一种弧形铝板冲压装置的制作方法
[0001]
本实用新型属于铝板加工技术领域,具体涉及一种弧形铝板冲压装置。
背景技术:
[0002]
铝(al)是一种轻金属,其化合物在自然界中分布极广,地壳中铝的资源约为400~500亿吨,仅次于氧和硅,居第三位。在金属品种中为第一大类金属。铝具有特殊的化学、物理特性,不仅重量轻、质地坚、而且具有良好的延展性、导电性、导热性、耐热性和耐核辐射性,是国民经济发展的重要基础原材料。铝棒是铝产品的一种,铝棒的熔铸包括熔化、提纯、除杂、除气、除渣与铸造过程。铝板是把厚度在0.2mm以上至500mm以下,200mm宽度以上,长度16m以内的铝材料称之为铝板材或者铝片材,0.2mm以下为铝材,200mm宽度以内为排材或者条材。
[0003]
由于储量大,使用成本低,铝制品被广泛应用于生活的方方面面,尤其是铝板的应用更加广泛,弧形铝板可应用于多种机械设备中,而传统弧形铝板的加工方法是人工配合弯折设备进行手工弯折成弧形,这样不仅效率慢,而且耗费大量人力物力。
技术实现要素:
[0004]
本实用新型的目的在于提供一种弧形铝板冲压装置,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:一种弧形铝板冲压装置,包括底板,所述底板中部设置有安装座,所述安装座上设置有弧形模具,所述弧形模具远离操作面的一边上设置有背板,横跨所述底板设置有支架,所述支架中部设置有冲压油缸,所述冲压油缸向下伸缩设置,且位于伸缩端安装有弧形冲压头。
[0006]
优选的,所述弧形模具的两端对称设置有两个限位板,且两个限位板高出弧形模具的水平面。
[0007]
优选的,所述限位板的高度与背板的高度相同。
[0008]
优选的,所述弧形冲压头的冲压面与弧形模具的弧形面贴合匹配。
[0009]
本实用新型的技术效果和优点:该弧形铝板冲压装置,结构简单,设计合理,通过弧形冲压头与弧形模具贴合匹配,对弧形板进行冲压定型,使得弧形铝板的加工制作,方便快捷,大大提高了加工效率,减少人工成本,从而降低了生产成本。
附图说明
[0010]
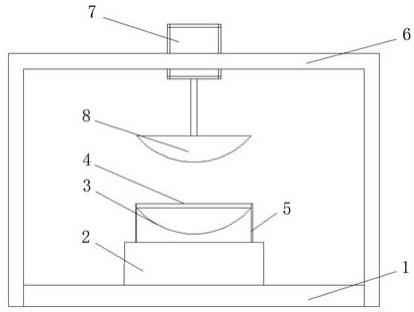
图1为本实用新型的主体结构示意图;
[0011]
图2为本实用新型的弧形模具与背板的结构示意图。
[0012]
图中:1、底板;2、安装座;3、弧形模具;4、背板;5、限位板;6、支架;7、冲压油缸;8、弧形冲压头。
具体实施方式
[0013]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0014]
本实用新型提供了如图1、图2所示的一种弧形铝板冲压装置,包括底板 1,底板1中部设置有安装座2,安装座2上设置有弧形模具3,弧形模具3 远离操作面的一边上设置有背板4,弧形模具3的两端对称设置有两个限位板 5,且两个限位板5高出弧形模具3的水平面,同时限位板5的高度与背板4 的高度相同,使得两个限位板5与背板4围成三面,对待冲压的铝板进行限位,横跨底板1设置有支架6,支架6中部设置有冲压油缸7,冲压油缸7向下伸缩设置,且位于伸缩端安装有弧形冲压头8,弧形冲压头8的冲压面与弧形模具3的弧形面贴合匹配,使得弧形冲压头8能与弧形模具3完美贴合,对铝板进行弧形结构的弯折加工。
[0015]
工作原理:该弧形铝板冲压装置,在使用中,将铝板放置在弧形模具3 上,同时将铝板限定在背板4以及限位板5围成的三面限制的区域内,然后驱动冲压油缸7并带动弧形冲压头8对铝板进行冲压,使得铝板被定形为弧形冲压头8与弧形模具3所构成的弧形结构,冲压完成后,弧形冲压头8收回,取出冲压成形的弧形铝板即可。
[0016]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1