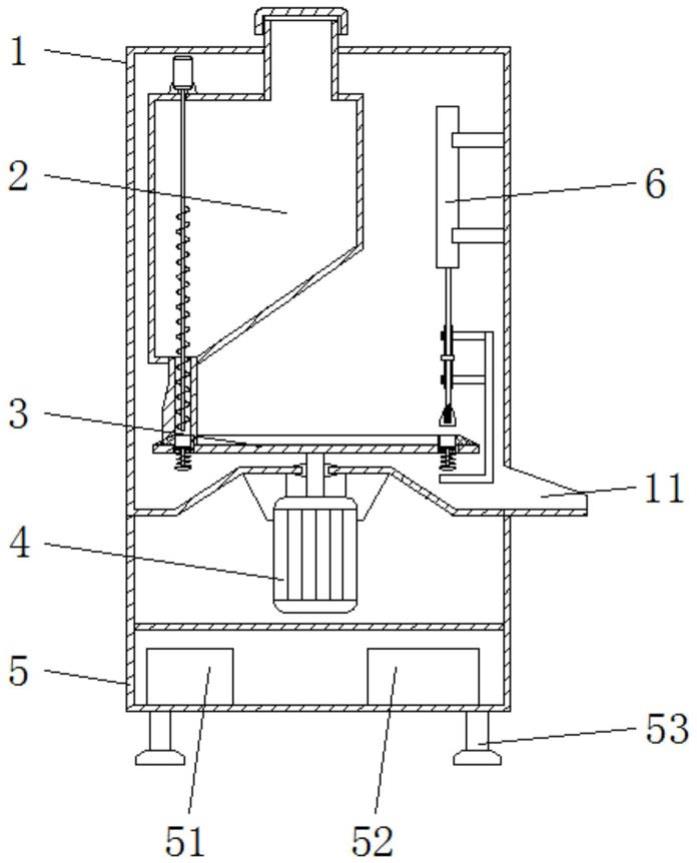
图1为本发明的压片机本体内部结构示意图;
[0032]
图2为本发明的进料机构剖视结构示意图;
[0033]
图3为本发明的分料机构剖视结构示意图;
[0034]
图4为本发明的成型孔剖视放大结构示意图;
[0035]
图5为本发明的压料机构结构示意图;
[0036]
图6为本发明的转盘俯视结构示意图;
[0037]
图7为本发明的图5中a结构俯剖视示意图。
[0038]
图中:1、压片机本体;11、排料斗;12、隔板;2、进料机构;21、第一伺服电机;211、传动杆;212、绞片;22、箱体;23、排料嘴;24、进料管;25、密封盖;3、分料机构;31、嵌合条;32、转盘;33、成型孔;331、顶块;332、限位块;333、弹簧;334、接触块;335、行程杆;4、动力机构;41、第二伺服电机;42、轴承;43、连接块;44、转轴;5、控制箱;51、控制器;52、气泵;53、支撑腿;6、压料机构;61、气缸;62、固定杆;63、推进杆;64、行程块;641、限位条;65、成型块;66、曲杆;661、限位杆;662、限位槽;67、螺孔。
具体实施方式
[0039]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0040]
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0041]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0042]
请参阅图1至图7,本发明提供的两种实施例:
[0043]
实施例一:
[0044]
一种制备妇血安片的压片机,包括压片机本体1、进料机构2、分料机构3、动力机构4、控制箱5、压料机构6、箱体22、转盘32和气缸61,压片机本体1下方设置有控制箱5,压片机本体1内部由进料机构2、分料机构3、动力机构4和压料机构6组成,进料机构2与压料机构6分布于压片机本体1上端两侧,且分料机构3位于进料机构2和压料机构6下方,分料机构3与动力机构4相连接;
[0045]
进料机构2主体为箱体22,箱体22上表面一侧安装有第一伺服电机21,箱体22下表面安装有排料嘴23,分料机构3主体为转盘32,转盘32上表面边缘处设置有嵌合条31,动力
机构4主体为第二伺服电机41,压料机构6主体为气缸61。
[0046]
压片机本体1内部设置有隔板12,隔板12将分料机构3和动力机构4进行分隔,压片机本体1一侧外壁设置有排料斗11,排料斗11与隔板12相平齐,隔板12可将第二伺服电机41的运行区间进行隔离,更加洁净高效,减少第二伺服电机41运转对药粉产生污染;
[0047]
隔板12边缘处低于隔板12中心位置处的高度,更加利于药片的排出;
[0048]
控制箱5下表面四角处均安装有支撑腿53;
[0049]
第二伺服电机41上表面设置有贯穿隔板12的转轴44,隔板12内部嵌入安装有轴承42,转轴44转动插接于轴承42内部,第二伺服电机41上表面安装有连接块43,连接块43与隔板12下表面相连接,轴承42可保障转轴44的流畅运转,减少转轴44的机械磨损;
[0050]
转轴44给上段与转盘32下表面圆心位置处相连接。
[0051]
箱体22上表面设置有贯穿压片机本体1上表面外壁的进料管24,进料管24上端外壁转动套接有密封盖25,当对箱体22内部添加后药粉后,可通过密封盖25余进料管24进行转动连接,将箱体22的进料管24进行密封;
[0052]
第一伺服电机21下表面设置有贯穿箱体22的传动杆211,传动杆211下端插接于排料嘴23内部,且传动杆211表面设置有呈螺旋状分布的绞片212,第一伺服电机21驱动的传动杆211和绞片212转动,可便于将箱体22内部的药粉连续且均匀的投入成型孔33内部;
[0053]
箱体22下端一侧内壁采用倾斜式设计,更加便于下料,配合绞片212的转动,能够全面进入排料嘴23内部;
[0054]
排料嘴23下表面与嵌合条31表面相嵌合。
[0055]
嵌合条31表面开设有呈圆形阵列分布的成型孔33,且成型孔33下端均贯穿转盘32;
[0056]
成型孔33内部活动安装有顶块331,且成型孔33内部底端设置有限位块332,顶块331下表面设置有贯穿限位块332的行程杆335,行程杆335表面套接有弹簧333,行程杆335下端安装有接触块334,弹簧333两端分别与限位块332和接触块334弹性接触;
[0057]
排料嘴23内径与成型孔33内径相适配,箱体22中可添加药粉,第一伺服电机21驱动的传动杆211和绞片212转动,可便于将箱体22内部的药粉连续且均匀的投入成型孔33内部,并且排料嘴23与嵌合条31表面相嵌合,当第二伺服电机41驱动转盘32转动过程中,排料嘴23能够与嵌合条31滑动嵌合,可有效防止药粉产生浪费的问题,使得药粉能够全面的进入成型孔33内部,减少产生浪费以及污染。
[0058]
实施例二:
[0059]
控制箱5内部设置有控制器51和气泵52;
[0060]
控制器51分别与第一伺服电机21和第二伺服电机41相连接,且控制器51与气泵52相连接,气泵52与气缸61相连接,气泵52可产生压缩空气,为气缸61的双向行程提供动力;
[0061]
控制器51控制第一伺服电机21和第二伺服电机41的转动速率,并且控制气泵52向气缸61输送空气,起到第一伺服电机21、第二伺服电机41和气缸61的协调运转,控制器51将第二伺服电机41与气缸61的工作行程进行同步,当然,如本领域技术人员所熟知的,第一伺服电机21、第二伺服电机41、控制器51、气泵52和气缸61的提供司空见惯,其均属于常规手段或者公知常识,在此就不再赘述,本领域技术人员可以根据其需要或者便利进行任意的选配。
[0062]
气缸61下端设置有推进杆63,推进杆63表面安装有行程块64,行程块64上下表面均对称安装有限位条641;
[0063]
推进杆63外壁滑动套接有关于行程块64对称分布的限位杆661,两个限位杆661一侧外壁安装有曲杆66,曲杆66下端弯折置于转盘32下表面;
[0064]
两个限位杆661一端内部均对称开设有限位槽662,限位槽662与限位条641滑动嵌合,限位条641可对限位杆661进行限位,避免曲杆66的升降行程精准,避免产生偏移而导致药片无法通过顶块331排出成型孔33;
[0065]
推进杆63下端转动套接有成型块65,成型块65上表面内部开设有螺孔67,且推进杆63下端外壁开设有与螺孔67相啮合的螺纹,成型块65与成型孔33相适配,成型块65下表面内壁设置有药品字样的凹痕,并且成型块65能够通过螺孔67与螺纹的啮合,进行灵活的安装和拆卸,更加便于进行更换以及清洁;
[0066]
气缸61一侧外壁对称安装有固定杆62,固定杆62与压片机本体1内壁相连接,当成型孔33转动至成型块65下方时,气缸61带动推进杆63以及成型块65下压至成型孔33内部对药片进行压合完成后,推进杆63上升,行程块64在限位杆661之间上升,从而与位于上端的限位杆661相接触,从而带动曲杆66上升,曲杆66下端与接触块334相接触,带动顶块331在成型孔33内部上升,从而将成型后的药品顶出成型孔33,更加便于药片的排料以及连续加工,大幅度减少次品的产生。
[0067]
工作原理:箱体22中可添加药粉,第一伺服电机21驱动的传动杆211和绞片212转动,可便于将箱体22内部的药粉连续且均匀的投入成型孔33内部,并且排料嘴23与嵌合条31表面相嵌合,当第二伺服电机41驱动转盘32转动过程中,排料嘴23能够与嵌合条31滑动嵌合,可有效防止药粉产生浪费的问题,使得药粉能够全面的进入成型孔33内部,减少产生浪费以及污染。
[0068]
控制器51将第二伺服电机41与气缸61的工作行程进行同步,当成型孔33转动至成型块65下方时,气缸61带动推进杆63以及成型块65下压至成型孔33内部对药片进行压合完成后,推进杆63上升,行程块64在限位杆661之间上升,从而与位于上端的限位杆661相接触,从而带动曲杆66上升,曲杆66下端与接触块334相接触,带动顶块331在成型孔33内部上升,从而将成型后的药品顶出成型孔33,更加便于药片的排料以及连续加工,大幅度减少次品的产生。
[0069]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1