低平坦度晶圆激光加工吸附装置及其方法与流程
[0001]
本发明属于低平坦度晶圆激光加工技术领域,具体涉及一种低平坦度晶圆激光加工吸附方法。
背景技术:
[0002]
目前,激光加工已经深入半导体领域,在半导体行业的多道加工工艺中激光都已经取得成功的应用,如晶圆切割、激光开槽、钻孔、退火等。对于半导体行业中的激光加工流程,需要将晶圆吸附在样品台上再进行后续的加工。
[0003]
传统的晶圆加工装置主要是靠真空吸附晶圆,再做进一步处理如芯片切割、激光加工等。晶圆存在的翘曲、凹凸形变等导致的晶圆表面不平整对激光加工是一个较大的挑战。
[0004]
公开号“cn108206144a”,名称为“翘曲晶圆的吸附方法及使用该吸附方法的装置”的发明申请公布了一种翘曲晶圆的吸附方法及使用该吸附方法的装置,其实现对翘曲晶圆的吸附。但是其仅限于平坦度较高的晶圆,可以通过真空吸附去较好的解决晶圆表面不平坦的问题。但对于平坦度较低的晶圆,或者是厚膜外延片等晶圆形变较大的情况,单纯只靠真空吸附来提高晶圆的平坦度,因内应力的堆积,加工过程中有裂片的风险,效果并不理想。
[0005]
因此,寻求一种低平坦度晶圆激光加工的吸附装置及方法对于提高晶圆激光加工的良品率有非常重要的意义。
技术实现要素:
[0006]
针对上述的不足,本发明目的在于,提供一种能明显提升低平坦度晶圆片的激光加工效率,大大降低晶圆裂片的风险,提高激光处理晶圆良率的低平坦度晶圆激光加工吸附装置及其方法。
[0007]
一种低平坦度晶圆激光加工吸附方法,其包括如下步骤:
[0008]
(1)将低平坦度的晶圆放置在设有加热装置的吸盘上;低平坦度的晶圆包括但不限于bow、warp值较大的晶圆;该晶圆的材质可以是si、gan和sic等半导体材料,该晶圆可以是衬底也可以是外延片;
[0009]
(2)打开真空发生器,通过吸盘对晶圆进行吸附,同时加热装置进行发热,将吸盘上所吸附的晶圆加热至目标温度,使得晶圆在受到局部加工时内应力不会被急剧释放;
[0010]
(3)通过激光对吸盘上所吸附的低平坦度晶圆进行加工;加工包括但不限于表面修饰、晶圆剥离等;
[0011]
(4)激光加工完毕,通过气体吹扫将低平坦度晶圆降温至室温;
[0012]
(5)关闭真空发生器,吸盘松开低平坦度晶圆。
[0013]
作为本发明的一种优选方案,所述步骤(4)中的吸盘通过冷却器加速冷却。所述冷却器优选为水冷式冷却器。
[0014]
作为本发明的一种优选方案,所述吸盘由耐高温材料制成,如石墨等。
[0015]
作为本发明的一种优选方案,所述气体为惰性气体,如n2气、ar气等。
[0016]
作为本发明的一种优选方案,所述加热装置为电阻丝、感应加热线圈或红外加热装置。
[0017]
作为本发明的一种优选方案,所述目标温度高于300℃,但低于所吸附的晶圆的材料性能退化温度。
[0018]
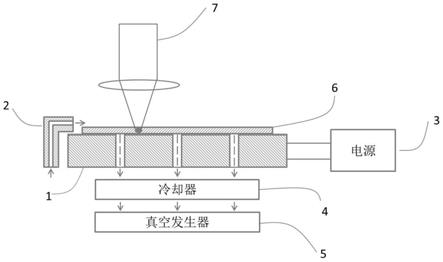
一种低平坦度晶圆激光加工吸附装置,其包括吸盘、气体吹扫装置、真空发生器和电源,所述吸盘设有加热装置,用于对晶圆进行吸附和加热;所述气体吹扫装置用于对激光加工后的晶圆进行气体吹扫降温;所述真空发生器用于连接吸盘,使吸盘产生负压吸附晶圆;所述电源用于为加热装置提供电能。
[0019]
作为本发明的一种优选方案,所述吸盘为石墨吸盘,该石墨吸盘内嵌有加热装置。
[0020]
作为本发明的一种优选方案,所述吸盘的底面设有冷却器。
[0021]
作为本发明的一种优选方案,所述气体吹扫装置的出风嘴位于吸盘的一侧位置,且朝向该吸盘所吸附的晶圆。
[0022]
本发明的有益效果为:本发明在晶圆的激光加工工序中的进行高温处理,使得低平坦度晶圆在受到局部加工时内应力不会被急剧释放,避免了低平坦度晶圆在激光加工过程中出现裂片的严重问题。相比于传统的单纯真空吸附固定方式,有效大大降低激光加工低平坦度晶圆的裂片率,提高晶圆的激光加工质量和良率,利于广泛推广应用。
[0023]
下面结合附图与实施例对本发明作进一步说明。
附图说明
[0024]
图1为本发明的结构示意图。
[0025]
图2为本发明中用于具有较大warp值的sic外延层激光剥离的加工结构示意图。
[0026]
图3为本发明中用于具有较大bow值的si晶圆激光表面修饰处理的加工结构示意图。
[0027]
图4为本发明中用于具有较大bow值的蓝宝石/gan外延片激光剥离的加工结构示意图。
具体实施方式
[0028]
实施例1:本实施例提供的一种低平坦度晶圆激光加工吸附装置及其方法,该低平坦度晶圆激光加工吸附装置包括吸盘1、气体吹扫装置2、真空发生器5、电源3和冷却器4。所述吸盘1为内部嵌有加热装置的石墨吸盘,所述加热装置为电阻丝,该电阻丝与电源3相连接。所述真空发生器5通过管路与石墨吸盘的吸孔相连接。所述气体吹扫装置2的出风嘴位于吸盘1的一侧位置,且朝向该吸盘1所吸附的晶圆。该气体吹扫装置2能吹出n2气。所述冷却器4设置在吸盘1的底面。
[0029]
加工时,以所述晶圆6为翘曲度warp值为50μm且外延膜厚为100μm的sic外延片61加工为例;(1)将翘曲度warp值为50μm且外延膜厚为100μm的sic外延片61放置在吸盘1上;(2)缓慢打开真空发生器5,直至sic外延片61完全被吸盘1吸附形成较为平坦的sic外延片62;(3)通过加热装置3将sic外延片62的温度加热到600℃,直至温度稳定;(4)采用激光7对
sic外延片62进行剥离;(5)激光加工完成后,通过n2气吹扫将sic外延片62温度降至室温,加工完毕。
[0030]
实施例2:本实施例提供的一种低平坦度晶圆激光加工吸附装置及其方法,该低平坦度晶圆激光加工吸附装置包括吸盘1、气体吹扫装置2、真空发生器5、电源3和冷却器4。所述吸盘1为石墨吸盘,所述加热装置为感应加热线圈,分布在石墨吸盘的四周,该感应加热线圈与电源3相连接。所述真空发生器5通过管路与石墨吸盘的吸孔相连接。所述气体吹扫装置2的出风嘴位于吸盘1的一侧位置,且朝向该吸盘1所吸附的晶圆。该气体吹扫装置2能吹出ar气。所述冷却器4设置在吸盘1的底面。
[0031]
加工时,以所述晶圆6为形变bow值为30μm的si晶圆61加工为例;(1)将形变bow值为30μm的si晶圆61放置在吸盘1上;(2)缓慢打开真空发生器5,直至sic外延片61完全被吸盘1吸附形成较为平坦的si晶圆62;(3)通过加热装置3将si晶圆62的温度加热到500℃,直至温度稳定;(4)采用激光7对si晶圆62进行表面修饰处理;(5)激光加工完成后,通过ar气吹扫将si晶圆62温度降至室温,加工完毕。
[0032]
实施例3:本实施例提供的一种低平坦度晶圆激光加工吸附装置及其方法,该低平坦度晶圆激光加工吸附装置包括吸盘1、气体吹扫装置2、真空发生器5、电源3和冷却器4。所述吸盘1为石墨吸盘,所述加热装置为红外加热装置,红外加热装置分布在石墨吸盘的四周,该红外加热装置与电源3相连接。所述真空发生器5通过管路与石墨吸盘的吸孔相连接。所述气体吹扫装置2的出风嘴位于吸盘1的一侧位置,且朝向该吸盘1所吸附的晶圆。该气体吹扫装置2能吹出n2气。所述冷却器4设置在吸盘1的底面。
[0033]
加工时,以所述晶圆6为翘曲度bow值为60μm的蓝宝石/gan外延片晶圆61加工为例;(1)将翘曲度bow值为60μm的蓝宝石/gan外延片晶圆61放置在吸盘1上(gan外延层的厚度为90μm);(2)缓慢打开真空发生器5,直至蓝宝石/gan外延片晶圆61完全被吸盘1吸附形成较为平坦的蓝宝石/gan外延片晶圆62;(3)通过加热装置3将蓝宝石/gan外延片晶圆62的温度加热到400℃,直至温度稳定;(4)采用激光7对蓝宝石/gan外延片晶圆62进行剥离;(5)激光加工完成后,通过n2气吹扫将si晶圆62温度降至室温,加工完毕。
[0034]
上述实施例仅为本发明较好的实施方式,本发明不能一一列举出全部的实施方式,凡采用上述实施例之一的技术方案,或根据上述实施例所做的等同变化,均在本发明保护范围内。本发明巧妙在晶圆的激光加工工序中的进行高温处理,使得低平坦度晶圆在受到局部加工时内应力不会被急剧释放,避免了低平坦度晶圆在激光加工过程中出现裂片的严重问题。相比于传统的单纯真空吸附固定方式,有效大大降低激光加工低平坦度晶圆的裂片率,提高晶圆的激光加工质量和良率。
[0035]
根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对本发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。如本发明上述实施例所述,采用与其相同或相似的方法和装置,均在本发明保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1