一种晶带陶瓷激光切割方法及设备与流程
1.本发明属于激光切割技术领域,尤其涉及一种晶带陶瓷激光切割方法及设备。
背景技术:
2.随着激光加工技术的发展,在很多领域,尤其是在脆性材料及半导体领域,激光切割技术已经在逐渐取代传统的机械切割技术。在陶瓷板切割行业,传统的切割方式主要用机械式的刀轮切割方法。但是,采用刀轮切割方法陶瓷基板直接接触高速旋转刀具,依靠高强度的机械力破坏材料,会在陶瓷基板上产生一定的作用力,极易导致切割道边缘的晶带产生崩边或者振坏基板上芯片,并且机械切割的刀具一般只能切割直线,不能够满足曲线或者其他复杂图形的切割。另外对于氮化铝或氧化铝陶瓷这种强度比较高的硬质材料,采用传统的刀轮切割不仅效率极低,对于刀头的损耗极大,同时也需要频繁更换刀头,在工业大量生产的情况下,这是一项目较大的成本。
技术实现要素:
3.本发明所要解决的技术问题在于提供一种晶带陶瓷激光切割方法及设备,旨在解决传统刀轮切割陶瓷时低效率、高损耗、高成本的问题。
4.本发明实施例第一方面提供了一种晶带陶瓷激光切割方法,用于对晶带陶瓷进行切割分离,包括以下步骤:
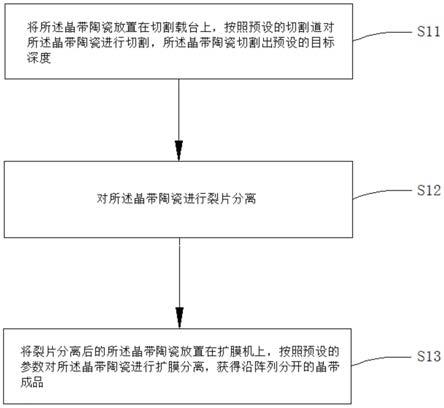
5.将所述晶带陶瓷放置在切割载台上,按照预设的切割道对所述晶带陶瓷进行切割,所述晶带陶瓷切割出预设的目标深度;
6.对所述晶带陶瓷进行裂片分离;
7.将裂片分离后的所述晶带陶瓷放置在扩膜机上,按照预设的参数对所述晶带陶瓷进行扩膜分离,获得沿阵列分开的晶带成品。
8.进一步地,所述按照预设的切割道对所述晶带陶瓷进行切割,之前还包括:
9.将所述晶带陶瓷放置在保护膜载体上,通过铁环进行固定并用贴膜机将所述晶带陶瓷和所述保护膜贴合,将贴合后的所述晶带陶瓷和所述保护膜放置在所述切割载台上。
10.进一步地,所述按照预设的切割道对所述晶带陶瓷进行切割,具体为:
11.根据所述晶带陶瓷的厚度,选择单刀或多刀切割。
12.进一步地,所述切割载台上设置有真空吸附装置,所述真空吸附装置对所述晶带陶瓷进行负压吸紧。
13.进一步地,所述按照预设的切割道对所述晶带陶瓷进行切割,还包括:
14.通过气嘴以及吸尘系统除去切割时产生的烟尘。
15.进一步地,所述按照预设的切割道对所述晶带陶瓷进行切割,具体为:
16.采用紫外激光器进行切割。
17.进一步地,所述按照预设的参数对所述晶带陶瓷进行扩膜分离,包括:
18.对所述晶带陶瓷进行预热软化。
19.进一步地,所述按照预设的参数对所述晶带陶瓷进行扩膜分离,具体为;
20.设置预热温度为55℃~60℃,预热时间为5s,断膜速度为100mm/s,切膜距离为20cm。
21.进一步地,所述保护膜为uv膜或蓝膜。
22.本发明实施例第二方面提供一种应用于上述晶带陶瓷激光切割方法的加工设备,包括:
23.切割载台,用于承载所述晶带陶瓷;
24.激光设备,用于对所述晶带陶瓷进行切割;
25.裂片设备,用于对所述晶带陶瓷进行裂片分离;
26.扩膜机,用于对所述晶带陶瓷进行扩膜分离。
27.本发明与现有技术相比,有益效果在于:本发明的晶带陶瓷激光切割方法,在只切部分深度的前提下,大大提升了切割效率,保证很好的切割效果并产生很少的粉尘,并通过裂片、扩膜辅助工艺最终得到高质量的晶带陶瓷颗粒,解决了传统刀轮切割陶瓷时低效率、高损耗、高成本等问题,有效提高产品的生产效率,并极大地降低了成本。
附图说明
28.一个或多个实施例通过与之对应的附图中的图片进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件表示为类似的元件,除非有特别申明,附图中的图不构成比例限制。
29.图1是本发明的流程步骤示意图;
30.图2是本发明切割后的晶带陶瓷的结构示意图;
31.图3是本发明扩膜分离后的晶带陶瓷的结构示意图。
32.在附图中,各附图标记表示:
33.1、晶带陶瓷;2、切割道。
具体实施方式
34.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
35.本发明第一实施例提供了一种晶带陶瓷1激光切割方法,用于对晶带陶瓷1进行切割分离。如图1所示,该切割方法的具体步骤如下:
36.s11、将晶带陶瓷1放置在切割载台上,按照预设的切割道2对晶带陶瓷1进行切割,晶带陶瓷1切割出预设的目标深度。
37.优选的,在切割之前,需要先将晶带陶瓷1放置在保护膜载体上,通过铁环进行固定并用贴膜机将晶带陶瓷1和保护膜进行贴合,将贴合后的晶带陶瓷1和保护膜放置在切割载台上。
38.需要说明的是,贴膜时,需要注意保护膜与晶带陶瓷1之间没有气泡产生,否则会影响切割效果。晶带陶瓷1和保护膜贴合后,切掉铁环周围余膜后放置在切割载台上。优选的,保护膜选用延展性高的膜材,如uv膜或蓝膜等。
39.本施例中的晶带陶瓷1采用的是厚度为0.25mm~0.38mm的晶带陶瓷板。需要说明的是,该步骤并不会将晶带陶瓷1完全切割开来,而是将切割道2位置切割出预设的目标深度,切割完后晶带陶瓷1仍为一个整体。切割陶瓷时,根据晶带陶瓷板的厚度,选择单刀或多刀切割,从而加深切割剖面的深度并分次带离切割道2的粉尘,有利于下一步的裂片。本实施例中,晶带陶瓷1的切割深度大约为厚度的20%左右。
40.实际切割时,根据材料特性及切割效果,采用最佳的切割参数,对晶带陶瓷1的切割道2进行有效切割。优选的,本实施例采用紫外激光器进行切割,这是因为材料对紫外吸收率高,切出的效果好,同时使产品不变色。
41.通常情况下,合适的切割参数可以选择:激光能量(6w~10w)、切割速度(70mm/s~100mm/s),激光频率(80khz~100khz),激光器的q释放时间为1us~5us、切割次数(1~5次),切割线条及层差(1条,0um)。其中,切割参数的设置与晶带陶瓷基板的厚度有直接关系,例如:使用15w紫外激光器,切割0.25mm厚的晶带氧化铝、氮化铝陶瓷时,使用的激光能量为6w,切割速度为100mm/s,激光频率为100khz,激光器的q释放时间为5us,切割次数为2次,切割层差为0um。又例如:使用15w紫外激光器,切割0.38mm厚的晶带氧化铝、氮化铝陶瓷时,使用的激光能量为10w,切割速度为70mm/s,激光频率为80khz,激光器的q释放时间为4us,切割次数为5次,切割层差为3um。另外,在切割时,需要用特制光路及切割头静态切割,使得激光线宽在较小宽度之内,并且保证切割效果稳定。
42.优选的,在切割时,通过气嘴以及吸尘系统除去切割时产生的烟尘,以避免烟尘的干扰。另外,切割载台上还设置有真空吸附装置,真空吸附装置对晶带陶瓷基板进行负压吸紧,使得晶带陶瓷基板在切割和表面吹气过程中不产生位移。需要注意的是,本实施例在切割时使用ccd定位系统进行定位,保证切割精度下自动走晶粒步距并实现转面切割,具体地,ccd定位系统匹配到模板调整水平后下刀切割第一面,切割完第一面后再通过旋转台转面切割第二面。
43.s12、对晶带陶瓷1进行裂片分离。
44.上述切割步骤完成后,需要将切好的陶瓷基板放置在裂片台上,先调整好水平及设置产品信息后,手动从边缘单道试切,确认好最终下刀力度及裂片参数后,做相对应的模板后让其全自动裂片,裂片前要注意先把受台张开,避免损毁劈刀。裂片的受台一般包括第一受台和第二受台,第一受台和第二受台之间的距离可调整,第一受台和第二受台沿水平方向可相对接近或分离,劈刀则位于第一受台和第二受台之间的缝隙的中线上方,劈刀沿竖直方向上下运动。
45.裂片分离前同样需要使用ccd定位系统进行定位,保证在切痕位置下刀的同时以合适的力度裂片,避免产生崩边崩角。具体地,ccd定位系统匹配到模板调整水平后下刀劈裂第一面,劈裂第一面后再通过旋转台转面劈裂第二面。裂片分离时,通常合适的裂片参数为:受台宽度(即第一受台和第二受台的缝隙宽度)为最终裂片分离得到的小尺寸晶带陶瓷1的宽度的1.3倍,下刀深度为晶带陶瓷1表面以下20um~40um,下刀速度为70mm/s。另外,可根据开裂情况决定是否需要加击锤或者分区域递增补偿劈裂力度。优选的,裂片前需要在正面覆盖麦拉膜以防止接触碰伤。
46.s13、将裂片分离后的晶带陶瓷1放置在扩膜机上,按照预设的参数对晶带陶瓷1进行扩膜分离,获得沿阵列分开的晶带成品。
47.具体的,将裂片分离后的晶带陶瓷1放置在扩膜机后,设置预热温度为55℃~60℃,预热时间为5s,断膜速度为100mm/s,切膜距离为20cm,扩膜机进行延展性拉升,将晶带陶瓷1扩膜分离完后就能获得沿阵列分开的晶带成品。
48.进一步地,本发明第二实施例提供一种应用于上述晶带陶瓷激光切割方法的切割设备,包括:
49.切割载台,用于承载晶带陶瓷1;
50.激光设备,用于对晶带陶瓷1进行切割;
51.裂片设备,用于对晶带陶瓷1进行裂片分离;
52.扩膜机,用于对晶带陶瓷1进行扩膜分离。
53.综上所述,本发明的晶带陶瓷1激光切割方法,在只切部分深度的前提下,大大提升了切割效率,保证很好的切割效果并产生很少的粉尘,并通过裂片、扩膜辅助工艺最终得到高质量的晶带陶瓷1颗粒,解决了传统刀轮切割陶瓷时低效率、高损耗、高成本等问题,有效提高产品的生产效率,并极大地降低了成本。
54.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1