一种金属加工刀架的制作方法
[0001]
本发明涉及机加工技术领域,尤其涉及一种金属加工刀架。
背景技术:
[0002]
内高压容器冷拉伸金属件,其口壁部径向机械性能必须满足要求。为了检测零件性能,每批产品在制造过程中,抽检机械性能,由于该产品是冷拉伸产品,在沿径向和轴向方向的壁厚存在一定的工艺加工厚度差值,为了准确检测产品机械性能,满足对金属材料的拉伸试样标准,必须对产品壁厚消除差值后,再取机械试样。
[0003]
刚开始将产品以外底定位,以外圆装夹在车床上,车削内表面消除壁厚差,可是,加工出的试样壁厚差仍然不均匀,分析发现冲压件的口部存在椭圆度,导致加工后的壁厚不均匀。
技术实现要素:
[0004]
为了克服上述所存在的技术缺陷,本发明的目的在于提供一种有效消除冷拉伸金属容器口部椭圆度,加工过程中始终确保在设定厚度尺寸下加工,加工后壁厚均匀不变的金属加工刀架。
[0005]
为了达到上述目的,本发明通过以下技术方案实现:
[0006]
本技术方案为一种金属加工刀架,包括固定座、活动定位座和刀架;所述固定座上设置活动定位座;所述活动定位座上设置刀架;所述活动定位座浮动紧靠在工件外圆面上。
[0007]
作为优选,所述活动定位座通过压缩弹簧滑动封装在固定座中;所述活动定位座自由端连接设置轴承。
[0008]
作为优选,所述刀架是可转动刀架。
[0009]
作为优选,所述刀架一端与铰链连接在活动定位座上,另一端通过压缩弹簧支撑。
[0010]
作为优选,所述刀架转动可调。
[0011]
作为优选,所述刀架侧边设置相配合的带刻度螺旋手柄和指针。
[0012]
有益技术效果:
[0013]
有效消除冷拉伸金属容器口部椭圆度,加工过程中始终确保在设定厚度尺寸下加工,加工后壁厚均匀不变。
附图说明
[0014]
本发明将通过例子并参照附图的方式说明,其中:
[0015]
图1是内高压容器冷拉伸金属件结构示意图。
[0016]
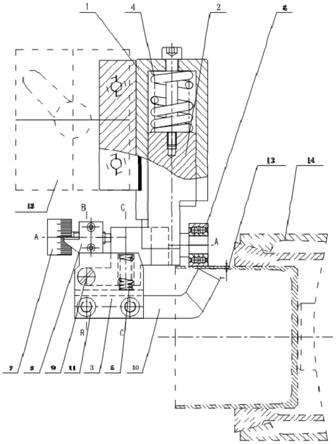
图2是本发明的主结构示意图。
[0017]
图3是图2中a向结构示意图。
[0018]
图4是图2中b向结构示意图。
[0019]
图5是图2中c向结构示意图。
[0020]
图中标记:
[0021]
固定座1;活动定位座2;刀架3;压缩弹簧4、5;轴承6;
[0022]
带刻度螺旋手柄7;指针8;铰链轴9;车刀10;压紧螺钉11;
[0023]
车床转塔刀架12;工件13;车床主轴夹具14。
具体实施方式
[0024]
下面结合附图,对本发明作详细的说明。
[0025]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0026]
实施例,如图2-图5中所示,本发明为一种金属加工刀架,包括固定座1、活动定位座2和刀架3;所述固定座1上设置活动定位座2;所述活动定位座2上设置刀架3;所述活动定位座2浮动紧靠在工件13外圆面上。
[0027]
所述活动定位座2通过压缩弹簧4滑动封装在固定座1中;所述活动定位座2自由端连接设置轴承5。
[0028]
所述刀架3是可转动刀架。
[0029]
所述刀架3一端与铰链连接在活动定位座2上,另一端通过压缩弹簧4支撑。
[0030]
所述刀架3转动可调。
[0031]
所述刀架3侧边设置相配合的带刻度螺旋手柄6和指针7。
[0032]
如图1中所示,对内高压容器的冷拉伸金属件进行取件试样加工,为了消除冷拉伸金属容器口部椭圆度对加工试样的影响,设计本发明的的金属试样加工刀架分总成。活动定位座2安装在固定座1的圆孔内,能在固定座1的圆孔内轴向滑动;刀架3通过铰链轴8铰接安装在活动定位座2上,可绕铰链轴8转动;车刀10装夹在可转动的刀架3上。
[0033]
本刀架的加工操作方式:首先,将金属加工刀架分总成装夹在车床转塔刀架12上,再将工件13以外底定位通过车床主轴夹具14装夹在车床主轴上,轴向和径向推进车床的转塔,使轴承6接触工件13外圆,然后,根据试样壁厚要求,旋转带刻度螺旋手柄7,使车刀10的尖部与轴承6的距离满足厚度要求。最后,开动车床,车床转塔刀架12自动轴向进给,完成加工。
[0034]
本刀架消除椭圆度影响原理:当产品椭圆度使壁部向内凹,在压缩弹簧4的作用下,活动定位座2带着轴承6始终与产品外壁接触不离开,车刀10与轴承6的距离不变,加工出的试样壁厚不变化;当产品椭圆度使壁部往外凸,外凸的壁部挤压轴承6,活动定位座2使压缩弹簧4压缩,车刀10与轴承6的距离不变,此时加工出的壁厚没有变化。
[0035]
本刀架机械原理:当轴承6受到被加工工件13的径向挤压时,活动定位座2回退,而压缩弹簧4和车刀10也跟着回退;当轴承6不受到挤压时,在压缩弹簧4的作用下,轴承6始终接触工件外壁,保证车出的壁厚不变。
[0036]
顺时针旋转带刻度螺旋手柄7,压缩弹簧5被压缩,使可转动的刀架3逆时针旋转,车刀10与轴承6之间的距离变小,加工壁厚变小;反之,逆时针旋转带刻度螺旋手柄7,压缩弹簧5被压缩,使可转动的刀架3顺时针旋转,车刀10与轴承6之间的距离变大,加工壁厚增大;加工壁厚调整的大小,可参考指针7指示的刻度。
[0037]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1