机加工设备的制作方法
1.本实用新型涉及一种机加工设备。
背景技术:
2.车床用于加工金属零件,可对金属零件进行钻孔、车削等操作。车床包括夹料卡盘,夹料卡盘用于夹持待加工零件,继而带动待加工零件高速旋转。在现有技术中,需要人工将待加工零件装至夹料卡盘,加工后的零件需要人工从夹料卡盘中取出,该过程自动化程度低,效率低下。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供一种机加工设备,其能够提高零件装卸过程的自动化程度,提高生产效率。
4.本实用新型的目的采用如下技术方案实现:
5.机加工设备,用于配合车床,所述车床设有夹料卡盘,所述机加工设备包括机架和送料机构,所述机架固接有横梁,所述横梁可滑动地连接有横向滑台,所述横向滑台可滑动地连接有竖向滑移臂,所述竖向滑移臂的底端设有夹持机构,所述竖向滑移臂可经所述车床的顶部伸入所述车床内部,且所述夹持机构能移动至所述夹料卡盘的相应处,所述送料机构包括传送链/传送带,所述夹持机构能移动至所述传送链/传送带。
6.具体地,所述夹持机构包括l形摆件、驱动气缸、连杆和两个夹爪,所述l 形摆件的拐角处通过铰接轴铰接于所述竖向滑移臂的底端,所述铰接轴固接有所述连杆,所述驱动气缸的一端铰接于所述竖向滑移臂,所述驱动气缸的另一端与所述连杆的自由端铰接,所述l形摆件的两端均固接有一个夹爪。
7.具体地,所述l形摆件的两段相互垂直,所述l形摆件的两段的长度一致。
8.具体地,所述l形摆件呈板状。
9.具体地,所述l形摆件的摆动轴与水平面平行,所述竖向滑移臂的底部固接有安装板,所述安装板位于所述l形摆件的上方,所述安装板设有两个朝下延伸的极位缓冲气动弹簧,两个所述极位缓冲气动弹簧位于所述l形摆件的两个摆动极位。
10.具体地,所述竖向滑移臂的底端固接有两个安装部,两个所述安装部均设有开孔,两个所述开孔内均设有滚动轴承,两个所述滚动轴承共同支承所述铰接轴。
11.具体地,所述横向滑台设有横向滑移电机,所述横向滑移电机设有横向驱动齿轮,所述横梁固接有横向齿条,所述横向驱动齿轮与所述横向齿条啮合。
12.具体地,所述横向滑台设有竖向滑移电机,所述竖向滑移电机设有竖向驱动齿轮,所述竖向滑移臂固接有竖向齿条,所述竖向驱动齿轮与所述竖向齿条啮合。
13.具体地,所述夹爪为气动夹爪。
14.具体地,所述送料机构包括并列设置的来料传送链和出料传送带。
15.相比现有技术,本实用新型的有益效果在于:
16.由于夹持机构能够将来料传送链所送来的待加工零件夹持,并移送至车床的夹料卡盘的相应处,以供车床车削加工。待车床完成对该零件的加工后,夹持机构能够将该已加工零件夹持,继而移送至出料传送带,以完成出料,如此,零件安装至夹料卡盘以及从夹料卡盘卸下的过程完全由夹持机构操作,免去人工操作,提高了零件装卸过程的自动化程度,提高了生产效率。
附图说明
17.图1为机加工设备与车床在协同工作状态下的视图;
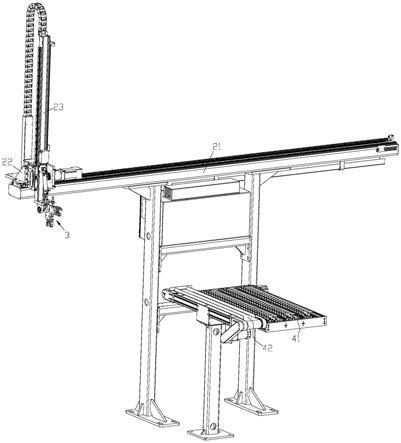
18.图2为机加工设备的立体视图;
19.图3为图1的局部视图;
20.图4为机加工设备的局部视图;
21.图5为机加工设备的局部视图。
22.图中:1、车床;11、夹料卡盘;12、窗口;21、横梁;22、横向滑台;23、竖向滑移臂;231、安装部;24、安装板;25、极位缓冲气动弹簧;3、夹持机构;31、l形摆件;32、驱动气缸;33、连杆;34、夹爪;35、铰接轴;41、来料传送链;42、出料传送带;51、横向滑移电机;52、横向齿条;53、竖向滑移电机;54、竖向齿条。
具体实施方式
23.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
24.见图1、图2,机加工设备,用于配合车床1,车床1设有夹料卡盘11。机加工设备包括机架和送料机构。机架固接有横梁21,横梁21可滑动地连接有横向滑台22,横向滑台22可滑动地连接有竖向滑移臂23。竖向滑移臂23的底端设有夹持机构3。竖向滑移臂23可经车床1的顶部伸入车床1内部(经车床1 顶部的窗口12),且夹持机构3能移动至夹料卡盘11的相应处。送料机构包括来料传送链41/出料传送带42,夹持机构3能移动至来料传送链41/出料传送带 42。由于夹持机构3能够将来料传送链41所送来的待加工零件夹持,并移送至车床1的夹料卡盘11的相应处,以供车床1车削加工。待车床1完成对该零件的加工后,夹持机构3能够将该已加工零件夹持,继而移送至出料传送带42,以完成出料,如此,零件安装至夹料卡盘11以及从夹料卡盘11卸下的过程完全由夹持机构3操作,免去人工操作,提高了零件装卸过程的自动化程度,提高了生产效率。
25.具体地,见图3至图5,夹持机构3包括l形摆件31、驱动气缸32、连杆 33和两个夹爪34,l形摆件31的拐角处通过铰接轴35铰接于竖向滑移臂23的底端,铰接轴35固接有连杆33,驱动气缸32的一端铰接于竖向滑移臂23,驱动气缸32的另一端与连杆33的自由端铰接,l形摆件31的两端均固接有一个夹爪34。由于l形摆件31呈“l”形,且l形摆件31的两端均固接有一个夹爪 34,夹持机构3的每一次移动行程均能够携带两个零件,提高了送料效率。
26.具体地,l形摆件31的两段相互垂直,l形摆件31的两段的长度一致。
27.具体地,l形摆件31呈板状。
28.具体地,l形摆件31的摆动轴与水平面平行,竖向滑移臂23的底部固接有安装板
24,安装板24位于l形摆件31的上方。安装板24设有两个朝下延伸的极位缓冲气动弹簧25,两个极位缓冲气动弹簧25位于l形摆件31的两个摆动极位。l形摆件31单程两次送料(或取料)过程需要绕铰接轴35转动90度,两个极位缓冲气动弹簧25能够对l形摆件31起限位、缓冲作用。
29.具体地,竖向滑移臂23的底端固接有两个安装部231,两个安装部231均设有开孔,两个开孔内均设有滚动轴承,两个滚动轴承共同支承铰接轴35(结合图3、图5)。
30.具体地,见图4,横向滑台22设有横向滑移电机51,横向滑移电机51设有横向驱动齿轮,横梁21固接有横向齿条52,横向驱动齿轮与横向齿条52啮合。横向滑移电机51用于驱动横向滑台22滑移。
31.具体地,横向滑台22设有竖向滑移电机53,竖向滑移电机53设有竖向驱动齿轮,竖向滑移臂23固接有竖向齿条54,竖向驱动齿轮与竖向齿条54啮合。竖向滑移电机53用于驱动竖向滑移臂23滑移。
32.具体地,夹爪34为气动夹爪34。
33.具体地,送料机构包括并列设置的来料传送链41和出料传送带42。
34.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1