一种用于高压平面密封微结构加工方法与流程
1.本发明涉及一种用于高压平面密封微结构加工方法,特别适合于共轨供油系统密封偶件的高压平面密封微结构的加工。
背景技术:
2.随着发动机供油系统的不断发展,供油压力不断提升,对密封偶件的密封性能提出了更高的要求。高压平面密封微结构是实现高压密封的一种密封结构,包括一个具有密封微结构的平面和一个光滑平面,通过具有密封微结构的平面与光滑平面接触,在一定力矩挤压作用下,通过密封微结构的自适应变形实现高压密封,该结构被应用于高压、超高压领域。与传统双平面密封结构相比具有以下优点:1、高压平面微结构密封利用微结构自适应变形密封,所需预紧力矩比传统双平面密封所需力矩更小,密封能力更好。
3.2、高压平面微结构密封适应性更好,对平面的表面质量要求较低,对结构件加工的形状精度较低。
4.3、高压平面微结构密封塑性变形小,可重复使用。
5.柱塞套内孔底平面与阀芯座底平面组成高压密封偶件,柱塞套内孔底平面为光滑平面,阀芯座底平面具有微结构,在固定扭矩作用下实现高压密封,共轨供油系统密封偶件的高压平面密封微结构的加工难点在于:1、高压平面密封微结构结构微小,刀尖圆弧半径过大难以保证密封微结构的加工精度,刀尖圆弧半径过小,刀尖容易磨损或损坏,刀具挤压作用严重影响平面密封微结构的加工精度,普通刀具难以满足加工要求,。
6.2、柱塞套为非对称异形结构,装夹定位困难,装夹精度难以保证,影响加工精度,柱塞套重心与回转中心在回转方向上不重合,高速旋转时,容易造成工件摆动或主轴偏摆,影响柱塞内孔底平面加工精度及表面质量。
7.目前查阅的文献表明:共轨供油系统高压平面密封微结构的研究尚处在初级阶段,没有相关的加工工艺及加工方法。
技术实现要素:
8.为了解决共轨供油系统密封偶件高压平面密封微结构加工的问题,本发明提供了一种用于高压平面密封微结构加工方法。该方法采用cbn成型刀具配合高速切削技术进行高压平面密封微结构的加工,采用端面磨削工艺完成高压平面的加工。
9.本发明解决其技术问题所采用的技术方案是一种用于高压平面密封微结构加工方法,其特征在于:高压平面密封微结构切削刀具采用cbn刀片,刀尖结构是在直线段车刀增加了与微结构形状相同的豁口结构,直线段长度大于高压平面密封微结构单侧平面长度,刀具刀尖安装时保证刀尖直线段与机床回转轴线垂直,保证密封平面高速旋转,刀具沿主轴回转方向靠近密封平面,控制切削用量,由于微结构采用成型刀具切削,提高了加工效
率,同时对微结构外形完成切削,刀尖从两侧同时对微结构进行挤压,避免了刀具单侧挤压变形,提高了加工精度;柱塞套内孔底平面为光滑平面,采用磨削加工,砂轮修成磨削端面与回转中心具有一定角度,保证磨削过程砂轮磨削面与柱塞套内孔底平面为线接触,增加横向振荡磨削,提高柱塞套内孔底平面磨削质量;柱塞套内孔底平面磨削加工的平衡装置,包括:平衡套筒1、配重盘2、柱塞套3、质量块4、法兰底座5。柱塞套3内孔与外圆在圆周方向上同轴,柱塞套3内孔底平面、安装面与柱塞套外圆垂直,平衡套筒1为回转体,各圆面在圆周方向上同轴,与各端面垂直,柱塞套3与平衡套筒1间采用止口定位,螺钉压紧,通过止口定位即保证了定位的同轴度要求,又保证了垂直度要求,通过螺钉压紧,操作简单,缩短辅助工时;配重盘2为中心对称结构,内孔与外圆面同轴,与上下端面垂直,配重盘2与平衡套筒1间采用间隙配合,通过螺钉压紧,调节平衡装置时,螺钉松开,配重盘2可绕平衡芯轴1自由旋转,调节配重方向,配重方向调节完毕后,螺钉锁紧;质量块4可根据不同配重需要更换不同质量的质量块,质量块4与配重盘2通过螺钉压紧,调节质量块4位置时,螺钉松开,质量块4可沿配重盘2上凸台移动,质量块4位置调节完毕后,螺钉锁紧;平衡套筒1与法兰底座5通过止口定位,螺钉锁紧;法兰底座5与机床主轴通过止口定位,螺钉锁紧。
10.本发明的有益效果是:一种用于高压平面密封微结构加工方法提供了一种可用于共轨供油系统密封偶件高压平面密封微结构加工及柱塞套内孔底平面磨削的方法,提高了高压平面密封微结构加工的精度及加工效率。
附图说明
11.下面结合附图和实施例对本发明进一步说明。
12.图1是高压平面密封微结构示意图。
13.图2是柱塞套的主视图。
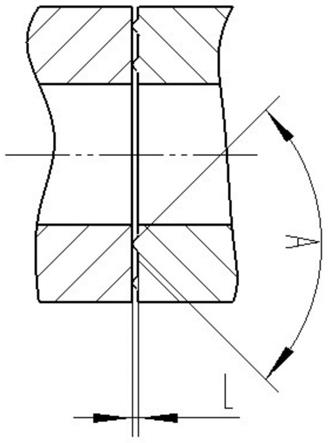
14.图3是图1沿a-a的剖视图。
15.图4是图1的等轴测视图。
16.图5是cbn刀尖结构示意图。
17.图6是柱塞套内孔底平面磨削用砂轮形状示意图。
18.图7是柱塞套内孔底平面磨削加工的平衡装置的主视图。
19.图8是图7的沿c-c的剖视图。
20.图9是图7的等轴测视图。
21.图10是配重套筒的主视图。
22.图11是图10沿d-d的剖视图。
23.图12是配重盘的等轴测视图。
24.图13是质量块的等轴测视图。
25.图中8. 平衡套筒1、配重盘2、柱塞套3、质量块4、法兰底座5。
具体实施方式
26.一种用于高压平面密封微结构加工方法,其特征在于:高压平面密封微结构切削刀具采用cbn刀片,首先刃磨刀尖的直线段,然后刃磨与微结构形状相同的豁口结构,直线段长度大于高压平面密封微结构单侧平面长度,刀具刀尖安装时保证刀尖直线段与机床回
转轴线垂直,保证密封平面高速旋转,刀具沿主轴回转方向靠近密封平面,控制切削用量;柱塞套内孔底平面为光滑平面,采用磨削加工,将白刚玉砂轮修成磨削端面与回转中心具有一定角度,保证磨削过程砂轮磨削面与柱塞套内孔底平面为线接触,增加横向振荡磨削,提高柱塞套内孔底平面磨削质量;在图8中,柱塞套内孔底平面磨削加工的平衡装置,包括:平衡套筒1、配重盘2、柱塞套3、质量块4、法兰底座5。柱塞套3在圆周方向上同轴,柱塞套3内孔底平面、安装面与柱塞套外圆垂直,平衡套筒1为回转体,各圆面在圆周方向上同轴,与各端面垂直,柱塞套3与平衡套筒1间采用止口定位,螺钉压紧,通过止口定位即保证了定位的同轴度要求,又保证了垂直度要求,通过螺钉压紧,操作简单,缩短辅助工时;配重盘2为中心对称结构,内孔与外圆面同轴,与上下端面垂直,配重盘2与平衡套筒1间采用间隙配合,通过螺钉压紧,调节平衡装置时,螺钉松开,配重盘2可绕平衡芯轴1自由旋转,调节配重方向,配重方向调节完毕后,螺钉锁紧;质量块4可根据不同配重需要更换不同质量的质量块,质量块4与配重盘2通过螺钉压紧,调节质量块4位置时,螺钉松开,质量块4可沿平配重2上凸台移动,质量块4位置调节完毕后,螺钉锁紧;平衡套筒1与法兰底座5通过止口定位,螺钉锁紧,法兰底座5与机床主轴通过止口定位,螺钉锁紧。
27.具体工作过程:第一步:将工件装夹在高速切削机床上,保证定位精度;第二步:将cbn成型刀具滚定在刀座上,保证刀具直线刃口与工件回转中心垂直;第三步:启动机床,工件高速回转,采用端面车刀完成工件端面加工;第四步:cbn成型刀具缓慢接近工件端面,分几次完成微结构切削,切削过程保证刀具有且仅有沿工件回转方向的运动;第五步:通过螺钉将配重盘2与平衡套筒1装配在一起,螺钉未压紧,配重盘2可绕平衡套筒1自由旋转;第六步:将柱塞套4安装在平衡套筒1上,螺钉锁紧;第七步:将平衡套筒1外圆面放置于水平台上,在重力作用下,已安装部分整体重心会滚动至平衡套筒1回转中心正下方,此时调节配重盘2,使配重盘2的配重方向在竖直方向上,压紧螺钉,锁紧配重盘2与平衡套筒1;第八步:在配重盘2凸台安装上质量适中的质量块4,螺钉未压紧,质量块4可沿配重盘上凸台移动,从凸台一侧向另一侧调节质量块4的位置,将已安装部分配重方向与竖直方向成任意夹角放置于水平台上,夹角范围为0
°
至180
°
,其中不包括0
°
,不包括180
°
,观察已安装部分在水平台上滚动方向,质量块4向上滚动,则向远离回转中心方向调节质量块4,质量块4向下滚动,则向靠近回转中心方向调节质量块4;第九步:将已安装部分配重方向与竖直方向成任意夹角放置于水平台上,夹角范围为0
°
至180
°
,其中不包括0
°
,不包括180
°
,观察已安装部分在上平台上滚动方向,重复调节质量块4在配重方向的位置,及观察已安装部分在上平台上滚动方向,直至将已安装部分配重方向与竖直方向成任意夹角放置于水平台上,夹角范围为0
°
至180
°
,其中不包括0
°
,不包括180
°
,配重装置已安装部分不再滚动,压紧质量块4,质量块4与配重盘2固定不动,平衡调节完毕;第十步:将法兰底座5与平衡套筒1通过螺钉固定;第十一步:将法兰底座5与机床主轴通过螺钉固定,柱塞套装夹定位完成。
28.第十二步:将砂轮修成磨削端面与回转中心具有一定角度,保证磨削过程砂轮磨削面与柱塞套内孔底平面为线接触,磨削时增加横向振荡,提高平面磨削质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1