一种建筑幕墙铝塑板成型加工设备及方法与流程
[0001]
本发明涉及建筑幕墙铝塑板成型加工技术领域,具体的说是一种建筑幕墙铝塑板成型加工设备及方法。
背景技术:
[0002]
建筑幕墙指的是建筑物不承重的外墙围护,通常由面板(玻璃、金属板、石板、陶瓷板等)和后面的支承结构(铝横梁立柱、钢结构、玻璃肋等等)组成,而铝塑复合板(又称铝塑板)作为一种新型装饰材料,自上世纪八十年代末九十年代初从德国引进到中国,便以其经济性、可选色彩的多样性、便捷的施工方法、优良的加工性能、绝佳的防火性及高贵的品质,迅速受到人们的青睐,铝塑复合板本身所具有的独特性能,决定了其广泛用途:它可以用于大楼外墙、帷幕墙板、旧楼改造翻新、室内墙壁及天花板装修、广告招牌、展示台架、净化防尘工程,将铝塑板用到建筑幕墙上是现在十分广泛的运用,但在铝塑板成型加工过程中会出现以下问题:
[0003]
(1)铝塑板上开设有较多的圆孔,圆孔有用于装饰的也有用于使用的,由于铝塑板所使用的场合各不相同,所以需要的铝塑板圆孔间距也个不形同,常见的铝塑板加工设备所加工使用的冲头位置是固定的,使得铝塑板加工的圆孔较为单一,使得铝塑板使受到一定的限制;
[0004]
(2)在对加工设备的冲头进行调节时,冲头之间的间距发生变化,使得冲头于冲头之间的距离各不相同,导致冲压出的圆孔排布不美观。
技术实现要素:
[0005]
为了弥补现有技术的不足,本发明提供了一种建筑幕墙铝塑板成型加工设备及方法。
[0006]
本发明所要解决其技术问题所采用以下技术方案来实现:一种建筑幕墙铝塑板成型加工设备,包括支撑板、间歇传送机构、冲孔台和冲孔机构,所述的支撑板前后对称排布,两支撑板的相对面靠近左端处安装有间歇传送机构,间歇传动机构的右侧设置有冲孔台,冲孔台的上方设置有冲孔机构。
[0007]
所述的间歇传送机构包括空心传送轴、转动轴、传送带、皮带、弧形槽、机架、电机、转轴和带动杆,所述的支撑板的相对面靠近左端处通过轴承安装有空心传送轴,空心传送轴的右侧通过轴承安装有转动轴,空心传送轴与转动轴通过传送带传送,空心传送轴与转动轴的后端均穿设支撑板,且空心传送轴与转动轴通过皮带传动,皮带位于支撑板的后侧,空心传送轴的前端穿设支撑板,空心传送轴的内壁中部开设有弧形槽,弧形槽沿空心传送轴周向等距离开设,支撑板的前端面通过机架安装有电机,电机的输出轴上安装有转轴,转轴的后端通过轴承安装在后侧支撑板上,转轴位于空心传送轴内,转轴中部安装有带动杆,通过电机带动转轴进行转动,转轴带动带动杆同步进行转动,当带动杆卡入弧形槽内时,带动杆带动空心传送轴进行转动,空心传送轴与转动轴通过皮带传动,使得传送带带动铝塑
板进行传送,当带动杆不卡入弧形槽内时,传送带停止运动,使得传送带进行间歇传送。
[0008]
所述的冲孔机构包括架板、电动推杆、冲压板、矩形凹槽、滑动板、安装凹槽、间距调节板、滑动槽、移动板、放置槽和等距调节组,所述的支撑板的相对面安装有架板,架板的下端面中部安装有电动推杆,电动推杆的移动杆端安装有冲压板,两组支撑板的相对面均开设有矩形凹槽,冲压板的前后两端均安装有滑动板,滑动板位于矩形凹槽内,冲压板的下端面开设有安装凹槽,安装凹槽内设置有间距调节板,间距调节板下端长于冲压板,安装凹槽的前后两端均开设有滑动槽,间距调节板的前后两端均安装有移动板,移动板位于滑动槽内,间距调节板的下端面开设有放置槽,放置槽内设置有等距调节组,当需要对每列孔的间距进行调节时,移动间距调节板可对其进行调节,然后当带动杆不卡入弧形槽内时,传送带停止运动,再通过电动推杆带动冲压板向下运动,冲压板带动间距调节板同步向下运动,间距调节板带动等距调节组向下运动对铝塑板进行冲孔。
[0009]
所述的等距调节组包括固定板、矩形通槽、移动槽、一号矩形杆、二号矩形杆、一号滑动块、一号电动伸缩杆、一号连接板、一号t形槽、一号t形板、一号转杆和一号弹簧,所述的间距调节板的放置槽内固定安装有固定板,固定板位于放置槽靠近下端处,固定板的下端面开设有矩形通槽,矩形通槽左右两端面前后对称开设有移动槽,矩形通槽内固定安装有一号矩形杆,一号矩形杆位于前后移动槽之间,一号矩形杆前后两侧对称设置有二号矩形杆,二号矩形杆的左右两端均安装有一号滑动块,一号滑动块位于移动槽内,放置槽上端安装有一号电动伸缩杆,一号电动伸缩杆的移动杆端安装有一号连接板,一号连接板位置于固定板位置相对应,一号连接板的下端面开设一号t形槽,一号t形槽内前后对称安装有一号t形板,两组一号t形板的下端面均左右对称安装有耳座,两耳座之间通过销轴左右对称与一号转杆的一端相连接,两组一号转杆的另一端分别与一号矩形杆、二号矩形杆铰接,一号矩形杆与二号矩形杆通过一号弹簧相连接,通过一号电动伸缩杆推动一号连接板向下运动,一号连接板带动一号t形板向下运动,一号t形板带动左右两一号转杆向前后两侧的运动,一号转杆向两侧运动时,一号t形板在一号t形槽内滑动,一号转杆带动一号矩形杆前后两侧的二号矩形杆向前后两侧运动,使得一号矩形杆与二号矩形杆之间的距离得到调节。
[0010]
作为本发明的一种优选技术方案,所述的间距调节板的放置槽上端前后对槽安装有二号电动伸缩杆,二号电动伸缩杆的移动杆上安装有推动板,推动板的中部开设有圆孔,一号电动伸缩杆的移动杆贯穿圆孔,推动板的下端面前后对称安装有二号连接板,放置槽的前后端面对称开设有下压槽,两组二号连接板的相背面位于下压槽内,二号连接板的位于一号连接板上,二号连接板的下端面开设有二号t形槽,二号t形槽内设置有二号t形板,二号矩形杆的前后两侧对称设置有三号矩形杆,三号矩形杆的前后端面均安装有二号滑动块,二号滑动块位于移动槽内,二号t形板的下端面左右对称安装有耳座,两耳座之间通过销轴左右对称与二号转杆的一端相连接,左右两二号转杆的另一端分别与三号矩形杆、二号矩形杆铰接,二号矩形杆与三号矩形杆通过二号弹簧相连接,一号矩形杆与二号矩形杆与三号矩形杆的下端面均安装有冲头,当二号矩形杆位置定了之后,通过二号电动伸缩杆带动推动板向下运动,推动板带动二号连接板向下运动,二号连接板带动二号t形板向下运动,二号t形板通过二号转杆带动三号矩形杆向前后两侧运动,使得三号矩形杆与二号矩形杆之间的间距与二号矩形杆与一号矩形杆之间的间距相同。
[0011]
作为本发明的一种优选技术方案,所述的冲孔台的上端面开设有冲槽,冲槽的左端面开设有安放槽,安放槽内安装有电动气缸,电动气缸的移动杆端安装有刷板,刷板的上端面安装有磨砂层,当冲头对铝塑板进行冲孔时,冲头的下端进入冲槽内,避免冲头对冲孔台造成损伤,冲头移出之后,通过电动气缸推动刷板向右运动,刷板带动磨砂层将铝塑板下端碎屑进行清除。
[0012]
作为本发明的一种优选技术方案,所述的冲孔台的右端面开设有拉动槽,拉动槽与冲槽连通,拉动槽内设置有收集盒,收集盒的右端面安装有匚形拉板,刷板所刷落的碎屑落入收集盒内。
[0013]
作为本发明的一种优选技术方案,所述的冲孔台的左端面安装收接板,收接板的左端面为弧形结构,收接板的上端面与冲孔台上端面在同一水平线上,当铝塑板向右运动时,收接板对铝塑板进行收接,使得铝塑板便捷移动到冲孔台上。
[0014]
作为本发明的一种优选技术方案,所述的冲孔台与收接板的上端面前后对称安装有限位板,限位板是l形结构,当铝塑板移动到收接板上时,铝塑板在限位板内移动,避免铝塑板翘起与偏移。
[0015]
本发明还提供了一种建筑幕墙铝塑板成型加工设备的成型加工方法,包括以下步骤:
[0016]
s1.调节:在传送带传送距离相同的情况下,通过移动间距调节板来调节冲压的每列孔之间的距离,并通过一号电动伸缩杆推动一号连接板向下运动使得一号转杆推动二号矩形杆向两侧运动,使得冲孔的孔距得到调节,二号电动伸缩杆推动二号连接板将三号矩形杆与二号矩形杆之间的距离进行调节;
[0017]
s2.传送:通过电机带动转轴进行转动,转轴带动带动杆同步进行转动,当带动杆卡入弧形槽内时,带动杆带动空心传送轴进行转动,传送带对铝塑板进行传送,使得铝塑板进行间歇传送;
[0018]
s3.冲孔:当带动杆不卡入弧形槽内时,传送带停止运动,通过电动推杆推动冲压板向下运动,冲压板带动冲头对铝塑板进行冲孔。
[0019]
与现有技术相比,本发明具有以下优点:
[0020]
1.本发明提供的一种建筑幕墙铝塑板成型加工设备及方法,采用间歇传送机构对铝塑板进行间歇传送,并采用了冲孔机构对冲头之间的间距进行调节,可根据所需要的孔距大小对冲头进行调节,使得铝塑板上的孔距可变化,从而铝塑板可运用到较多的场合中;
[0021]
2.本发明通过移动间距调节板可对每列冲头进行调节移动,在传送带传送距离相同的情况下,使得每列的圆孔距离可变;
[0022]
3.本发明通过一号连接板向下运动带动一号转杆推动二号矩形杆向前后两侧运动,对冲头之间的距离进行调节,使得所冲的圆孔间距发生变化;
[0023]
4.本发明通过限位板对铝塑板的进行限位,避免铝塑板运动时发生偏移现象。
附图说明
[0024]
下面结合附图和实施例对本发明进一步说明。
[0025]
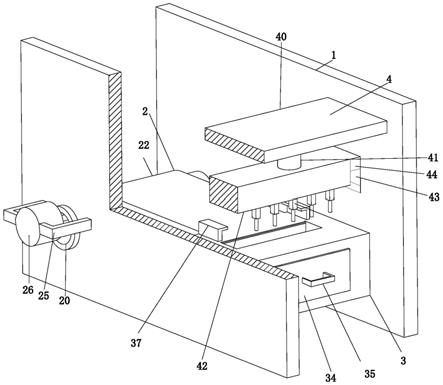
图1是本发明的立体结构示意图;
[0026]
图2是本发明的第一剖视图;
[0027]
图3是本发明的第二剖视图;
[0028]
图4是本发明图2的a-a向局部剖视图;
[0029]
图5是本发明图2的b向局部放大图;
[0030]
图6是本发明图2的c向局部放大图;
[0031]
图7是本发明图3的d向局部放大图;
[0032]
图8是本发明图4的e向局部放大图;
[0033]
图9是本发明图4的f向局部放大图;
[0034]
图10是本发明的流程图。
具体实施方式
[0035]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图10,对本发明进行进一步阐述。
[0036]
一种建筑幕墙铝塑板成型加工设备,包括支撑板1、间歇传送机构2、冲孔台3和冲孔机构4,所述的支撑板1前后对称排布,两支撑板1的相对面靠近左端处安装有间歇传送机构2,间歇传动机构的右侧设置有冲孔台3,冲孔台3的上方设置有冲孔机构4。
[0037]
所述的间歇传送机构2包括空心传送轴20、转动轴21、传送带22、皮带23、弧形槽24、机架25、电机26、转轴27和带动杆28,所述的支撑板1的相对面靠近左端处通过轴承安装有空心传送轴20,空心传送轴20的右侧通过轴承安装有转动轴21,空心传送轴20与转动轴21通过传送带22传送,空心传送轴20与转动轴21的后端均穿设支撑板1,且空心传送轴20与转动轴21通过皮带23传动,皮带23位于支撑板1的后侧,空心传送轴20的前端穿设支撑板1,空心传送轴20的内壁中部开设有弧形槽24,弧形槽24沿空心传送轴20周向等距离开设,支撑板1的前端面通过机架25安装有电机26,电机26的输出轴上安装有转轴27,转轴27的后端通过轴承安装在后侧支撑板1上,转轴27位于空心传送轴20内,转轴27中部安装有带动杆28,通过电机26带动转轴27进行转动,转轴27带动带动杆28同步进行转动,当带动杆28卡入弧形槽24内时,带动杆28带动空心传送轴20进行转动,空心传送轴20与转动轴21通过皮带23传动,使得传送带22带动铝塑板进行传送,当带动杆28不卡入弧形槽24内时,传送带22停止运动,使得传送带22进行间歇传送。
[0038]
所述的冲孔台3的右端面开设有拉动槽,拉动槽与冲槽30连通,拉动槽内设置有收集盒34,收集盒34的右端面安装有匚形拉板35,刷板33所刷落的碎屑落入收集盒34内。
[0039]
所述的冲孔台3的左端面安装收接板36,收接板36的左端面为弧形结构,收接板36的上端面与冲孔台3上端面在同一水平线上,当铝塑板向右运动时,收接板36对铝塑板进行收接,使得铝塑板便捷移动到冲孔台3上。
[0040]
所述的冲孔台3与收接板36的上端面前后对称安装有限位板37,限位板37是l形结构,当铝塑板移动到收接板36上时,铝塑板在限位板37内移动,避免铝塑板翘起与偏移。
[0041]
所述的冲孔机构4包括架板40、电动推杆41、冲压板42、矩形凹槽43、滑动板44、安装凹槽45、间距调节板46、滑动槽47、移动板48、放置槽49和等距调节组4a,所述的支撑板1的相对面安装有架板40,架板40的下端面中部安装有电动推杆41,电动推杆41的移动杆端安装有冲压板42,两组支撑板1的相对面均开设有矩形凹槽43,冲压板42的前后两端均安装有滑动板44,滑动板44位于矩形凹槽43内,冲压板42的下端面开设有安装凹槽45,安装凹槽
45内设置有间距调节板46,间距调节板46下端长于冲压板42,安装凹槽45的前后两端均开设有滑动槽47,间距调节板46的前后两端均安装有移动板48,移动板48位于滑动槽47内,间距调节板46的下端面开设有放置槽49,放置槽49内设置有等距调节组4a,当需要对每列孔的间距进行调节时,移动间距调节板46可对其进行调节,然后当带动杆28不卡入弧形槽24内时,传送带22停止运动,再通过电动推杆41带动冲压板42向下运动,冲压板42带动间距调节板46同步向下运动,间距调节板46带动等距调节组4a向下运动对铝塑板进行冲孔。
[0042]
所述的等距调节组4a包括固定板410、矩形通槽411、移动槽412、一号矩形杆413、二号矩形杆414、一号滑动块415、一号电动伸缩杆416、一号连接板417、一号t形槽418、一号t形板419、一号转杆41a和一号弹簧41b,所述的间距调节板46的放置槽49内固定安装有固定板410,固定板410位于放置槽49靠近下端处,固定板410的下端面开设有矩形通槽411,矩形通槽411左右两端面前后对称开设有移动槽412,矩形通槽411内固定安装有一号矩形杆413,一号矩形杆413位于前后移动槽412之间,一号矩形杆413前后两侧对称设置有二号矩形杆414,二号矩形杆414的左右两端均安装有一号滑动块415,一号滑动块415位于移动槽412内,放置槽49上端安装有一号电动伸缩杆416,一号电动伸缩杆416的移动杆端安装有一号连接板417,一号连接板417位置于固定板410位置相对应,一号连接板417的下端面开设一号t形槽418,一号t形槽418内前后对称安装有一号t形板419,两组一号t形板419的下端面均左右对称安装有耳座,两耳座之间通过销轴左右对称与一号转杆41a的一端相连接,两组一号转杆41a的另一端分别与一号矩形杆413、二号矩形杆414铰接,一号矩形杆413与二号矩形杆414通过一号弹簧41b相连接,通过一号电动伸缩杆416推动一号连接板417向下运动,一号连接板417带动一号t形板419向下运动,一号t形板419带动左右两一号转杆41a向前后两侧的运动,一号转杆41a向两侧运动时,一号t形板419在一号t形槽418内滑动,一号转杆41a带动一号矩形杆413前后两侧的二号矩形杆414向前后两侧运动,使得一号矩形杆413与二号矩形杆414之间的距离得到调节。
[0043]
所述的间距调节板46的放置槽49上端前后对槽安装有二号电动伸缩杆460,二号电动伸缩杆460的移动杆上安装有推动板461,推动板461的中部开设有圆孔,一号电动伸缩杆416的移动杆贯穿圆孔,推动板461的下端面前后对称安装有二号连接板462,放置槽49的前后端面对称开设有下压槽463,两组二号连接板462的相背面位于下压槽463内,二号连接板462的位于一号连接板417上,二号连接板462的下端面开设有二号t形槽464,二号t形槽464内设置有二号t形板465,二号矩形杆414的前后两侧对称设置有三号矩形杆466,三号矩形杆466的前后端面均安装有二号滑动块467,二号滑动块467位于移动槽412内,二号t形板465的下端面左右对称安装有耳座,两耳座之间通过销轴左右对称与二号转杆468的一端相连接,左右两二号转杆468的另一端分别与三号矩形杆466、二号矩形杆414铰接,二号矩形杆414与三号矩形杆466通过二号弹簧469相连接,一号矩形杆413与二号矩形杆414与三号矩形杆466的下端面均安装有冲头46a,当二号矩形杆414位置定了之后,通过二号电动伸缩杆460带动推动板461向下运动,推动板461带动二号连接板462向下运动,二号连接板462带动二号t形板465向下运动,二号t形板465通过二号转杆468带动三号矩形杆466向前后两侧运动,使得三号矩形杆466与二号矩形杆414之间的间距与二号矩形杆414与一号矩形杆413之间的间距相同。
[0044]
所述的冲孔台3的上端面开设有冲槽30,冲槽30的左端面开设有安放槽31,安放槽
31内安装有电动气缸32,电动气缸32的移动杆端安装有刷板33,刷板33的上端面安装有磨砂层,当冲头46a对铝塑板进行冲孔时,冲头46a的下端进入冲槽30内,避免冲头46a对冲孔台3造成损伤,冲头46a移出之后,通过电动气缸32推动刷板33向右运动,刷板33带动磨砂层将铝塑板下端碎屑进行清除。
[0045]
本发明还提供了一种建筑幕墙铝塑板成型加工设备的成型加工方法,包括以下步骤:
[0046]
s1.调节:在传送带22传送距离相同的情况下,通过移动间距调节板46来调节冲压的每列孔之间的距离,并通过一号电动伸缩杆416推动一号连接板417向下运动使得一号转杆41a推动二号矩形杆414向两侧运动,使得冲孔的孔距得到调节,二号电动伸缩杆460推动二号连接板462将三号矩形杆466与二号矩形杆414之间的距离进行调节;
[0047]
s2.传送:通过电机26带动转轴27进行转动,转轴27带动带动杆28同步进行转动,当带动杆28卡入弧形槽24内时,带动杆28带动空心传送轴20进行转动,传送带22对铝塑板进行传送,使得铝塑板进行间歇传送;
[0048]
s3.冲孔:当带动杆28不卡入弧形槽24内时,传送带22停止运动,通过电动推杆41推动冲压板42向下运动,冲压板42带动冲头46a对铝塑板进行冲孔。
[0049]
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1