一种汽车零部件装配用的电动旋拧装置的制作方法
1.本发明涉及汽车零件装配相关技术领域,具体为一种汽车零部件装配用的电动旋拧装置。
背景技术:
2.装配是指将零件按规定的技术要求组装起来,并经过调试、检验使之成为合格产品的过程,装配始于装配图纸的设计;产品都是由若干个零件和部件组成的。按照规定的技术要求,将若干个零件接合成部件或将若干个零件和部件接合成产品的劳动过程,称为装配。前者称为部件装配,后者称为总装配。它一般包括装配、调整、检验和试验、涂装、包装等工作,而汽车零件装配过程中不可避免会涉及到螺丝的拧紧过程,而传统用于汽车装配过程中使用的旋拧机构较为简单,其通常都是工人自身靠装配过程中的感觉对螺丝的拧入程度进行控制,其容易导致螺丝拧入过量,或者出现螺丝拧入不到位现象的发生,从而影响到最终产品的质量。
技术实现要素:
3.本发明的目的在于提供一种汽车零部件装配用的电动旋拧装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种汽车零部件装配用的电动旋拧装置,包括无重力平衡臂和旋拧机构,其旋拧机构由电动拧紧枪和拧紧枪夹紧板组合构成,其电动拧紧枪上设置有控制开关,且电动拧紧枪中电机转子上通过联轴器连接有批头,所述无重力平衡臂为活动设置在底座上的第一导杆和第二导杆上,所述第一导杆的上端设置有驱动结构,所述无重力平衡臂为通过驱动结构进行上下驱动,所述无重力平衡臂的前端固定安装有支撑底板,所述支撑底板为一个l型板体结构,且支撑底板的外侧设置有防护罩,且拧紧枪夹紧板的横板部位开设有通孔,且其通孔中通过锁紧螺母固定安装有滚动轴承,且批头为从滚动轴承的内圈之中穿过,且支撑底板的竖向板体上端固定安装有拧紧枪定位板,且电动拧紧枪的枪体为夹紧设置在拧紧枪定位板上的定位孔之中,且拧紧枪定位板上定位孔的一侧开设有走线孔,所述支撑底板横向板体的下表面固定焊接有外筒,所述外筒内腔侧壁上一体成型有限位环,且外筒内腔中活动设置有基准内筒,且批头为从基准内筒的内腔中穿过设置,所述基准内筒的上侧面通过复位弹簧与支撑底板横向板体的下表面相连接,所述基准内筒的下端一体成型有安装环,所述安装环的下端固定安装有调节组件,其调节组件由连接件和支撑件组合构成,所述支撑底板的竖向板体上设置有传感器支撑板,所述传感器支撑板上通过传感器夹紧板固定安装有位移传感器,所述外筒朝向位移传感器的一侧开设有矩形槽,且基准内筒的侧边上固定安装有基准块。
5.优选的,所述外筒中设置有无油衬套,且无油衬套为通过外筒下表面固定安装的衬套挡环和外筒内侧壁上的限位环进行限位固定,且基准内筒为活动设置在无油衬套的内圈之中。
6.优选的,所述位移传感器下端的位移传感器检测头位于基准内筒侧边上基准块的正上方进行设置。
7.优选的,所述安装环为一块环形板,且其板体上开设有第一安装孔,所述第一安装孔共等间距设置有六个。
8.优选的,所述连接件由连接板、第一螺杆、第二螺杆组合构成,所述第一螺杆的设置位置与第一安装孔的位置相对应,所述连接件为通过第一螺杆穿过第一安装孔进行设置,且通过第一固定螺母进行定位。
9.优选的,所述支撑件由上位支撑板、连接杆和下位支撑板组合构成,所述上位支撑板和下位支撑板均为环形板,且上位支撑板上开设有第二安装孔,所述第二安装孔的设置位置与连接件上第二螺杆的位置相对应,且上位支撑板为通过第二固定螺母与第三固定螺母定位固定在第二螺杆上。
10.与现有技术相比,本发明的有益效果是:1.通过设置由电动拧紧枪和拧紧枪夹紧板组合构成的旋拧机构对汽车零件安装时的螺丝进行固定拧紧,并通过在传感器支撑板安装位移传感器,从而通过位移传感器对螺丝的拧紧深度进行检测,从而保证零件安装时螺丝拧紧到位,从而保证其安装零件的稳定性;2.并通过在外筒中设置有无油衬套,从而提高基准内筒在外筒之中上下移动过程中的灵活性;3.通过在基准内筒的下端设置安装环,并在安装环上安装由连接件和支撑件组合构成的调节组件,从而通过调节组件的调节作用,让该装置实现可以对不同深度安装孔中的螺丝进行固定安装,从而保证其安装过程中可以精准的对螺钉的拧入深度进行监测。
附图说明
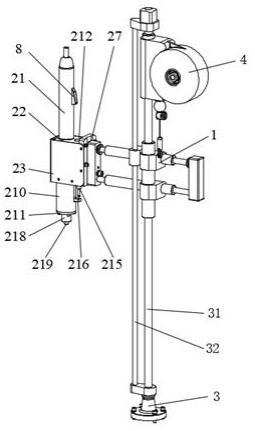
11.图1为本发明结构示意图;图2为外筒位置处剖面视图;图3为调节组件结构示意图;图4为安装环位置示意图;图5为连接件结构示意图;图6为支撑件结构示意图。
12.图中:无重力平衡臂1、电动拧紧枪21、拧紧枪定位板212、走线孔2121、拧紧枪夹紧板22、防护罩23、联轴器24、锁紧螺母25、滚动轴承26、批头219、支撑底板27、限位环28、复位弹簧29、外筒210、传感器夹紧板213、位移传感器215、位移传感器检测头2151、基准块216、无油衬套217、基准内筒218、批头219、第一导杆31、第二导杆32、驱动结构4、安装环5、第一安装孔51、连接件6、连接板61、第一螺杆62、第二螺杆63、支撑件7、上位支撑板71、第二安装孔711、连接杆72、下位支撑板73、控制开关8。
具体实施方式
13.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
14.请参阅图1
‑
6,本发明提供一种技术方案:一种汽车零部件装配用的电动旋拧装置,包括无重力平衡臂1和旋拧机构,其旋拧机构由电动拧紧枪21和拧紧枪夹紧板22组合构成,其电动拧紧枪21上设置有控制开关8,且电动拧紧枪21中电机转子上通过联轴器24连接有批头219,无重力平衡臂1为活动设置在底座3上的第一导杆31和第二导杆32上,第一导杆31的上端设置有驱动结构4,无重力平衡臂1为通过驱动结构4进行上下驱动,无重力平衡臂1的前端固定安装有支撑底板27,支撑底板27为一个l型板体结构,且支撑底板27的外侧设置有防护罩23,且拧紧枪夹紧板22的横板部位开设有通孔,且其通孔中通过锁紧螺母25固定安装有滚动轴承26,且批头219为从滚动轴承26的内圈之中穿过,且支撑底板27的竖向板体上端固定安装有拧紧枪定位板212,且电动拧紧枪21的枪体为夹紧设置在拧紧枪定位板212上的定位孔之中,且拧紧枪定位板212上定位孔的一侧开设有走线孔2121,支撑底板27横向板体的下表面固定焊接有外筒210,外筒210内腔侧壁上一体成型有限位环28,且外筒210内腔中活动设置有基准内筒218,且批头219为从基准内筒218的内腔中穿过设置,基准内筒218的上侧面通过复位弹簧29与支撑底板27横向板体的下表面相连接,基准内筒218的下端一体成型有安装环5,安装环5的下端固定安装有调节组件,其调节组件由连接件6和支撑件7组合构成,支撑底板27的竖向板体上设置有传感器支撑板214,传感器支撑板214上通过传感器夹紧板213固定安装有位移传感器215,外筒210朝向位移传感器215的一侧开设有矩形槽,且基准内筒218的侧边上固定安装有基准块216,通过设置由电动拧紧枪21和拧紧枪夹紧板22组合构成的旋拧机构对汽车零件安装时的螺丝进行固定拧紧,并通过在传感器支撑板214安装位移传感器215,从而通过位移传感器对螺丝的拧紧深度进行检测,从而保证零件安装时螺丝拧紧到位,从而保证其安装零件的稳定性。
15.进一步地,外筒210中设置有无油衬套217,且无油衬套217为通过外筒210下表面固定安装的衬套挡环211和外筒210内侧壁上的限位环28进行限位固定,且基准内筒218为活动设置在无油衬套217的内圈之中,通过在外筒210中设置有无油衬套217,从而提高基准内筒218在外筒210之中上下移动过程中的灵活性;进一步地,位移传感器215下端的位移传感器检测头2151位于基准内筒218侧边上基准块216的正上方进行设置。
16.进一步地,安装环5为一块环形板,且其板体上开设有第一安装孔51,第一安装孔51共等间距设置有六个。
17.进一步地,连接件6由连接板61、第一螺杆62、第二螺杆63组合构成,第一螺杆62的设置位置与第一安装孔51的位置相对应,连接件6为通过第一螺杆62穿过第一安装孔51进行设置,且通过第一固定螺母进行定位。
18.进一步地,支撑件7由上位支撑板71、连接杆72和下位支撑板73组合构成,上位支撑板71和下位支撑板73均为环形板,且上位支撑板71上开设有第二安装孔711,第二安装孔711的设置位置与连接件6上第二螺杆63的位置相对应,且上位支撑板71为通过第二固定螺母与第三固定螺母定位固定在第二螺杆63上,通过在基准内筒218的下端设置安装环5,并在安装环上安装由连接件6和支撑件7组合构成的调节组件,从而通过调节组件的调节作用,让该装置实现可以对不同深度安装孔中的螺丝进行固定安装,从而保证其安装过程中
可以精准的对螺钉的拧入深度进行监测。
19.工作原理:实际使用时,工作人员通过根据对待装配螺丝位置安装孔的深度,然后将第二螺杆63上的第二固定螺母与第三固定螺母拧松,然后对上位支撑板71的位置进行调节,当上位支撑板71调节到合适的位置处时,工作人员再通过对第二固定螺母与第三固定螺母进行拧紧,从而完成对支撑件7的定位固定,然后工作人员通过握住电动拧紧枪枪体,拉伸无重力平衡臂到合适位置后下压,当批头接触或快要接触螺丝时,按下启动按钮,电动拧紧枪带动批头将螺丝进行旋拧,旋拧过程中需要持续下压。基准内筒底面与孔基准端面接触,基准内筒带动基准块按压位移传感器检测头,位移传感器将位移值反馈到控制系统,当位移值达到系统设定值后,控制系统发送控制信号给所述电动拧紧枪的控制器,所述电动拧紧枪停止工作,控制系统给出合格标识。所述电动拧紧枪在旋拧过程中有扭矩过载保护,对旋拧扭矩进行控制,防止旋拧过程中扭矩过大,造成螺丝滑丝,从而产生不合格品。
20.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1