一种挤压模具及工作带的制作方法
[0001]
本发明涉及挤压工艺技术领域,特别涉及一种挤压模具及工作带。
背景技术:
[0002]
现有技术中,大中型挤压机的挤压棒模模具的工作带与工作入口端面成90
°
,工作带长度一般在3~8mm。现有技术中的工作带具有如下缺点,第一,工作带的口壁在装卸、吊运过程中容易造成损伤,导致挤压制品表面形成划伤缺陷,第二,在剪切残料时也容易使残料附着在工作带口壁,在下一个制品上形成划伤,第三,由于工作带长度较短,主要承载垂直方面的受力,所以模具使用寿命低。
[0003]
因此,如何避免工作带在装卸、吊运的过程中出现损伤,以及在生产过程中划伤产品表面,同时延长模具的使用寿命,成为本领域技术人员亟待解决的技术问题。
技术实现要素:
[0004]
有鉴于此,本发明提供了一种工作带,以避免工作带在装卸、吊运的过程中出现损伤,以及在生产过程中划伤产品表面,同时延长模具的使用寿命。本发明还提供了一种挤压模具。
[0005]
为实现上述目的,本发明提供如下技术方案:
[0006]
一种工作带,包括工作带本体,所述工作带本体的入口端设置有促流角,所述促流角的长度为7~8mm。
[0007]
优选的,在上述工作带中,所述促流角的角度为15
°-
18
°
。
[0008]
优选的,在上述工作带中,所述工作带本体为激光表面强化处理的工作带。
[0009]
优选的,在上述工作带中,所述工作带本体为钒钢工作带或者镍钢工作带。
[0010]
一种挤压模具,包括工作带,所述工作带为上述任意一个方案中记载的工作带。
[0011]
优选的,在上述挤压模具中,所述挤压模具为氮化处理的挤压模具。
[0012]
从上述技术方案可以看出,本发明提供的工作带,在工作带本体的入口端增加一个长度7~8mm,角度为15
°
~18
°
的促流角。由于在工作带本体的入口端制作了促流角α,工作带本体的有效工作带和工作带本体的入口端形成了半径差,在吊运和装配过程中工作带的入口端因微小磕碰形成的缺陷不影响有效工作带部分,不会在产品上形成划伤;促流角能有效提高金属制品的挤压速度,对工作效率也有一定的提升;促流角的存在,增加了工作带的整体长度,提高了工作带的载荷强度,同时有效的降低了模具在垂直方向的受力,改善了工作带受力情况,提高了模具的使用寿命。
附图说明
[0013]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
[0014]
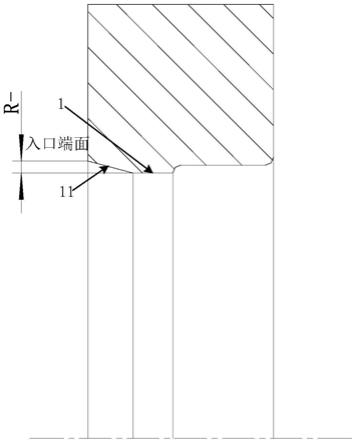
图1为本发明现有技术提供的挤压模具的结构示意图;
[0015]
图2为本发明实施例提供的挤压模具的结构示意图;
[0016]
图3为本发明实施例提供的挤压模具的结构示意图。
[0017]
1、工作带本体,11、促流角。
具体实施方式
[0018]
本发明公开了一种工作带,以避免工作带在装卸、吊运的过程中出现损伤,以及在生产过程中划伤产品表面,同时延长模具的使用寿命。本发明还提供了一种挤压模具。
[0019]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0020]
请参阅图1-图3。
[0021]
本发明公开了一种工作带,包括工作带本体1,工作带本体1的入口端设置有促流角11,促流角11的长度为7~8mm。
[0022]
促流角11为在工作带本体1的入口端增加的小斜角,能够增加工作带的长度。促流角11的角度大于15
°
,接近金属自然流动角,能够加快金属的流动速度。
[0023]
促流角11的长度控制在7~8mm。促流角11的长度如果太短,对工作带本体1的承载能力的加强效果有限,同时径距(径向长度)太小,不能形成足够的包容空间,装卸、吊运及剪切残料过程中依旧会影响产品的表面质量;促流角11的长度如果太长,虽然能够大幅度提高工作带的承载能力,但是会存在两个问题,一个是测量不便,一般的游标卡尺无法测量,必须使用其他专用的测量器具;二是促流角11和有效工作带之间形成喇叭形状,产品在生产完后,不利于产品的拉出,影响模具更换。
[0024]
经过多次的计算和生产验证,我们把促流角11的长度控制在7~8mm,既能使用普通的游标卡尺进行测量(通用普通游标卡尺的卡脚长度10mm),保证量具的通用性,又保证径距(径向长度)有足够的空间去包容细小的口壁缺陷,在装卸、吊运及剪切残料过程中不容易对工作带口壁形成损伤,使得产品表面不产生划伤缺陷。
[0025]
促流角11也在一定程度上加长了工作带的长度,增加了工作带的总厚度,其承载能力增强,同时在促流角11的倾斜方向能分解工作带的承载压力,降低垂直方面的受力,有效的优化工作带本体1受力结构,提高模具使用寿命。
[0026]
在本方案的一个具体实施例中,促流角11的角度为15
°-
18
°
。
[0027]
在模具设计和生产实践中,阻碍角在型材和排材模具的设计制造时常常用到,其角度在3
°
~12
°
,起到增长工作带、阻碍金属流动的作用,阻碍角超过15
°
后,因该角度接近或达到金属自然流动的角度,并不起阻碍金属作用,反而会产生促流的作用,起促流作用的阻碍角成为促流角11。
[0028]
生产过程中,如果促流角11的角度过大,在剪切残料时,残料会在下端形成弯钩,不利于产品的拉出,同时会影响产品的表面质量,形成起皮的缺陷;同时,促流角11的角度过大,会减少挤压死区,导致产品的表面质量变差,产生起皮等缺陷。
[0029]
经过多次计算和试验验证,该促流角11的角度α=15
°
~18
°
。
[0030]
促流角11在该角度范围,对金属有一定的促流作用,对挤压速度有一定的提高。
[0031]
工作带的长度加长,虽然能够提高工作带的承载能力,但是也会在一定程度上增加挤压的摩擦力,影响产品的表面质量。为了降低工作带的长度加长对产品的表面质量的影响,在工作带的入口端设置促流角11,这样既提高了工作带的整体长度,保证工作带的载荷能力,提高模具使用寿命,又保证产品表面的质量不随着工作带的增长而降低。
[0032]
本方案在工作带的入口端增加一个长度7~8mm,角度为15
°
~18
°
的促流角11,其不但继承了旧模具易于加工制造和更换模具的优点,同时有效解决旧模具的缺点。由于在工作带的入口端制作促流角11α,工作带的有效工作带和入口端面形成了半径差,在吊运和装配过程中工作带的入口端因微小磕碰形成的缺陷不影响有效工作带部分,不会在产品上形成划伤,并且对入口端的磕碰伤的打磨修复也不影响有效工作带部分,对工作带的圆度及表面粗糙度不形成影响;由于促流角11的存在,残料分离时,粘接在入口端的金属在挤压时直接压入产品内,不会形成划伤,促流角11能有效提高金属制品的挤压速度,对工作效率也有一定的提升;促流角11的存在,增加了工作带的整体长度,提高了工作带的载荷强度,同时有效的降低了模具在垂直方向的受力,改善了工作带受力情况,提高了模具的使用寿命。
[0033]
为了提高工作带的表面质量和模具的使用寿命,本方案公开的工作带本体1为激光表面强化处理的工作带。
[0034]
在本方案的一个具体实施例中,工作带本体1为钒钢工作带或者镍钢工作带。
[0035]
本方案还公开了一种挤压模具,包括工作带,工作带为上述任意一个方案中记载的工作带。
[0036]
由于工作带具有上述技术效果,具有该工作带的挤压模具也具有同样的技术效果,在此不再赘述。
[0037]
为了保证模具的使用寿命,需要对模具进行定期氮化处理。
[0038]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1