可用于硬脆材料加工的双重辅助铣削加工装置和方法
1.本发明涉及硬脆材料加工技术领域,具体涉及一种可用于硬脆材料加工的激光超声双重辅助铣削加工方法和装置。
背景技术:
2.陶瓷、硬质合金、玻璃等硬脆材料由于其密度低、强度高、耐高温、耐磨损等优异的性能在航空航天、空间技术、医学、精密制造等领域具有极其广泛的应用前景。由这些材料制成的关键零部件凭借其优异的机械特性相较于传统材料有很高的使用寿命和应用特性。但同时,硬脆材料须经精密机械加工才能达到较高的尺寸形状精度和表面质量要求,由于其高硬脆性和低断裂韧性等对机械加工提出了很高的要求。目前,典型硬脆材料加工可采用磨削、超声振动铣削和激光辅助切削等加工方法。超声振动铣削是针对硬脆材料加工的一种特种加工方法,在刀具或工件上施加高频振动,将加工过程变成断续加工过程,超声振动加工可以降低加工表面宏观切削应力、提高加工质量且延长刀具寿命,在对氧化锆和蓝宝石等硬脆材料加工中有很大的发展。现阶段的超声振动铣削加工方式由于硬脆材料的难加工特性本质上没有变化,在材料去除量较大的加工场合中依然面临着刀具磨损严重和材料去除率低的问题。激光辅助切削加工是利用激光能量高的特点,利用高能激光束加热,产生局部高温使代加工区域的工件材料发生热软化,材料硬度降低,塑性提高,从而改善材料的切削加工性能。本专利创新性地将超声振动铣削和激光辅助加工结合以应用于硬脆材料的加工。通过工作台的椭圆振动和刀具轴向振动复合,形成三维超声振动系统,改变铣削加工过程中刀具和工件之间的运动轨迹。将激光热源引入超声振动加工系统,对材料待加工区域进行均匀加热,最终建立硬脆材料加工系统,解决硬脆材料加工的产业难题。该加工方法对硬脆材料加工的有利影响如下:
①
运用激光场辅助加热解决难加工材料的硬度高、切削加工性能差的问题
②
刀具与工件周期性的接触和分离,有利于减小切削力、切削温度和刀具磨损
③
通过激光加热软化和超声振动辅助解决硬脆材料的精密加工难题。
技术实现要素:
3.本发明所要解决的主要技术问题是提供了一种可用于硬脆材料加工的激光超声双重辅助铣削的加工方法和装置,其克服了背景技术中硬脆材料的加工难题,解决了硬脆材料加工的产业难题。
4.为了解决上述的技术问题,本发明提供了可用于硬脆材料加工的双重辅助铣削加工装置,包括:超声振动工作台、超声刀柄、激光辅助系统、调节夹具、机床主轴、固定夹具;
5.所述超声振动工作台通过固定夹具安装在机床工作台上;所述调节夹具的一端固定在机床主轴上,另一端连接所述激光辅助系统;所述超声刀柄连接在机床主轴沿着轴向的下端;
6.工件置于超声振动工作台上,通过调整调节夹具的各关节使得出射光聚焦于工件待加工区域进行加热。
7.在一较佳实施例中:所述超声振动工作台产生平行于工件表面的椭圆振动。
8.在一较佳实施例中:所述超声刀柄在加工时产生轴向振动。
9.在一较佳实施例中:所述超声刀柄的轴向振动和所述超声振动工作台的振动复合,形成三维超声振动系统。
10.在一较佳实施例中:所述调节夹具为万向台架,以实现激光辅助系统(3)在工件上任意加工点的定位和固定。
11.本发明还提供了可用于硬脆材料加工的双重辅助铣削加工方法,采用如上所述的加工装置,包括以下步骤:
12.步骤一:安装超声振动工作台和超声刀柄;
13.步骤二:组合激光辅助系统,安装调节夹具将激光热源引入机床,搭建激光超声振动双重辅助铣削加工系统;
14.步骤三:将工件固定在超声振动工作台上进行铣削加工。
15.本技术方案与现有背景技术相比,本发明的有益效果如下:
16.本发明公开一种可用于硬脆材料加工的激光超声双重辅助铣削加工方法,该加工方法首先通过激光辅助系统获得激光热源,利用激光热源对大面积范围内的待加工区域进行均匀的加热软化,改善材料的切削加工性,再通过工作台椭圆振动和超声刀具轴向振动复合形成的三维超声振动系统对硬脆材料进行铣削加工。根据本发明的方法可以改善刀具和工件之间的运动轨迹,又改善材料的加工性能,从而减少切削力和刀具磨损,提高材料去除率和表面完整性,最终解决硬脆材料的高效精密加工问题。
附图说明
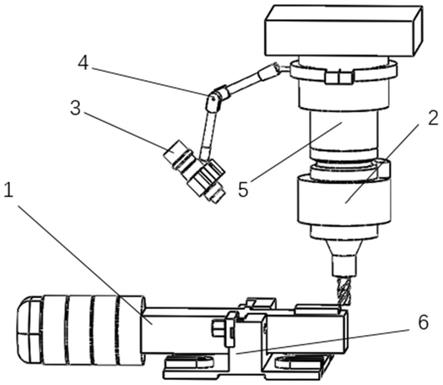
17.图1为装置搭建完成后的立体构件示意图;
18.图2为硬脆材料的加工方法技术路线示意图;
19.图3为硬脆材料加工方法流程示意图;
20.图4为超声振动平台的示意图;
21.图5为激光辅助系统的示意图;
22.图6为调节夹具的结构示意图。
23.附图标记说明:超声振动工作台1,超声刀柄2,激光辅助系统3,调节夹具4,机床主轴5,固定夹具6。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明的描述中,需要说明的是,术语“上”指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“固定”、“装载”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.请参考图1至图6,为本发明一实施方式的一种可用于硬脆材料加工的激光超声辅助铣削加工方法与装置。其装置包括:超声振动工作台1,超声刀柄2,激光辅助加工系统3,调节夹具4,机床主轴5,固定夹具6。
28.所述超声振动工作台1通过固定夹具6安装在机床工作台上;所述调节夹具4的一端固定在机床主轴5上,另一端连接所述激光辅助系统3;所述超声刀柄2连接在机床主轴5沿着轴向的下端;
29.工件置于超声振动工作台1上,通过调整调节夹具4的各关节使得出射光聚焦于工件待加工区域进行加热。
30.首先在机床主轴5上安装超声刀柄2,再安装调节夹具4搭建激光辅助加工系统3,通过激光辅助系统3获得激光热源,利用激光热源对工件的待加工区域进行均匀的加热软化,降低材料的硬度,改善材料的切削加工性。在机床工作台上用固定夹具6安装超声振动工作台,再通过超声振动工作台1产生椭圆振动和超声刀具轴向振动复合形成的三维超声振动系统,对硬脆材料进行铣削加工。
31.请参阅图4,本实施例所述超声工作台可产生平行于工件表面的椭圆振动,超声刀柄为任意型号刀柄,可产生轴向振动与工作台复合形成三维超声振动系统。
32.请参阅图6,本实施例中所述调节夹具为万向台架,可以实现激光系统在工件上任意加工点的定位和固定。
33.本实施例还提供了可用于硬脆材料加工的双重辅助铣削加工方法,采用如上所述的加工装置,包括以下步骤:
34.步骤一:装载超声振动工作台和超声刀柄;
35.步骤二:组合激光系统,搭建激光辅助加工模块,安装夹具将激光引入机床,搭建激光辅助超声振动铣削加工系统;
36.步骤三:将工件固定在椭圆超声振动工作台上进行铣削加工。
37.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1