预留热管安装装置的制作方法
[0001]
本发明涉及led散热设备技术领域,具体涉及一种预留热管安装装置。
背景技术:
[0002]
大型的led在实际使用时,led模组会产生大量的热量,需要对led模组有效散热方能确保led的正常使用,led模组安装在散热模组上,一般的散热模组有散热鳍片和导热管狗证,散热鳍片相互连接为一体,并且在散热鳍片上设置热管,led模组产生的热量通过热管导送至散热鳍片内,进而能够有效提高对led模组的散热效率。现有技术中,在实施对上述散热模组进行组装加工时,首先通过焊接设备,对散热鳍片进行焊接固定,在散热鳍片上预留有热管的接口,led模组与热管连接后,热管通过弯曲与散热模组上预留的热管接口连接,进而形成led的散热模组,上述led散热模组在实际生产组装时,由于热管需要弯曲,呈现发散状与散热模组上的预留热管接口连接,因此现有技术中,多采用人工方式进行弯曲安装,导致led散热模组的生产效率低下,热管的弯曲品质不高,与散热模组的贴合度不高,导致散热效率低下。
技术实现要素:
[0003]
本发明的目的是提供一种预留热管安装装置,能够实现对上述结构的散热模组的自动化生产,提高散热模组的生产效率,确保散热模组的生产品质。
[0004]
本发明采取的技术方案具体如下:一种预留热管安装装置,包括镍金属管供料装装置,所述镍金属管供料装装置将镍金属管套设在预留热管安装装置出口的热管外,所述焊接定位装置上设置有焊接单元,所述焊接单元实施对散热鳍片与镍金属管外壁的焊接操作,所述镍金属管供料装装置包括设置在定位板一侧的导料轨道,所述导料轨道倾斜布置且低端位置设置有定位弧板,所述定位弧板长度方向水平且与导料轨道长度方向垂直布置,所述定位板的另一侧设置有热管轨道,所述热管轨道的低端位置设置有导送弧板,所述导送弧板与定位弧板平行且同心布置,所述预留热管安装装置还包括第一安装管,所述第一安装管水平且与导送弧板平行布置,所述第一安装管与安装驱动单元连接,所述安装驱动单元驱动第一安装管水平移动且连动预留热管插置在散热鳍片的孔内,所述预留热管安装装置还包括第二安装管,所述第二安装管水平且与定位弧板平行布置,所述第二安装管与动力单元连接,所述动力单元驱动第二安装管且连动镍合金管套设在热管外。
[0005]
本发明还存在如下特征:所述第一安装管上设置有定位弹片,所述定位弹片与第一安装管平行布置且沿着第一安装管周向方向间隔设置多个,所述定位弹片与热管内壁抵靠。
[0006]
所述第一安装管的外壁设置有第一插接圈,所述第一插接圈与热管的一端抵靠且连动热管插置在散热鳍片的孔内,所述导送弧板的一端管口位置设置有第一挡板,所述第一安装管与热管构成插接配合时,所述第一挡板实施对热管一端的阻挡,所述第一插接圈
与热管的一端抵靠时,所述第一挡板与热管一端远离。
[0007]
所述第一安装管的一端设置有第一支臂,所述安装驱动单元包括设置在第一支臂上的第一螺母,所述第一螺母与第一丝杆连接,所述第一丝杆与第一安装管平行且一端与第一电机连接。
[0008]
所述第一挡板竖直滑动设置在机架上,所述第一挡板与机架之间通过第一弹簧连接,所述第一支臂上设置有第一滚轮,所述第一挡板上设置有第一折板,所述第一折板与第一滚轮抵靠或分离。
[0009]
所述第二安装管的管腔呈台阶状,所述第二安装管的管口端为大尺寸端且与镍合金管构成插接配合,所述第二安装管的大尺寸端设置有条状开口,所述条状开口内设置有定位夹片,所述定位夹片沿着第二安装管的长度方向布置,所述定位夹片沿着第二安装管周向方向设置多个。
[0010]
所述定位弧板的一端设置有第二挡板,所述第二挡板实施对镍合金管一端的阻挡,所述第二安装管的台阶位置与镍合金管的一端抵靠时,所述第二挡板与镍合金管一端远离。
[0011]
所述第二安装管的管口设置有第二支臂,所述动力单元包括设置在第二支臂上的第二螺母,所述第二螺母与第二丝杆连接,所述第二丝杆与第二安装管平行且一端与第二电机连接。
[0012]
所述第二挡板竖直滑动设置在挡料机架上,所述第二挡板与挡料机架之间通过第二弹簧连接,所述第二支臂上设置有第二滚轮,所述第二挡板上设置有第二折板,所述第二折板与第二滚轮抵靠或分离。
[0013]
本发明取得的技术效果为:当散热鳍片打孔操作完毕后,上述的安装驱动单元驱动第一安装管水平移动且连动预留热管插置在散热鳍片的孔内,而后动力单元驱动第二安装管且连动镍合金管套设在热管外,使得散热鳍片的打孔翻边抵靠在镍合金管外,增大与散热鳍片的接触面积,提高散热效率。
附图说明
[0014]
图1和图2是散热鳍片的两种视角结构示意图;图3是散热鳍片的主视图;图4是单片散热鳍片的结构示意图;图5和图6分别是散热鳍片供料装置的俯视图及主视图;图7和图8是散热鳍片供料装置的两种视角结构示意图;图9和图10是散热鳍片供料装置中的出料通道的两种视角结构示意图;图11是间隙保持定位头的主视图;图12和图13是焊接定位装置及预留热管安装装置的部分结构两种视角的示意图;图14是图12的主视图;图15是焊接定位装置的剖面结构示意图;图16和图17是预留热管安装装置的两种视角结构示意图;图18和图19是预留热管安装装置及镍金属管供料装装置的两种视角结构示意图;图20和图21是预留热管安装装置的两种视角结构示意图;
图22是预留热管安装装置部分结构示意图;图23和图24是镍金属管供料装装置的两种视角结构示意图;图25和图26是镍金属管供料装装置的部分结构两种视角示意图。
具体实施方式
[0015]
为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。如在本文中所使用,术语“平行”和“垂直”不限于其严格的几何定义,而是包括对于机加工或人类误差合理和不一致性的容限;下面结合整个散热器自动化生产系统,对发明的预留热管安装装置作详尽的说明:结合图1至图4所示,该散热器的结构包含多个平行间隔布置的散热鳍片a构成,散热鳍片a的两侧设置有定位块,多片散热鳍片a的定位块相互卡接为一体,并且相互焊接,散热鳍片a的一端设置有卡接头a,多排散热鳍片a焊接后的上端的卡接头a构成卡置盖板b的卡接口,在盖板b上设置有截面为大半圆的卡槽,弯曲后的热管c穿置在卡槽内,并且在散热鳍片的一端设置有预留热管d及镍金属管e,热管c的一端插置在预留热管d的一端,即可构成整个散热器,而后与led模块进行安装即可。
[0016]
结合图1至图26所示,下面详尽说明该散热器自动化生产系统的具体特征:一种散热器自动化生产系统,包括散热鳍片供料装置100,所述散热鳍片供料装置100的出口与焊接定位装置200的入口连通,所述焊接定位装置200的旁侧设置有预留热管安装装置300,所述预留热管安装装置300实施对热管与散热鳍片的焊接固定,所述焊接定位装置200的旁侧设置有镍金属管供料装装置600,所述镍金属管供料装装置600将镍金属管套设在预留热管安装装置300出口的热管外,所述焊接定位装置200上设置有焊接单元,所述焊接单元实施对散热鳍片与镍金属管外壁的焊接操作;在实施对热管片自动化装配的过程中,散热鳍片供料装置100实施对单个散热鳍片导送,并且导出至焊接定位装置200,实施对多组散热鳍片的焊接安装,进而完成对散热鳍片总成的自动化安装,该设备能够有效提高散热模组的生产效率,确保散热模组的生产品质。
[0017]
在实施对热管的安装时,预留热管安装装置300将镍金属管供料装装置600导出的单元镍金属管导出至预留热管安装装置300位置处,从而将镍金属管套设在预留热管外,使得镍金属管与单元散热鳍片的内壁贴合,从而可有效提高对单元散热鳍片的接触面积,进一步提高对散热鳍片的散热效果。
[0018]
具体地,所述散热鳍片供料装置100包括供料槽板110,所述供料槽板110水平布置,所述供料槽板110的出口位置设置有竖直导向板120,所述竖直导向板120的旁侧设置有出料通道130,所述竖直导向板120设置在偏转机构上,所述偏转机构驱动竖直导向板120呈现竖直及水平的两种状态;单元的散热鳍片位于供料槽板110上导送,并且从供料槽板110导出至竖直导向板120位置,偏转机构驱动竖直导向板120呈现竖直状态时,将单个散热鳍片导出至出料通道130位置,以实施对散热鳍片的码放,使得多个散热鳍片能够整齐的排列在一起,以确保实施对散热鳍片焊接的精度;具体地,所述供料槽板110的上方位置设置有压头板140,所述压头板140竖直升降且将
供料槽板110出口位置的散热鳍片竖直推送至竖直导向板120内,所述压头板140上设置有电磁吸附机构,所述电磁吸附机构实施对单个散热鳍片的吸附操作;在实施对供料槽板110上的单个散热鳍片导料操作时,压头板140竖直移动,从而将供槽板110出口位置的单个散热鳍片导出至出料通道130位置,并且电磁吸附机构启动,实施对单个散热鳍片的吸附,避免从压头板140上掉落下来。
[0019]
当多片散热鳍片排出在出来通道130位置后,所述出料通道130的旁侧设置有推送机构,所述推送机构用于将码叠在一起的散热鳍片水平推送至焊接定位装置200上进行焊接固定操作。
[0020]
所述供料槽板110出口位置两侧设置有挡料板111,所述挡料板111铰接设置在供料槽板110的出口位置,所述挡料板111的铰接轴水平且与供料槽板110的长度方向平行,所述挡料板111的铰接轴上套设有扭簧,所述扭簧使得挡料板111的板面水平,所述挡料板111的铰接轴一端设置有竖直挡头板112;在实施对单个散热鳍片导送时,散热鳍片通过冲压机构导出至供料槽板110上后,挡料板111实施对单个散热鳍片的阻挡定位,启动压头板140竖直移动,从而克服扭簧,使得单个散热鳍片导出,进而实现对散热鳍片的码放,从而完成对多组散热鳍片的焊接安装。
[0021]
更为具体地,所述压头板140的下方设置有避让压板141,所述避让压板141与压头板140平行且竖直滑动设置在压头板140上,所述压头板140与避让压板141之间设置有避让弹簧142,所述压头板140的上方设置有升降杆143,所述升降杆143竖直且设置有齿条,所述升降杆143的齿条旁侧啮合设置有升降齿轮144,所述升降齿轮144与升降电机145连接;在实施对单个散热鳍片导出时,升降电机145启动,使得压头板140上下移动,从而将单个散热鳍片导出至竖直导向板120内,以实施对多个散热鳍片的码叠,使得散热鳍片码叠整齐。
[0022]
更为具体地,所述竖直导向板120整体呈槽板状构造,所述竖直导向板120的槽口处设置有抵靠板121,所述抵靠板121与竖直导向板120构成沿着竖直导向板120的槽口深度方向的滑动配合,所述抵靠板121与竖直导向板120的槽口一侧通过抵靠弹簧122连接,所述抵靠板121上悬伸设置有抵靠滚轮123,所述抵靠滚轮123轮心与抵靠板121平行布置,所述压头板140上设置有抵靠折板146,所述抵靠折板146与抵靠滚轮123抵靠或远离,对应所述抵靠板121与竖直导向板120的槽口远离或靠近;在实施对导入竖直导向板120内的多个散热鳍片的对齐操作时,上述的压头板140竖直移动,使得抵靠折板146与抵靠滚轮123抵靠,从而使得抵靠板121远离,从而使得单个散热鳍片码放在竖直导向板120内,而后在抵靠弹簧122的弹性力下来,使得抵靠板121与散热鳍片的一侧抵靠,从而实施对散热鳍片的对齐操作,方便多个散热鳍片从竖直导向板120上排列好后进行压平对齐,而后利用偏转机构,使得竖直导向板120水平,从而将多个散热鳍片导出。
[0023]
更为具体地,所述偏转机构包括水平设置在竖直导向板120一侧的偏转轴,所述偏转轴转动式设置在机架上,所述偏转轴的一端设置有偏转臂147,所述偏转臂147上设置有偏转杆,所述偏转杆与偏转油缸148的活塞杆铰接,所述偏转油缸148的缸体与机架铰接,所述偏转油缸148驱动竖直导向板120呈现竖直及水平两种状态;上述的偏转油缸148启动,使得偏转轴转动,从而使得竖直布置的竖直导向板120偏转
至水平装填,而后推出至出料通道130出料位置。
[0024]
更为具体地,为实施对多个散热鳍片导出后,所述竖直导向板120长度方向呈现水平时,所述竖直导向板120的一侧设置有推送板130,所述推送板130竖直且一侧与推送气缸131的活塞杆连接,所述推送气缸131的活塞杆水平且与竖直导向板120长度方向平行布置;启动推送气缸131,使得推送板130,使得推送板130水平移动,从而使得推送板130水平移动,且实施对多个散热鳍片导出至出料通道130位置。
[0025]
更为具体地,所述出料通道130水平布置且与水平状态的竖直导向板120的槽底上板面平齐布置,所述出料通道130上设置有定位开口131,所述定位开口131内设置有间隙保持定位头132,所述间隙保持定位头132竖直升降且插置在相邻散热鳍片之间的间隙内;在实施对导出至出料通道130位置上的多组散热鳍片的对齐操作时,上述的间隙保持定位头132伸出定位开口131内,并且使得间隙保持定位头132导入散热鳍片之间的间隙内,从而使得散热鳍片保持相等间隙,进而实施对多组散热鳍片的整齐排布,以确保对多组对齐后的散热鳍片的焊接操作,以确保对散热鳍片焊接的精准度。
[0026]
更为具体地,所述间隙保持定位头132上包括两个铰接布置的间隙保持臂1321,所述两个间隙保持臂1321的铰接轴水平且与间隙保持定位头132整体构成“v”形构造,所述间隙保持臂1321与间隙保持定位头132的铰接轴上套设有扭簧,所述扭簧使得两个间隙保持臂1321的悬伸端远离,所述间隙保持定位头132下端设置有导向旋转杆1322,所述导向旋转滑杆1322竖直且套设在管套133上,所述管套133内设置有螺旋槽1331,所述导向旋转滑杆1322上设置有偏转凸柱1323,所述偏转凸柱1323伸入螺旋槽1331内,所述导向旋转滑杆1322的下端与间隙保持气缸134的活塞杆连接;在实施对多个散热鳍片的间隙保持时,上述的间隙保持气缸134竖直移动,使得导向旋转滑杆1322沿着管套133转动,并且使得导向旋转杆1322旋转,从而使得间隙保持定位头132旋转,使得间隙保持定位头132与相邻散热鳍片的抵靠,以确保两片散热鳍片之间保持相等的间距,以使得散热鳍片的焊接端位置相互对齐,确保焊接的准确度。
[0027]
更为具体地,所述导向旋转滑杆1322的下端通过支撑轴承1324转动式设置在保持支架板1325连接,所述间隙保持气缸134的活塞杆与保持支架板1325连接;在实施对间隙保持定位头132竖直驱动时,导向旋转滑杆1322上的偏转凸柱1323与螺旋槽1331抵靠滑动的过程中,使得导向旋转滑杆1322旋转,从而使得间隙保持定位头132旋转,进而使得相邻热管鳍片之间保持相等的间距,确保对热管鳍片的码叠操作。
[0028]
具体地,所述竖直导向板120的一端槽底开设有与定位开口131错位的避让开口1201;当竖直导向板120旋转时,竖直导向板120的避让开口1201与定位开口131形成避让,进而可确保竖直导向板120旋转至水平状态,确保使得竖直导向板120与出料通道130靠近,实施对散热鳍片的有效推送。
[0029]
更为具体地,为实施对上散热鳍片两侧的滑动抵靠,方便实施对散热鳍片的位置调整,所述两个间隙保持臂1321的悬伸端设置有滚珠,所述滚珠与相邻散热鳍片的板面抵靠,所述出料通道130的一侧设置有对齐杆150,所述对齐杆150水平且与升降机构连接,所述升降机构驱动对齐杆150上下移动且实施对散热鳍片一侧的对齐操作。
[0030]
具体地,当间隙保持定位头132使得散热鳍片之间保持相当的间隙后,所述出料通道130的一端位置设置有挤压挡板160,所述挤压挡板160竖直且与升降机构连接,升降机构
驱动挤压挡板160竖直移动且实施对热管鳍片一端位置的挤压压紧动作。
[0031]
优选地,所述对齐杆150转动式设置在对齐悬臂151的一端,所述对齐悬臂151的另一端铰接设置在升降板152上,所述述对齐悬臂151的铰接轴上套设有扭簧,所述扭簧使得对齐悬臂151朝向出料通道130的两侧位置;在实施对散热鳍片一侧的对齐压接对齐操作时,上述的升降板152竖直移动,使得对齐悬臂151上的对齐杆150与散热鳍片的一侧抵靠,进而实现对散热鳍片一侧的弹性抵靠,直至实现对散热鳍片一侧的对齐操作。
[0032]
更为具体地,所述挤压挡板160的一侧板面设置有挤压滚轮161,所述挤压滚轮161的轮心水平且与挤压挡板160长度方向平行布置,所述挤压滚轮161的轮架通过挤压滑杆162水平滑动设置在挤压挡板160上,所述挤压滑杆162的杆端水平滑动设置在挤压挡板160的上端位置,所述挤压滑杆162的杆身上套设有挤压弹簧163,所述挤压弹簧163的两端分别与挤压挡板160及挤压滚轮161的轮架抵靠,所述挤压挡板160与升降板152连接,所述升降机构包括与升降板152连接的升降气缸170;在实施对散热鳍片一端的抵靠挤压时,上述的升降气缸170竖直移动,且使得圣经板152上升,连动挤压挡板160上升,而后使得挤压滚轮161与散热鳍片一侧抵靠,在挤压弹簧163的弹性挤压力下,使得挤压滚轮161实施对散热鳍片一侧的挤压,进而实施对散热鳍片的对齐压紧操作。
[0033]
更为具体地,所述出料通道130的上方位置设置有压紧杆180,所述压紧杆180的长度方向水平且两端与压紧臂181的一端构成转动连接,所述压紧臂181的另一端铰接设置在偏转臂182上,所述压紧臂181的铰接轴上套设有压紧扭簧,所述压紧扭簧使得压紧臂181上的压紧杆180与偏转臂182的一端靠近,所述偏转臂182转动式设置在偏转机架上,所述偏转臂182的转轴上设置有复位扭簧,所述复位扭簧使得偏转臂182倾斜,所述偏转臂182的倾斜低端位置铰接设置有第一连杆183,所述第一连杆183的另一端与第二连杆184第一端铰接,所述第二连杆184的另一端与升降板152铰接;在实施对多组散热鳍片的上端对齐压平操作时,所述升降气缸170驱动升降板152上升,从而连动第一连杆183,并且连动第二连杆184,进而使得偏转臂182绕轴偏转,当偏转臂182偏转后,使得压紧杆180与散热鳍片的一侧抵靠,从而实施对散热鳍片的两侧压紧对齐操作,当上述的升降气缸170复位后,使得升降板152下降,并且在复位扭簧的复位力下,使得偏转臂182偏转,从而使得压紧杆180复位,解除对压紧杆180对散热鳍片上端的压紧操作,使得多组散热鳍片的焊接位置对齐,确保散热鳍片的焊接精准度。
[0034]
更为具体地,为实施对定位好的散热鳍片的水平推送,使得对齐的散热鳍片推送至焊接定位装置200内,以利用焊接单元实施对多组散热鳍片的焊接操作,所述焊接定位装置200包括设置在出料通道130一侧的推送油缸210,所述推送油缸210水平且与出料通道130的长度方向垂直布置,所述推送油缸210的推送方向设置有定位板220,所述定位板220的下方位置设置有定位头230,所述定位头230实施对多组散热鳍片保持相等的间距并且夹紧;上述的定位头230竖直移动,并且使得定位头230伸入相邻散热鳍片之间的间隙内,进而实施对多组散热鳍片的夹紧操作,从而完成对散热鳍片的夹紧,方便后续的进一步加工。
[0035]
所述定位板220的上方位置设置有定位压杆240,所述定位压杆240水平且与定位
板220平行布置,所述定位压杆240转动式设置在定位悬臂241的一端,所述定位悬臂241的另一端转动式设置在定位机架上,所述定位悬臂241的转动端设置有定位扭簧,所述定位扭簧使得定位压杆240悬伸向下;上述的定位压杆240转动式设置在定位悬臂241上,通过定位扭簧,使得定位压杆240实施对散热鳍片上端位置的弹性抵靠,从而实施对散热鳍片的压合,进而实施对散热鳍片的对齐操作。
[0036]
为确保对多个散热鳍片的对齐操作,所述定位板220的两端位置设置有定位压板250,所述定位压板250相互靠近且实施对定位板220上的散热鳍片的夹紧操作;散热鳍片两端位置的定位压板250同步相向移动,从而实施对散热鳍片两端位置的压紧,使得散热鳍片保持相等的间隙进行焊接及后续的加工操作。
[0037]
所述定位头230由两块平行间隔布置的定位夹块231构成,所述定位夹块231滑动设置在定位滑杆232上,所述定位滑杆232的长度方向水平且套设有定位弹簧233,所述定位弹簧233的两端分别与定位夹块231连接,所述定位夹块231之间设置有顶升块234,所述顶升块234竖直移动且两侧板面与定位块231外侧板面抵靠,以实施对两定位夹块231的分开或远离;顶升块234竖直移动的过程中,使得两侧板面与定位块231外侧板面抵靠,从而实施对使得定位夹块231沿着定位滑杆232滑动,以实施对两块定位块231的张开,从而实施对散热鳍片的分开操作。
[0038]
更为具体地,在实施对两定位块231的分开及夹紧操作时,所述定位夹块231的相对面设置有第一斜面2311,所述顶升块234的两侧设置有第二斜面2341,所述第二斜面2341与第一斜面2311配合;上述的顶升块234竖直移动的过程中,使得第二斜面2341与第一斜面2311抵靠,从而实施对两块定位块231的张开及合笼操作,以实施对相邻散热鳍片的夹紧定位,确保后续的进一步加工。
[0039]
所述定位滑杆232的两端通过连接支架板连接为一体,所述连接支架板与定位驱动杆235连接,所述定位驱动杆235竖直且设置有齿条,所述齿条与定位齿轮236啮合,所述定位齿轮236与定位电机237连接,所述顶升块234竖直滑动设置在连接支架板上,所述连接支架板上设置有顶升油缸238,所述顶升油缸238活塞杆竖直布置;在实施对定位滑杆232的竖直驱动的过程中,顶升油缸238启动,使得定位滑杆232竖直移动,以实施对散热鳍片的分开及合笼操作;所述连接支架板上设置有顶升滚轮256,所述定位悬臂241的一端设置有驱动偏转臂242,所述顶升块234竖直升降的过程中,使得定位压杆240偏转且与散热鳍片的上端抵靠,以实施对散热鳍片的对齐操作,进而确保焊接及打孔的可靠度。
[0040]
更为具体地,为实施对散热鳍片的打孔操作,两定位夹块231上分别设置有第一定位孔2312,所述定位压板250上设置有第二定位孔251,所述第一定位孔2312与第二定位孔251同心布置;所述定位压板250通过滑杆252设置在架体上,所述滑杆252上套设有弹簧253,所述定位压板250的两侧设置有楔块254,所述楔块254外侧设置有定位滚轮255,所述定位滚轮255与楔块254抵靠,定位滚轮255与升降气缸257连接,升降气缸257启动使得定位滚轮255上
将,进而实施对定位压板250的靠近,以实施对散热鳍片两端位置的对齐操作;在实施对多组夹紧定位后的散热鳍片的打孔操作时,所述预留热管安装装置300包括设置在定位板220一端的钻孔头310,所述钻孔头310水平且与钻孔驱动机构连接,所述钻孔驱动机构驱动钻孔头310转动,所述钻孔驱动机构设置在平移机构上,所述平移机构驱动钻孔头310水平移动且实施对散热鳍片的钻孔操作;钻孔驱动机构驱动钻孔头310,实施对散热鳍片一侧的打孔操作,在平移机构的驱动力下,使得钻孔头310平移,进而实施对散热鳍片的打孔操作,打孔后的散热鳍片,将热管及镍金属管进行安装即可。
[0041]
更为具体地,为进一步提高镍金属管与散热鳍片的接触面积,提高对散热鳍片的散热效率,所述钻孔头310外套设有切口十字刀片320,所述切口十字刀片320与钻孔头310同心布置,所述切口十字刀片320与钻孔头310同步移动且实施对散热鳍片钻孔边缘的开口操作;钻孔头310水平移动穿过定位压板250上的第二定位孔251内后,启动钻孔驱动机构,实施对散热鳍片的钻孔操作,并且切口十字刀片320实施对散热鳍片的开口操作,在钻孔头310水平移动的过程中,使得散热鳍片上的开口位置挤压并且产生翻边,翻边与镍金属管的外壁结合,从而可有效增大对散热鳍片的接触面积,以提高散热效率。
[0042]
更为具体地,在实施对散热鳍片的钻孔操作时,所述钻孔头310呈管状构造,所述钻孔头310的管腔内设置有废料导出杆330,所述钻孔头310复位后,所述废料导出杆330用于将废料导出;当钻孔头310实施对散热鳍片的钻孔操作后,废料导出杆330沿着钻孔头310滑动,从而将钻孔头310内的散热鳍片的导出操作,完成对废料排出操作。
[0043]
在实施对钻孔头310钻孔操作时,所述钻孔头310的一端通过支撑轴承311转动式设置在钻孔机架312上,所述钻孔驱动机构包括设置在钻孔头310的一端的齿轮313,所述齿轮313与驱动齿轮314啮合,所述驱动齿轮314与钻孔电机315连接;钻孔电机315启动,使得钻孔驱动机构连动钻孔头310转动,实施对散热鳍片的钻孔操作。
[0044]
所述平移机构包括设置在钻孔机架312上的平移螺母3121,所述平移螺母3121内设置有平移丝杆3122,所述平移丝杆3122与钻孔头310长度方向平行且一端与平移电机3123连接;平移电机3123启动,使得钻孔机架312沿着平移丝杆3122平移,从而实施对转动的钻孔头310的平移,直至实现对散热鳍片的打孔操作。
[0045]
更为具体地,所述切口十字刀片320的后端设置有驱动套管321,所述驱动套管321的管口设置有推力轴承322,所述钻孔头310的管身上设置有赶料环316,所述赶料环316与推力轴承322的一端抵靠;在切口十字刀片320的后端加装驱动套管321,驱动套管321的管口设置有推力轴承322,进而当钻孔头310水平移动的过程中,赶料环316与推力轴承322的一端抵靠时,使得钻孔头310能够正常转动,而且连动驱动套管321及切口十字刀片320同步水平移动,实施对定位夹块231上的第一定位孔2312所在的散热鳍片的切口操作,并且利用驱动套管321实施对切口后的散热鳍片的翻边操作,进而完成对散热鳍片的打孔机翻边操作。
[0046]
更为具体地,在实施对散热鳍片的钻孔扩孔操作时,所述切口十字刀片320一端大、一端小布置,所述切口十字刀片320的小尺寸端呈现刀片状构造,所述切口十字刀片320向后延伸且呈现管状连接,所述切口十字刀片320的后端形成的管状构造与推力轴承322同心布置,所述切口十字刀片320的后端形成的管状构造外径大于推力轴承322的外径;上述的切口十字刀片320水平移动的过程中,切口十字刀片320的小尺寸端实施对散热鳍片的开口操作,随着切口刀片320的移动,实施对散热鳍片的进一步开口,方便进一步地扩孔翻边操作。
[0047]
当上述开口操作时,焊接单元实施对多组散热鳍片的焊接,焊接单元包括焊接头,焊接头沿着轨道移动,使得焊接头与散热鳍片抵靠移动,从而能够有效实施对多组排布好的散热鳍片的焊接操作。
[0048]
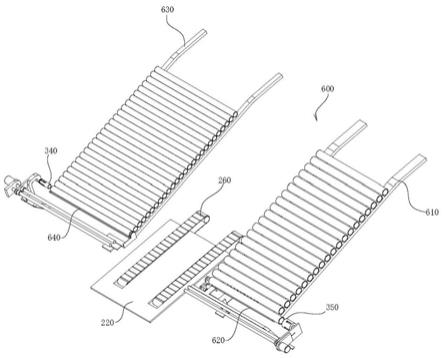
所述镍金属管供料装装置600包括设置在定位板220一侧的导料轨道610,所述导料轨道610倾斜布置且低端位置设置有定位弧板620,所述定位弧板620长度方向水平且与导料轨道610长度方向垂直布置,所述定位板220的另一侧设置有热管轨道630,所述热管轨道630的低端位置设置有导送弧板640,所述导送弧板640与定位弧板620平行且同心布置,所述预留热管安装装置300还包括第一安装管340,所述第一安装管340水平且与导送弧板640平行布置,所述第一安装管340与安装驱动单元连接,所述安装驱动单元驱动第一安装管340水平移动且连动预留热管插置在散热鳍片的孔内,所述预留热管安装装置300还包括第二安装管350,所述第二安装管350水平且与定位弧板620平行布置,所述第二安装管350与动力单元连接,所述动力单元驱动第二安装管350且连动镍合金管套设在热管外;当散热鳍片打孔操作完毕后,上述的安装驱动单元驱动第一安装管340水平移动且连动预留热管插置在散热鳍片的孔内,而后动力单元驱动第二安装管350且连动镍合金管套设在热管外,使得散热鳍片的打孔翻边抵靠在镍合金管外,增大与散热鳍片的接触面积,提高散热效率。
[0049]
为实施对热管一端的夹紧,使得热管呈现水平所述第一安装管340上设置有定位弹片341,所述定位弹片341与第一安装管340平行布置且沿着第一安装管340周向方向间隔设置多个,所述定位弹片341与热管内壁抵靠;当第一安装管340水平移动的过程中,使得第一安装管340插置在热管的一端,并且使得定位弹片341与热管的内壁抵靠,从而实施对热管的准确定位,使得热管保持水平固定的状态插置在散热翅片的通孔内。
[0050]
更为具体地,为实施对热管的水平移动,所述第一安装管340的外壁设置有第一插接圈342,所述第一插接圈342与热管的一端抵靠且连动热管插置在散热鳍片的孔内,所述导送弧板640的一端管口位置设置有第一挡板641,所述第一安装管340与热管构成插接配合时,所述第一挡板641实施对热管一端的阻挡,所述第一插接圈342与热管的一端抵靠时,所述第一挡板641与热管一端远离;第一安装管340在实施对热管插接过程中,为避免第一安装管340随意从导送弧板640上导出,利用第一挡板641实施对热管一端的限位,直至第一安装管340能够准确的插置在热管的管腔内,以实施对热管的准确定位,确保热管能够准确的插置在散热鳍片的钻孔内。
[0051]
具体地,为实施对第一安装管340的水平驱动,所述第一安装管340的一端设置有第一支臂343,所述安装驱动单元包括设置在第一支臂343上的第一螺母3431,所述第一螺
母3431与第一丝杆3432连接,所述第一丝杆3432与第一安装管340平行且一端与第一电机3433连接。
[0052]
更为具体地,当第一安装管340插置在热管的一端后,并且热管能够有效从导送弧板640导出,所述第一挡板641竖直滑动设置在机架上,所述第一挡板641与机架之间通过第一弹簧642连接,所述第一支臂343上延伸设置有第一滚轮344,所述第一挡板641上设置有第一折板643,所述第一滚轮344与第一折板643抵靠或分离;当第一滚轮344与第一折板643抵靠后,使得第一挡板641下降,并且与导送弧板640的一端分离,以将热管从导送弧板640水平导出。
[0053]
更为具体地,所述第二安装管350的管腔呈台阶状,所述第二安装管350的管口端为大尺寸端且与镍合金管构成插接配合,所述第二安装管350的大尺寸端设置有条状开口,所述条状开口内设置有定位夹片351,所述定位夹片351沿着第二安装管350的长度方向布置,所述定位夹片351沿着第二安装管350周向方向设置多个;为实施对镍合金管插置在散热鳍片的钻孔及套设在热管外,上述的第二安装管350水平移动,使得第二安装管350穿套在镍合金管的外壁,并且使得定位夹片351实施对镍合金管外壁的夹紧操作,从而实施对镍合金管外壁的夹紧操作,进而实施对镍合金管的定位操作。
[0054]
更为具体,为确保第二安装管350能够准确可靠的套设在镍金属管的外壁位置,所述定位弧板620的一端设置有第二挡板621,所述第二挡板621实施对镍合金管一端的阻挡,所述第二安装管350的台阶位置与镍合金管的一端抵靠时,所述第二挡板621与镍合金管一端远离;上述的第二安装管350的台阶位置与镍合金管的一端抵靠时,第二挡板621与镍合金管一端远离,从而能够实施对镍金属管的导出操作。
[0055]
为实施对第二安装管350的水平移动,以实施对镍合金管的水平移动,所述第二安装管350的管口设置有第二支臂352,所述动力单元包括设置在第二支臂352上的第二螺母3521,所述第二螺母3521与第二丝杆3522连接,所述第二丝杆3522与第二安装管350平行且一端与第二电机3523连接;具体地,所述第二挡板621竖直滑动设置在挡料机架上,所述第二挡板621与挡料机架之间通过第二弹簧622连接,所述第二支臂352上延伸设置有第二滚轮353,所述第二挡板621上设置有第二折板623,所述第二滚轮353与第二折板623抵靠或分离;第一支臂352水平移动的过程中,使得第二滚轮353与第二折板623抵靠,进而使得第二挡板621与镍合金管一端的远离,从而能够使得镍合金管正常导出;所述第二挡板621通过分离滑杆6211滑动设置在挡料机架上,所述挡料机架上设置有分离电缸6212,所述分离电缸6212的活塞杆与第二挡板621连接,当镍合金管到送至定位弧板620上后,启动分离电缸6212,使得镍合金管伸出定位弧板620一端,以实施对镍合金管一端的插接,并且在挡料机架上设置有分离片6213,使得相邻的镍合金管之间分离,以实施对镍合金管的水平导送。
[0056]
散热器自动化生产方法,所述散热器自动化生产方法包括如下步骤:第一步、通过设备将单片散热鳍片生产出来后,导出至散热鳍片供料装置100内,并且由散热鳍片供料装置100将多片散热鳍片导出至焊接定位装置200内;
第二步、启动焊接定位装置300,使得多片散热鳍片码叠整齐,是多片散热鳍片之间保持相等的间距;第三步、启动焊接单元实施对多个散热鳍片的焊接操作,使得多个散热鳍片之间连接为一体;第四步、启动预留热管安装装置300的钻孔头310,实施对散热鳍片上的钻孔操作;第五步、将焊接及钻孔后的散热鳍片水平推出至预留热管安装装置300的第一安装管340及第二安装管350位置处;第六步、启动预留热管安装装置300的安装驱动单元,使得第一安装管340水平移动且连动预留热管插值在散热鳍片的钻孔内;第七步、启动预留热管安装装置300的动力单元,使得第二安装管350水平移动且连动镍金属管套设在热管外,以实施对镍金属管、热管与散热鳍片的安装作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1