一种全自动医用弹簧的绕线设备的制作方法
[0001]
本发明涉及医用设备技术领域,特别涉及一种全自动医用弹簧的绕线设备。
背景技术:
[0002]
医疗弹簧是医用器械所用的各种医用压缩弹簧、医用拉伸弹簧、医用扭转弹簧等,在有些需要弹力的器材器械中使用,由于所使用的环境为医疗环境,对材料的要求较高。医用弹簧还包括直接应用于人体内部,例如导丝,导丝是经皮穿刺导管的主要工具之一,导丝在导管中起着引导和辅助的作用,帮助导管进入血管和其他腔隙,引导导管顺利达到病变。
[0003]
而现有的导丝制造设备工艺复杂,生产效率较低,难以满足日益增长的市场需求。
技术实现要素:
[0004]
本发明的主要目的是提供一种全自动医用弹簧的绕线设备,旨在解决现有的导丝制造设备工艺复杂,生产效率较低,难以满足日益增长的市场需求的技术问题。
[0005]
为实现上述目的,本发明提出的一种全自动医用弹簧的绕线设备,所述全自动医用弹簧的绕线设备包括:
[0006]
机座;
[0007]
两固定件,两所述固定件间隔设置于所述机座上,两固定件之间设置有基准钢丝;
[0008]
滑动座,所述滑动座滑动设置于所述机座上,所述滑动座的滑动方向与所述基准钢丝的长度方向一致;
[0009]
绕丝组件,所述绕丝组件转动设置于所述滑动座上,基准钢丝穿过所述绕丝组件,所述绕丝组件上设置有多股金属丝芯,多股所述金属丝芯依次缠绕于所述基准钢丝的周壁上;
[0010]
其中,所述滑动座由所述基准钢丝的一端移动至其另一端,且所述绕丝组件绕所述基准钢丝的轴线转动,使所述基准钢丝的周壁完全缠绕多股所述金属丝芯,以使相互缠绕的多股所述金属丝芯形成导丝。
[0011]
优选的,所述绕丝组件包括:
[0012]
旋转件,所述旋转件转动设置于所述滑动座上,所述旋转件开设有通孔,所述基准钢丝位于所述通孔内,且所述通孔的轴线与所述基准钢丝的轴线重合;
[0013]
多个绕丝辊,多个所述绕丝辊设置于所述旋转件上,多个所述绕丝辊上均设置有金属丝芯。
[0014]
优选地,所述的全自动医用弹簧的绕线设备还包括:
[0015]
固定环,所述固定环设置于所述滑动座上;
[0016]
若干滚轮,若干所述滚轮环周设置于所述固定环的内周壁上,所述滚轮可相对于所述固定环滚动,所述旋转件设置于所述固定环的内圈内,所述旋转件的外周壁与所述滚轮的外周壁抵接,所述旋转件外接动力源,所述动力源用于驱动所述旋转件绕所述通孔的轴线转动。
[0017]
优选地,多个所述绕丝辊以所述通孔的轴线环周分布。
[0018]
优选地,所述绕丝辊远离所述固定座的一端设置有挡片。
[0019]
优选地,所述绕丝组件还包括:
[0020]
多个电机,多个所述电机设置于所述旋转件远离所述绕丝辊的面上,所述电机的数量与所述绕丝辊的数量一一对应设置,所述电机的输出轴贯穿所述旋转件,并与所述绕丝辊连接,所述电机驱动所述绕丝辊转动。
[0021]
优选地,所述绕丝组件还包括:
[0022]
多个所述扭力调节机构,所述扭力调节机构的数量与所述绕丝辊的数量一一对应设置,所述扭力调节机构设置于所述旋转件上,所述扭力调节机构位于所述通孔与所述绕线辊之间,所述扭力调节机构用于调节所述金属丝芯的拉力。
[0023]
优选地,所述调节机构包括:
[0024]
调节盘,所述调节盘转动设置于所述旋转件上;
[0025]
两轴承,两所述轴承间隔设置于所述调节盘上,所述金属丝芯位于两个所述轴承之间。
[0026]
优选地,所述绕丝组件还包括:
[0027]
多个导线辊,多个所述导线辊转动均设置所述旋转件上,所述导线辊的数量与所述绕线辊的数量一一对应设置,所述导线辊位于所述通孔与所述绕线辊之间。
[0028]
优选地,所述通孔的周壁开设有多个穿线孔,所述穿线孔的数量与所述绕线辊的数量一一对应设置,所述绕丝组件还包括:
[0029]
多个定位件,所述定位件与所述穿线孔的数量一一对应设置,多个所述定位件以所述通孔的轴线环周分布设置于所述旋转件上,所述定位件位于所述通孔与所述绕线辊之间,所述定位件开设有定位孔,所述金属丝芯的一端依次穿过所述定位孔、所述穿线孔。
[0030]
本发明技术方案通过在机座上间隔设置两个固定件,两个固定件之间固定设置有基准钢丝,而在机座上滑动设置一个滑动座,滑动座的滑动方向与基准钢丝的长度方向一致,绕丝组件转动设置在滑动座上,基准钢丝穿过绕丝组件,以便于绕丝组件绕基准钢丝旋转,由于绕线组件上设置有多股金属丝芯,多股金属丝芯依次缠绕在基准钢丝上。通过上述结构,可以快速生产出医用的导丝,提高生产效率。
附图说明
[0031]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
[0032]
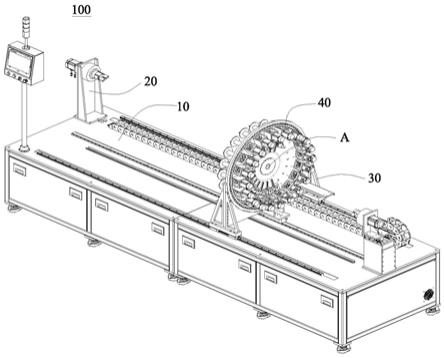
图1为本发明全自动医用弹簧的绕线设备一实施例的结构示意图;
[0033]
图2为本发明全自动医用弹簧的绕线设备另一实施例的结构示意图;
[0034]
图3为本发明全自动医用弹簧的绕线设备再一实施例的结构示意图;
[0035]
图4为图3中n1的局部放大图;
[0036]
图5为图3中n2的局部放大图;
[0037]
图6为图3中n3的局部放大图。
[0038]
附图标号说明:
[0039][0040]
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0041]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0042]
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0043]
另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
[0044]
如图1至图6所示,本发明提出了一种全自动医用弹簧的绕线设备100,所述全自动医用弹簧的绕线设备100包括:所述全自动医用弹簧的绕线设备100包括:机座10;两固定件20,两所述固定件20间隔设置于所述机座10上,两固定件20之间设置有基准钢丝200;滑动座30,所述滑动座30滑动设置于所述机座10上,所述滑动座30的滑动方向与所述基准钢丝200的长度方向一致;绕丝组件40,所述绕丝组件40转动设置于所述滑动座30上,基准钢丝200穿过所述绕丝组件40,所述绕丝组件40上设置有多股金属丝芯,多股所述金属丝芯依次缠绕于所述基准钢丝200的周壁上;
[0045]
其中,所述滑动座30由所述基准钢丝200的一端移动至其另一端,且所述绕丝组件
40绕所述基准钢丝200的轴线转动,使所述基准钢丝200的周壁完全缠绕多股所述金属丝芯,以使相互缠绕的多股所述金属丝芯形成导丝。
[0046]
本实施例中,医用弹簧,以导丝为例子,本发明全自动医用弹簧的绕线设备100可用于生产导丝。导丝是经皮穿刺导管的主要工具之一,导丝在导管中起着引导和辅助的作用,帮助导管进入血管和其他腔隙,引导导管顺利达到病变。导丝由内、外两部分组成,外层在弹簧旋转床上用优质不锈钢丝缠绕。钢丝需要平滑、坚韧、弹性,卷绕必须均匀紧密,排列整齐,松散一致。这个弹簧应该能够承受反复的弯曲,并且在一定的力作用下不会断裂。弹簧中心的型腔,即导丝的内部,装有一直坚硬的钢丝芯,其前端逐渐变薄。非常薄的钢芯的尖端与弹簧的末端焊接,然后将铁芯的尾部与弹簧的末端焊接在一起,使其抛光光滑,成为最简单的导丝。因此,本发明全自动医用弹簧的绕线设备100通过在机座10上间隔设置两个固定件20,两个固定件20之间固定设置有基准钢丝200,而在机座10上滑动设置一个滑动座30,滑动座30的滑动方向与基准钢丝200的长度方向一致,绕丝组件40转动设置在滑动座30上,基准钢丝200穿过绕丝组件40,以便于绕丝组件40绕基准钢丝200旋转,由于绕线组件上设置有多股金属丝芯,金属丝芯属于医用的钢丝,多股金属丝芯的直径可以是不同的,和/或多股金属丝芯的材质可以是不同的,多股金属丝芯依次缠绕在基准钢丝200上。生产导丝时,滑动座30位于基准钢丝200的一端,此时绕丝组件40上的多股金属丝芯分别固定于基准钢丝200的一端,滑动座30缓慢朝向另一端移动,且使绕丝组件40绕基准钢丝200旋转,基准钢丝200的周壁完全被多股金属丝芯缠绕,使相互缠绕的多股所述金属丝芯形成导丝,导丝的内径与基准钢丝200的直径一致,通过上述结构,可以快速生产出医用的导丝,提高生产效率。
[0047]
可以理解的是,可以改变基准钢丝200的直径,生产直径更加细小的导丝。其次,导丝上还可以涂覆了一层非常薄的聚四氟乙烯薄膜,以使导丝更加平滑,并降低导尿管的摩擦系数。采用肝素处理高质量导丝的特氟隆鞘,既具有防止凝血的能力,又有防止凝血的能力。
[0048]
可以理解的是,对于应用于血管等的导丝,金属丝芯的直径可小于1mm。
[0049]
具体的,所述绕丝组件40包括:旋转件41,所述旋转件41转动设置于所述滑动座30上,所述旋转件41开设有通孔a,所述基准钢丝200位于所述通孔a内,且所述通孔a的轴线与所述基准钢丝200的轴线重合;多个绕丝辊42,多个所述绕丝辊42设置于所述旋转件41上,多个所述绕丝辊42上均设置有金属丝芯。本实施例中,绕丝组件40的旋转件41与滑动座30转动连接,而滑动座30与机座10滑动连接,而旋转件41远离机座10的一侧设置多个绕线辊,每个绕线辊上均设置有金属丝芯,通过上述结构,可以便于将多股金属丝芯单独安装在旋转件41上。为了便于将多股金属丝芯缠绕于基准钢丝200的周壁上,可在旋转件41上开设通孔a,基准钢丝200位于通孔a内,以防止旋转件41与基准钢丝200产生运动干涉,同时,也便于将多股金属丝芯依次缠绕于基准钢丝200的周壁上。
[0050]
具体的,所述的全自动医用弹簧的绕线设备100还包括:固定环50,所述固定环50设置于所述滑动座30上;若干滚轮60,若干所述滚轮60环周设置于所述固定环50的内周壁上,所述滚轮60可相对于所述固定环50滚动,所述旋转件41设置于所述固定环50的内圈内,所述旋转件41的外周壁与所述滚轮60的外周壁抵接,所述旋转件41外接动力源,所述动力源用于驱动所述旋转件41绕所述通孔a的轴线转动。本实施例中,为了提高旋转件41相对于
滑动座30转动的稳定性,可在滑动座30上固定设置一固定环50,固定环50的内圈的周壁上设置有多个滚轮60,而旋转件41通滚轮60转动设置于固定环50的内圈内,外部动力源驱动旋转件41旋转时,多个滚轮60起到助力滚动的作用。
[0051]
具体的,多个所述绕丝辊42以所述通孔a的轴线环周分布。作为一个可选实施例,将多个绕丝辊42以通孔a的轴线环周分布,且通孔a的轴线与基准钢丝200的轴线重合,以便于多股金属丝芯均匀的缠绕于基准钢丝200的周壁上,提高导丝的合格率。
[0052]
具体的,所述绕丝辊42远离所述固定座的一端设置有挡片43。本实施例中,为了防止金属丝芯在输送过程中脱离绕线辊,可在绕线辊长度方向的两端均设置挡片43。
[0053]
具体的,所述绕丝组件40还包括:多个电机44,多个所述电机44设置于所述旋转件41远离所述绕丝辊42的面上,所述电机44的数量与所述绕丝辊42的数量一一对应设置,所述电机44的输出轴贯穿所述旋转件41,并与所述绕丝辊42连接,所述电机44驱动所述绕丝辊42转动。本实施例中,为了便于多股金属丝芯能够均匀缠绕于基准钢丝200的周壁上,可设置多个电机44,多个电机44均固定设置在旋转件41上,且多个电机44的输出轴分别与多个绕线辊连接,用于驱动绕线辊转动,用于将金属丝芯输送至基准钢丝200的周壁上,还可通过控制电机44的转速,控制金属丝芯的输送量。
[0054]
具体的,所述绕丝组件40还包括:多个所述扭力调节机构45,所述扭力调节机构45的数量与所述绕丝辊42的数量一一对应设置,所述扭力调节机构45设置于所述旋转件41上,所述扭力调节机构45位于所述通孔a与所述绕线辊之间,所述扭力调节机构45用于调节所述金属丝芯的拉力。本实施例中,为了便于调节每根金属丝芯的拉力,可在旋转件41上增设多个扭力调节机构45,用于拉紧金属丝芯。
[0055]
具体的,所述调节机构包括:调节盘451,所述调节盘451转动设置于所述旋转件41上;两轴承452,两所述轴承452间隔设置于所述调节盘451上,所述金属丝芯位于两个所述轴承452之间。本实施例中,扭力调节机构45可以包括轴承452和调节盘451,调节盘451呈圆形结构,而两个轴承452分别转动设置在调节盘451上,使金属丝芯穿过两个轴承452。当需要调节金属丝芯的扭力时,则旋转调节盘451,使两个轴承452均抵接金属丝芯,并错开拉紧金属丝芯,使金属丝芯呈s形走线,提高金属丝芯的扭力。
[0056]
具体的,所述绕丝组件40还包括:多个导线辊46,多个所述导线辊46转动均设置所述旋转件41上,所述导线辊46的数量与所述绕线辊的数量一一对应设置,所述导线辊46位于所述通孔a与所述绕线辊之间。本实施例中,为了便于多股金属丝芯稳定传输,可设置导线辊46,金属丝芯通过传线辊分布于旋转件41上,使多股金属丝芯均匀分布于旋转件41上。
[0057]
具体的,所述通孔a的周壁开设有多个穿线孔c,所述穿线孔c的数量与所述绕线辊的数量一一对应设置,所述绕丝组件40还包括:多个定位件47,所述定位件47与所述穿线孔c的数量一一对应设置,多个所述定位件47以所述通孔a的轴线环周分布设置于所述旋转件41上,所述定位件47位于所述通孔a与所述绕线辊之间,所述定位件47开设有定位孔b,所述金属丝芯的一端依次穿过所述定位孔b、所述穿线孔c。本实施例中,为了使每根金属丝芯能够准确的缠绕于基准钢丝200的周壁上,可设置定位件47,每个金属丝芯均通过定位件47的定位孔b穿设于穿线孔c内,并缠绕于基准钢丝200的周壁上,使每根金属丝芯均能准确的传输至基准钢丝200的周壁上,提高产品的精度、质量。
[0058]
可以理解的是,可在机座10上的设置两个导轨(图中未标注),两个导轨间隔、平行
设置,导轨的长度方向与基准钢丝200的长度方向一致,并使滑动件滑动设置在两个导轨上,提高滑动座30的滑动稳定性。
[0059]
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1