一种柔性变形钎料及其自动化制备装置和制备方法与流程
1.本发明涉及钎料及其制备方法技术领域,具体涉及一种柔性变形钎料及其自动化制备装置和制备方法。
背景技术:
2.钎焊已经广泛应用于两种材料的连接,随着科技的发展越来越多行业向着自动化方向发展,现如今已经有许多自动化加工装置,也有许多半自动化或者全自动化的钎焊机器人,钎料自身的塑性差,可加工性差,增加自动化钎焊和高效钎焊的难度。
3.为解决钎料自身塑性差,可加工性能差也提出了许多方案,如粉状、浆状和膏状钎料,但使用起来遇到很多问题,如焊后粉状、浆状和膏状钎料容易堵塞零件的孔结构,钎焊时钎料用量不易控制等;也有提出粘带钎料,但是粘带中合金粉末分布不均匀,导致接头力学性能达不到预期标准,合金粉末也容易混入杂质等问题。
技术实现要素:
4.本发明的目的是为解决现存的钎料塑性差、可加工性差的问题,提供一种柔性变形钎料及其自动化制备装置和制备方法。
5.本发明为解决上述技术问题的不足,所采用的技术方案是:一种柔性变形钎料,其成分含量为:bi的含量为39~45wt%,in的含量为2~4wt%,ag的含量为0.1~0.3wt%,sn为余量;所述的bi的纯度≥99.9%,in的纯度≥99.99%,ag的纯度≥99.99%,sn的纯度≥99.999%。
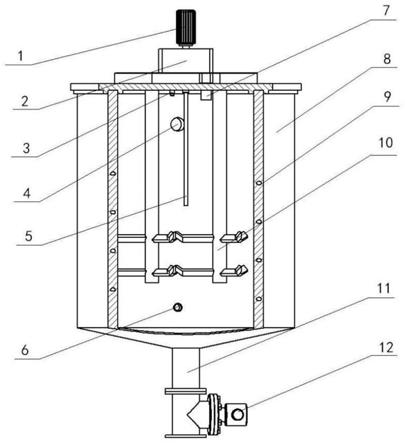
6.一种柔性变形钎料的自动化制备装置,包括中频炉、盖体、真空调节系统和控制系统;所述中频炉底部具有锥度,中频炉的底端设有流嘴,流嘴上设有与控制系统相连接的电磁阀,中频炉的炉壁顶部设有进气管和排气管,炉壁底部设有细管;所述盖体设置在中频炉顶端,盖体上分别设置有定压阀、双轴机械搅拌装置和热电偶,双轴机械搅拌装置包括电动机、减速器和两个搅拌棒,电动机和热电偶均与控制系统相连接,且热电偶与中频炉的中频线圈相连以监控中频炉内温度;所述真空调节系统包括高压气体装置、压力传感器和真空泵,高压气体装置通过进气管与中频炉相连通,真空泵通过排气管与中频炉相连通,压力传感器设置在中频炉内侧,真空泵将中频炉抽真空后压力传感器反馈至控制系统,控制系统控制高压气体装置通入高压气体至指定压力,压力传感器再次反馈至控制系统使高压气体装置停止通入高压气体;所述控制系统还可以控制定压阀释放多余的压力。
7.作为本发明一种柔性变形钎料的自动化制备装置的进一步优化,所述的中频炉尾部锥度为5:1~10:1。
8.作为本发明一种柔性变形钎料的自动化制备装置的进一步优化,所述的搅拌棒的搅拌叶片线速度不超过2m/s,且两个搅拌棒的搅拌叶片旋转方向相反。
9.作为本发明一种柔性变形钎料的自动化制备装置的进一步优化,所述的搅拌叶片为石英叶片。
10.作为本发明一种柔性变形钎料的自动化制备装置的进一步优化,所述的高压气体为保护气体或还原性气体,保护气体为氮气、氩气或氦气其中的一种,还原性气体为氢气或一氧化碳其中的一种。
11.作为本发明一种柔性变形钎料的自动化制备装置的进一步优化,所述高压气体为氮气。
12.作为本发明一种柔性变形钎料的自动化制备装置的进一步优化,所述的控制系统为计算机或工控机。
13.一种柔性变形钎料的制备方法,包括以下步骤:
14.步骤一、按照bi的含量为39~45wt%,in的含量为2~4wt%,ag的含量为0.1~0.3wt%,sn为余量,称量原料,并先将混合均匀的bi颗粒和sn颗粒放入中频炉;
15.步骤二、先用真空泵将中频炉抽真空,压力传感器反馈至控制系统,控制系统打开高压气体装置通入高压气体使炉内气压大于0.1mpa,压力传感器再次反馈控制系统,控制系统关闭高压气体装置;
16.步骤三、将中频炉温度设置为350
‑
400℃,保温5min,得到snbi熔体a,随着温度升高,中频炉内压力增大,控制系统控制打开定压阀进行排压至预定压力;
17.步骤四、将原料in和ag混合,得到混合粉,用氮气将混合粉通过中频炉底部的细管吹入snbi熔体a中,同时开启双轴机械搅拌装置匀速搅拌,且混合粉吹入完成后的30min内始终开启双轴机械搅拌装置,吹入过程和搅拌过程由控制系统控制;
18.步骤五、制作完成后,待炉内温度下降至250℃,由控制系统打开电磁阀,将炉内液态钎料由流嘴浇注到模具中,得到柔性变形钎料。
19.作为本发明一种柔性变形钎料的制备方法的进一步优化,步骤四所述氮气的气体压力为0.2~0.4mpa,in粉和ag粉的混合粉吹入速度为2~3g/s。
20.本发明具有以下有益效果:
21.一、本发明的柔性变形钎料熔化温度低、润湿性好、塑性强,延伸性好,可加工性强,解决了传统钎料自身脆性大,不利于加工成为各种所需形状的难题,为今后自动化钎焊或者特殊情况下钎焊提供一种新的解决思路。本发明sn
‑
bi钎料具有较好的润湿性和抗拉强度,其中sn
‑
42bi合金的延展性最佳,sn
‑
bi合金中加入少量ag形成细小的ε
‑
ag3sn组织,有效提高了合金的延展性,显著改善了sn
‑
bi钎料的塑性。sn
‑
bi
‑
in合金基体中固溶的in原子降低了sn基体内bi原子含量,有效改善sn基体的塑性。
22.二、本发明装置可自动调节熔炼温度、炉内气压、填料、出料和搅拌工序,热电偶和压力传感器实时为计算机反馈,实现更加精准的控制,可实现柔性变形钎料的高度自动化生产。
23.三、本发明的制备方法简单,易操作,且生产效率高,产品质量可靠。
附图说明
图1为本发明自动化制备装置的结构示意图的剖视图;图2为本发明自动化制备装置的结构示意图的主视图;图3为本发明自动化制备装置的控制模式示意图。附图标记:1、电动机,2、减速器,3、压力传感器,4、进气管,5、热电偶,6、细管,7、定
压阀,8、中频炉,9、中频线圈,10、搅拌棒,11、流嘴,12、电磁阀,13、真空泵,14、排气管,15、高压气体装置。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。实施例1
25.一种柔性变形钎料,其成分含量为:bi的含量为42wt%,in的含量为2.5wt%,ag的含量为0.2wt%,sn的含量为55.3wt%;所述的bi的纯度≥99.9%,in的纯度≥99.99%,ag的纯度≥99.99%,sn的纯度≥99.999%。
26.一种柔性变形钎料的自动化制备装置,包括中频炉8、盖体、真空调节系统和控制系统;所述中频炉8底部具有锥度,中频炉8尾部锥度为8:1,中频炉8的底端设有流嘴11,流嘴11上设有与控制系统相连接的电磁阀12,中频炉8的炉壁顶部设有进气管4和排气管14,炉壁底部设有细管6;所述盖体设置在中频炉8顶端,盖体上分别设置有定压阀7、双轴机械搅拌装置和热电偶5,双轴机械搅拌装置包括电动机1、减速器2和两个搅拌棒10,搅拌棒10的搅拌叶片线速度不超过2m/s,且两个搅拌棒10的搅拌叶片旋转方向相反,所述的搅拌叶片为石英叶片;电动机1和热电偶5均与控制系统相连接,且热电偶5与中频炉8的中频线圈9相连以监控中频炉内温度;所述真空调节系统包括高压气体装置15、压力传感器3和真空泵13,高压气体装置15通过进气管4与中频炉8相连通,真空泵13通过排气管14与中频炉8相连通,压力传感器3设置在中频炉8内侧,真空泵13将中频炉8抽真空后压力传感器3反馈至控制系统,所述的控制系统为计算机,控制系统控制高压气体装置15通入高压气体至指定压力,压力传感器3再次反馈至控制系统使高压气体装置15停止通入高压气体;所述控制系统还可以控制定压阀7释放多余的压力。
27.为了使本发明具有更好的实施效果,所述的高压气体为保护气体或还原性气体,保护气体为氮气、氩气或氦气其中的一种,还原性气体为氢气或一氧化碳其中的一种。最优的,所述高压气体为氮气。
28.一种柔性变形钎料的制备方法,包括以下步骤:
29.步骤一、按照bi的含量为42wt%,in的含量为2.5wt%,ag的含量为0.2wt%,sn的含量为55.3wt%,称量原料,并先将混合均匀的bi颗粒和sn颗粒放入中频炉;
30.步骤二、先用真空泵将中频炉抽真空,压力传感器反馈至控制系统,控制系统打开高压气体装置通入高压气体氮气使炉内气压大于0.1mpa,压力传感器再次反馈控制系统,控制系统关闭高压气体装置;
31.步骤三、将中频炉温度设置为350℃,保温5min,得到snbi熔体a,随着温度升高,中频炉内压力增大,控制系统控制打开定压阀进行排压至预定压力;
32.步骤四、将原料in和ag混合,得到混合粉,用氮气将混合粉通过中频炉底部的细管吹入snbi熔体a中,同时开启双轴机械搅拌装置匀速搅拌,其中氮气的气体压力为0.2mpa,in粉和ag粉的混合粉吹入速度为2g/s,混合粉吹入完成后的30min内始终开启双轴机械搅拌装置,吹入过程和搅拌过程由控制系统控制;
33.步骤五、制作完成后,待炉内温度下降至250℃,由控制系统打开电磁阀,将炉内液
态钎料由流嘴浇注到模具中,得到柔性变形钎料。实施例2
34.一种柔性变形钎料,其成分含量为:bi的含量为39wt%,in的含量为4wt%,ag的含量为0.1wt%,sn的含量为56.9wt%,余量为不可避免的杂质因素;所述的bi的纯度≥99.9%,in的纯度≥99.99%,ag的纯度≥99.99%,sn的纯度≥99.999%。
35.一种柔性变形钎料的自动化制备装置,包括中频炉8、盖体、真空调节系统和控制系统;所述中频炉8底部具有锥度,中频炉8尾部锥度为5:1,中频炉8的底端设有流嘴11,流嘴11上设有与控制系统相连接的电磁阀12,中频炉8的炉壁顶部设有进气管4和排气管14,炉壁底部设有细管6;所述盖体设置在中频炉8顶端,盖体上分别设置有定压阀7、双轴机械搅拌装置和热电偶5,双轴机械搅拌装置包括电动机1、减速器2和两个搅拌棒10,搅拌棒10的搅拌叶片线速度不超过2m/s,且两个搅拌棒10的搅拌叶片旋转方向相反,所述的搅拌叶片为石英叶片;电动机1和热电偶5均与控制系统相连接,且热电偶5与中频炉8的中频线圈9相连以监控中频炉内温度;所述真空调节系统包括高压气体装置15、压力传感器3和真空泵13,高压气体装置15通过进气管4与中频炉8相连通,真空泵13通过排气管14与中频炉8相连通,压力传感器3设置在中频炉8内侧,真空泵13将中频炉8抽真空后压力传感器3反馈至控制系统,所述的控制系统为计算机,控制系统控制高压气体装置15通入高压气体至指定压力,压力传感器3再次反馈至控制系统使高压气体装置15停止通入高压气体;所述控制系统还可以控制定压阀7释放多余的压力。
36.一种柔性变形钎料的制备方法,包括以下步骤:
37.步骤一、按照bi的含量为39wt%,in的含量为4wt%,ag的含量为0.1wt%,sn的含量为56.9wt%,称量原料,并先将混合均匀的bi颗粒和sn颗粒放入中频炉;
38.步骤二、先用真空泵将中频炉抽真空,压力传感器反馈至控制系统,控制系统打开高压气体装置通入高压气体氮气使炉内气压大于0.1mpa,压力传感器再次反馈控制系统,控制系统关闭高压气体装置;
39.步骤三、将中频炉温度设置为375℃,保温5min,得到snbi熔体a,随着温度升高,中频炉内压力增大,控制系统控制打开定压阀进行排压至预定压力;
40.步骤四、将原料in和ag混合,得到混合粉,用氮气将混合粉通过中频炉底部的细管吹入snbi熔体a中,同时开启双轴机械搅拌装置匀速搅拌,其中氮气的气体压力为0.3mpa,in粉和ag粉的混合粉吹入速度为2.5g/s,混合粉吹入完成后的30min内始终开启双轴机械搅拌装置,吹入过程和搅拌过程由控制系统控制;
41.步骤五、制作完成后,待炉内温度下降至250℃,由控制系统打开电磁阀,将炉内液态钎料由流嘴浇注到模具中,得到柔性变形钎料。实施例3
42.一种柔性变形钎料,其成分含量为:bi的含量为45wt%,in的含量为3wt%,ag的含量为0.3wt%,sn的含量为51.7wt%;所述的bi的纯度≥99.9%,in的纯度≥99.99%,ag的纯度≥99.99%,sn的纯度≥99.999%。
43.一种柔性变形钎料的自动化制备装置,包括中频炉8、盖体、真空调节系统和控制系统;所述中频炉8底部具有锥度,中频炉8尾部锥度为10:1,中频炉8的底端设有流嘴11,流嘴11上设有与控制系统相连接的电磁阀12,中频炉8的炉壁顶部设有进气管4和排气管14,
炉壁底部设有细管6;所述盖体设置在中频炉8顶端,盖体上分别设置有定压阀7、双轴机械搅拌装置和热电偶5,双轴机械搅拌装置包括电动机1、减速器2和两个搅拌棒10,搅拌棒10的搅拌叶片线速度不超过2m/s,且两个搅拌棒10的搅拌叶片旋转方向相反,所述的搅拌叶片为石英叶片;电动机1和热电偶5均与控制系统相连接,且热电偶5与中频炉8的中频线圈9相连以监控中频炉内温度;所述真空调节系统包括高压气体装置15、压力传感器3和真空泵13,高压气体装置15通过进气管4与中频炉8相连通,真空泵13通过排气管14与中频炉8相连通,压力传感器3设置在中频炉8内侧,真空泵13将中频炉8抽真空后压力传感器3反馈至控制系统,所述的控制系统为计算机,控制系统控制高压气体装置15通入高压气体至指定压力,压力传感器3再次反馈至控制系统使高压气体装置15停止通入高压气体;所述控制系统还可以控制定压阀7释放多余的压力。
44.一种柔性变形钎料的制备方法,包括以下步骤:
45.步骤一、按照bi的含量为42wt%,in的含量为2.5wt%,ag的含量为0.2wt%,sn的含量为55.2wt%,称量原料,并先将混合均匀的bi颗粒和sn颗粒放入中频炉;
46.步骤二、先用真空泵将中频炉抽真空,压力传感器反馈至控制系统,控制系统打开高压气体装置通入高压气体氮气使炉内气压大于0.1mpa,压力传感器再次反馈控制系统,控制系统关闭高压气体装置;
47.步骤三、将中频炉温度设置为400℃,保温5min,得到snbi熔体a,随着温度升高,中频炉内压力增大,控制系统控制打开定压阀进行排压至预定压力;
48.步骤四、将原料in和ag混合,得到混合粉,用氮气将混合粉通过中频炉底部的细管吹入snbi熔体a中,同时开启双轴机械搅拌装置匀速搅拌,其中氮气的气体压力为0.4mpa,in粉和ag粉的混合粉吹入速度为3g/s,混合粉吹入完成后的30min内始终开启双轴机械搅拌装置,吹入过程和搅拌过程由控制系统控制;
49.步骤五、制作完成后,待炉内温度下降至250℃,由控制系统打开电磁阀,将炉内液态钎料由流嘴浇注到模具中,得到柔性变形钎料。
50.性能测试
51.对实施例1
‑
3得到的柔性变形钎料合金进行性能测试,分别得到其熔点、铺展率和延展率如下表所示:延展率如下表所示:
52.由上表可知,本发明制备的柔性变形钎料熔化温度低、塑性强,延伸性好,可加工性强,解决了传统钎料自身脆性大,不利于加工成为各种所需形状的难题,为今后自动化钎焊或者特殊情况下钎焊提供一种新的解决思路。
53.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述
特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1