一种散热片加工装置的制作方法
[0001]
本发明涉及铲片机技术领域,具体涉及一种散热片加工装置。
背景技术:
[0002]
铲片机是一种用于对待加工的金属件表面进行铲削的加工设备,现有的铲片机一般包括铲刀座、铲刀片及铲削台等,铲刀片安装于铲刀座上,在加工之前,先将待加工件固定于铲削台上,之后再前后移动铲削台,通过铲刀片对铲削台上的待加工件进行铲削加工。
[0003]
现有的铲片机,如授权公告号为cn207205379u、名称为一种龙门型高精度数控铲片机的专利文献中,铲刀片绝大部分都是整体式的结构设计,这种结构的铲刀片一次只能铲削得到一片散热片,加工的效率亟待提升。
[0004]
同时,对于整体式的铲刀片,其不仅因重量大,导致驱动其动作所需的能耗大、动作时的准确度降低,影响产品的加工精度,而且铲刀片在工作过程中的冷却效率慢,影响铲刀片的正常使用寿命。
[0005]
此外,铲片机在待加工件进行加工前需要调整铲刀片和铲削台至合适的位置,以保证待加工件加工的尺寸精度,但是在现有的铲片机中,大多只能调节铲刀片的伸出长度和铲削台的倾斜角度,当铲削台和/或铲刀片的位置发生偏移,或者需要铲削得到不同厚度的散热片时,铲削台与铲刀片的校准操作耗时费力、便捷性差。
技术实现要素:
[0006]
本发明的目的在于提供一种加工效率高的散热片加工装置。
[0007]
为实现上述目的,本发明采用以下技术方案:
[0008]
一种散热片加工装置,包括机身、竖移组件、铲刀组件、横移组件及支撑组件;
[0009]
所述机身包括机座和机架,所述机架固设于所述机座上;
[0010]
所述竖移组件包括竖驱动件和铲刀座,所述竖驱动件安装于所述机架上,用于驱动所述铲刀座进行升降;
[0011]
所述铲刀组件包括安装座和铲刀片,所述铲刀座的底部至少固设有两个所述安装座,各所述安装座沿其长度方向设置有若干个所述铲刀片;
[0012]
所述横移组件包括横驱动件和滑移台,所述横驱动件安装于所述机座上,用于驱动所述滑移台相对所述铲刀片进行横移;
[0013]
所述支撑组件包括支撑架和铲削台,所述支撑架安装于所述滑移台上,所述铲削台安装于所述支撑架上,所述铲削台上至少可固定两个待加工件,且待加工件分别与各所述安装座上的铲刀片相对应设置。
[0014]
进一步地,还包括校准组件,所述校准组件用于检测各所述铲刀片伸出所述安装座前侧的长度,并使调节各所述铲刀片伸出的长度一致。
[0015]
进一步地,所述校准组件包括校准导轨、校准块、校准件及调节件,所述校准导轨设置于所述铲刀座于所述铲刀片的上方,所述校准块滑动地设置于所述校准导轨上,所述
校准件设置于所述校准块上,用于检测所述各所述铲刀片刀尖伸出的长度,所述调节件设置于所述安装座上,用于调节各所述铲刀片的伸出长度。
[0016]
进一步地,所述校准件包括但不限于采用校准尺、校准传感器中的一种,所述调节件包括调节座和调节螺栓,所述调节座固设于所述安装座的后侧,沿着所述调节座的长度方向螺接有若干个所述调节螺栓,所述调节螺栓与所述铲刀片的后端相抵接。
[0017]
进一步地,所述铲刀组件还包括压紧件,所述安装座的底部并排设置有若干个安装槽,各所述安装槽的两侧分别设置有所述压紧件,各所述安装槽中分别插设有所述铲刀片,并通过所述压紧件进行固定。
[0018]
进一步地,还包括冷却组件,所述冷却组件包括固定座、安装梁及喷液管,所述固定座设置于所述铲刀座的底部,所述安装梁设置于所述固定座的前端,沿着所述安装梁的长度方向设置有若干个所述喷液管,且各所述喷液管分别对准其下方的各所述铲刀片。
[0019]
进一步地,所述铲削台包括底座、封板及面板,所述底座具有一开口朝上的腔体,所述腔体通过气管与气泵相连,所述封板固设于所述底座的顶部,用于密封所述腔体,所述封板上设有多组与所述腔体相通的第一吸孔,所述面板设于所述封板的顶部,所述面板上设有与所述第一吸孔相对应的第二吸孔。
[0020]
进一步地,所述底座顶部围绕所述腔体设有密封槽,所述腔体内并排设有多个分隔体,所述分隔体上形成有螺柱,所述分隔体的两侧设有多个柱体,所述封板设于所述密封槽中,并抵靠于所述分隔体和柱体上。
[0021]
进一步地,所述支撑组件还包括锁固件,所述滑移台的顶部横向设置有多个横调节槽,所述支撑架包括前支架和后支架,所述前支架上设置有第一纵调节槽,所述后支架上设置有第二纵调节槽,所述第一纵调节槽和第二纵调节槽均与所述横调节槽互相垂直交叉,所述锁固件设置于所述第一纵调节槽和第二纵调节槽与所述横调节槽互相交叉的位置,用于将所述前支架和后支架固定于所述滑移台上。
[0022]
进一步地,所述支撑组件还包括连接轴,所述底座的前端通过所述连接轴铰接于所述前支架上,所述底座的底部抵接于所述后支架的顶部。
[0023]
进一步地,所述支撑组件还包括滚动轴,所述后支架呈t字形,所述后支架的顶部设有呈v字形的容置槽,所述滚动轴放置于所述容置槽中,所述底座的底部抵接于所述滚动轴上。
[0024]
采用上述技术方案后,本发明与背景技术相比,具有如下优点:
[0025]
1、本发明在铲刀座的底部至少固设有两个安装座,并沿各安装座的长度方向设置有若干个铲刀片,各安装座上的铲刀片分别对铲削台上固定的待加工件进行铲削加工,铲刀片一次可以铲削得到多片散热片,极大地提升了散热片的加工效率。
[0026]
2、本发明与整体式的铲刀片相比,不仅极大地降低了铲刀片整体的重量,提高了产品的加工精度,而且通过冷却组件分别对各铲刀片进行降温,提高铲刀片在工作过程中的冷却效率,保证铲刀片的正常使用寿命。
[0027]
3、本发明中前支架和后支架均可相对滑移台进行前后、左右移动后进行固定,只需调节前支架和后支架的位置,即可校准铲削台与铲刀片的相对位置,无需对位置发生偏移的铲刀片进行重新拆装,校准操作便捷,同时,各铲刀片通过校准组件进行辅助校准,使其相对安装座前侧的伸出长度一致,铲刀片的校准操作非常快捷。
附图说明
[0028]
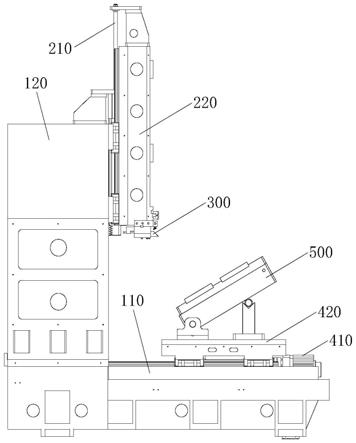
图1为本发明的结构示意图;
[0029]
图2为本发明部分结构的立体示意图之一;
[0030]
图3为本发明部分结构的立体示意图之二;
[0031]
图4为图3的分解示意图;
[0032]
图5为铲刀片的安装示意图;
[0033]
图6为本发明部分结构的立体示意图之三;
[0034]
图7为图6的分解示意图;
[0035]
图8为底座的安装示意图。
[0036]
附图标记说明:
[0037]
机座110、机架120;
[0038]
竖驱动件210、铲刀座220;
[0039]
铲刀组件300、安装座310、安装槽311、铲刀片320、压紧件330;
[0040]
横驱动件410、滑移台420、横调节槽421;
[0041]
支撑组件500、前支架510、第一纵调节槽511、后支架520、第二纵调节槽521、容置槽522、铲削台530、底座531、腔体5311、密封槽5312、分隔体5313、螺柱5314、柱体5315、封板532、第一吸孔5321、面板533、第二吸孔5331、连接轴540、滚动轴550;
[0042]
校准组件600、校准导轨610、校准块620、调节件630、调节座631、调节螺栓632;
[0043]
冷却组件700、固定座710、安装梁720、喷液管730。
具体实施方式
[0044]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0045]
在本发明中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示本发明的装置或元件必须具有特定的方位,因此不能理解为对本发明的限制。
[0046]
实施例
[0047]
配合图1和图2所示,本发明公开了一种散热片加工装置,包括机身、竖移组件、铲刀组件300、横移组件、支撑组件500、校准组件600及冷却组件700。
[0048]
机身包括机座110和机架120,机架120固设于机座110上,竖移组件包括竖驱动件210和铲刀座220,竖驱动件210安装于机架120上,用于驱动铲刀座220进行升降,在本实施例中,竖驱动件210优选采用气缸。
[0049]
配合图2至图5所示,铲刀组件300包括安装座310和铲刀片320,铲刀座220的底部至少固设有两个安装座310,各安装座310沿其长度方向设置有若干个铲刀片320。铲刀组件300还包括压紧件330,安装座310的底部并排设置有若干个安装槽311,各安装槽311的两侧分别设置有压紧件330,各安装槽311中分别插设有铲刀片320,并通过压紧件330进行固定,在本实施例中,压紧件330可通过螺栓可拆卸地固定于安装座310的底部,以压紧或松开各铲刀片320。
[0050]
配合图1和图2所示,横移组件包括横驱动件410和滑移台420,横驱动件410安装于机座110上,用于驱动滑移台420相对铲刀片320进行横移,滑移台420的顶部横向设置有多个横调节槽421,在本实施例中,横驱动件410优选采用电机丝杠的驱动结构。
[0051]
配合图2、图3及图6至图8所示,支撑组件500包括支撑架、铲削台530及锁固件(图中未示出),支撑架安装于滑移台420上,铲削台530安装于支撑架上,铲削台530上至少可固定两个待加工件,且待加工件分别与各安装座310上的铲刀片320相对应设置。
[0052]
支撑架包括前支架510和后支架520,前支架510上设置有第一纵调节槽511,后支架520上设置有第二纵调节槽521,第一纵调节槽511和第二纵调节槽521均与横调节槽421互相垂直交叉,锁固件设置于第一纵调节槽511和第二纵调节槽521与横调节槽421互相交叉的位置,用于将前支架510和后支架520固定于滑移台420上。在本实施例中,横调节槽421呈凸字形结构,第一纵调节槽511和第二纵调节槽521呈长圆状结构,锁固件采用螺母和螺栓配合的方式进行连接固定。
[0053]
铲削台530包括底座531、封板532及面板533,底座531具有一开口朝上的腔体5311,腔体5311通过气管与气泵(气泵为外接设备,图中未示出)相连,封板532固设于底座531的顶部,用于密封腔体5311,封板532上设有多组与腔体5311相通的第一吸孔5321,面板533设于封板532的顶部,面板533上设有与第一吸孔5321相对应的第二吸孔5331。通过气泵对腔体5311进行抽真空,以使面板533通过第二吸孔5331将待加工件进行牢牢吸附住。
[0054]
底座531顶部围绕腔体5311设有密封槽5312,腔体5311内并排设有多个分隔体5313,分隔体5313上形成有螺柱5314,分隔体5313的两侧设有多个柱体5315,封板532设于密封槽5312中,并通过螺丝螺接于螺柱5314上,封板532与密封槽5312之间设置有密封圈,以确保密封效果,封板532抵靠于分隔体5313和柱体5315上。
[0055]
此外,底座531的侧边设有真空检测装置(图中未示出),真空检测装置与腔体5311相连通,用于检测腔体5311的真空度,若面板533上的待加工件位置未摆放准确,则真空检测装置进行示警,确保待加工件在加工时被牢牢吸附于面板533上。
[0056]
支撑组件还包括连接轴540,底座531的前端通过连接轴540铰接于前支架510上,底座531的底部抵接于后支架520的顶部。支撑组件还包括滚动轴550,后支架520呈t字形,后支架520的顶部设有呈v字形的容置槽522,滚动轴550放置于容置槽522中,底座531的底部抵接于滚动轴550上。当前后移动后支架520时,底座531绕连接轴540转动,同时,滚动轴550在容置槽522内滚动,使滚动轴550抵接于底座531底部的不同位置处,以对底座531进行支撑,实现底座531相对滑移台420倾角的快速调节。
[0057]
配合图2、图3至图5所示,校准组件600用于检测各铲刀片320伸出安装座310前侧的长度,并使调节各铲刀片320伸出的长度一致,校准组件600包括校准导轨610、校准块620、校准件(图中未示出)及调节件630,校准导轨610设置于铲刀座220于铲刀片320的上方,校准块620滑动地设置于校准导轨610上,校准件设置于校准块620上,用于检测各铲刀片320刀尖伸出的长度,调节件630设置于安装座310上,用于调节各铲刀片320的伸出长度。
[0058]
在本实施例中,校准件包括但不限于采用校准尺、校准传感器中的一种,当校准件采用校准尺时,校准尺的上端可拆卸地安装于校准块620上,下端可与各铲刀片320的刀尖接触,校准尺随校准块620在校准导轨610上滑动,以分别移动至各铲刀片320的刀尖前,调节各铲刀片320使其刀尖与校准尺接触,即完成各铲刀片320伸出长度一致的调节。同理,当
校准件采用校准传感器时,校准传感器随校准块620在校准导轨610上滑动以逐一检测各铲刀片320刀尖伸出长度的是否一致,进而进行调节。
[0059]
调节件630包括调节座631和调节螺栓632,调节座631固设于安装座310的后侧,沿着调节座631的长度方向螺接有若干个调节螺栓632,调节螺栓632与铲刀片320的后端相抵接,通过前后调节螺栓632来使铲刀片320的位置发生变化。
[0060]
配合图2、图3及图5所示,冷却组件700包括固定座710、安装梁720及喷液管730,固定座710设置于铲刀座220的底部,安装梁720设置于固定座710的前端,沿着安装梁720的长度方向设置有若干个喷液管730,且各喷液管730分别对准其下方的各铲刀片320,从各喷液管730喷出的冷却液可以对各铲刀片320进行降温,提高铲刀片320在工作过程中的冷却效率,保证铲刀片320的正常使用寿命。
[0061]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1