一种用于电池盖板和壳体的焊接装置的制作方法
[0001]
本实用新型涉及电池生产加工技术领域,尤其涉及一种电池盖板和壳体的焊接装置。
背景技术:
[0002]
在圆柱电池领域,目前主要有两种电池结构,一种为钢壳加盖帽结构,此种结构一般采用滚槽加口部密封圈挤压变形进行密封。另一种为铝壳加顶部盖板结构,此种结构一般采用壳体与盖板焊接达到密封效果。
[0003]
目前行业内普遍采用激光焊来达到铝壳与顶部盖板的焊接,即使用高能量密度激光对盖板与壳体缝隙处进行加热,融化焊接区域以达到连接效果。而此种焊接方式主要焊接质量较低,焊接均匀性较差,焊接危险性较高的问题。
技术实现要素:
[0004]
本实用新型的目的在于提出一种电池盖板和壳体的焊接装置,该焊接装置的焊接质量较好,焊接均匀性较高,焊接安全性较高。
[0005]
为实现上述技术效果,本实施例的电池盖板和壳体的焊接装置的技术方案如下:
[0006]
本实用新型公开了一种用于电池盖板和壳体的焊接装置,包括:支架;第一驱动件,所述第一驱动件设在所述支架上;焊针,所述焊针连接在所述第一驱动件的输出端,所述第一驱动件能够驱动所述焊针旋转;夹具组件,所述夹具组件包括两个间隔设置的夹持件,所述夹持件用于夹持电池盖板及壳体。
[0007]
在一些实施例中,所述用于电池盖板和壳体的焊接装置还包括第二驱动件,所述第二驱动件与所述支架相连,所述第二驱动件能够驱动所述支架旋转。
[0008]
在一些实施例中,所述焊针的远离所述第一驱动件的一端具有渐缩部,所述渐缩部的横截面积沿远离所述第一驱动件的方向逐渐减小。
[0009]
在一些实施例中,所述焊针的转速为500r/min-1500r/min。
[0010]
在一些实施例中,所述焊针的下压量为0.1mm-0.2mm。
[0011]
在一些实施例中,所述支架的线速度为100mm/min-200mm/min。
[0012]
在一些实施例中,两个所述夹持件上均设有配合槽,所述电池盖板配合在一个所述配合槽内,所述壳体配合在另一个所述配合槽内。
[0013]
在一些实施例中,所述支架包括:第一连接部,所述第一连接部的一端与所述第一驱动件相连;第二连接部,所述第二连接部与所述第一连接部间隔设置,且所述第二连接部的延伸方向与所述第一连接部的延伸方向平行;过渡部,所述过渡部的两端分别与所述第一连接部和所述第二连接部相连。
[0014]
在一些实施例中,所述夹持件的轴线与所述支架的旋转轴线重合。
[0015]
在一些实施例中,所述焊针为碳素工具钢件、合金工具钢件或者高速工具钢件中的任何一种。
[0016]
本实用新型的用于电池盖板和壳体的焊接装置,由于采用焊针与电池盖板或者壳体之间的摩擦实现对焊接区域的焊接,在在焊接过程中无外部能量输入,焊接过程稳定,不受焊接位置表面状态影响,不产生焊渣,焊接质量较好,焊接均匀度较高。
[0017]
本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
[0018]
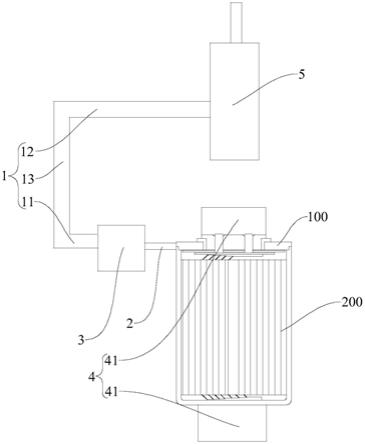
图1是本实用新型实施例的用于电池盖板和壳体的焊接装置的结构示意图。
[0019]
图2是本实用新型实施例的焊针的局部结构示意图。
[0020]
附图标记:
[0021]
1、支架;11、第一连接部;12、第二连接部;13、过渡部;2、焊针;21、渐缩部;3、第一驱动件;4、夹具组件;41、夹持件;5、第二驱动件;100、电池盖板;200、壳体。
具体实施方式
[0022]
为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
[0023]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0024]
此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征,用于区别描述特征,无顺序之分,无轻重之分。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0025]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0026]
下面参考图1-图2描述本实用新型实施例的用于电池盖板和壳体的焊接装置的具体结构。
[0027]
如图1所示,本实用新型实施例的用于电池盖板和壳体的焊接装置包括支架1、焊针2、第一驱动件3和夹具组件4,第一驱动件3设在支架1上,焊针2连接在第一驱动件3的输出端,第一驱动件3能够驱动焊针2旋转,夹具组件4包括两个间隔设置的夹持件41,夹持件41用于夹持电池盖板100及壳体200。
[0028]
可以理解的是,在实际焊接过程中,将电池盖板100和壳体200放置在夹具组件4上,使得电池盖板100扣合在壳体200的敞开端,然后调整支架1的位置,使得焊针2正对电池盖板100和壳体200的缝隙,并且止抵在缝隙上。之后,第一驱动件3驱动焊针2旋转,使用焊
针2自身旋转与壳体200或者盖板表面摩擦产生热量对焊接区域进行焊接。相比现有技术,这种采用摩擦生热焊接的技术方案,在焊接过程中无炸火风险,无焊渣残留,虚焊、焊穿风险较低,焊接质量不受焊接位置表面状态影响,焊接强度更高,焊接质量更稳定。
[0029]
本实用新型的用于电池盖板和壳体的焊接装置,由于采用焊针2与电池盖板100或者壳体200之间的摩擦实现对焊接区域的焊接,在在焊接过程中无外部能量输入,焊接过程稳定,不受焊接位置表面状态影响,不产生焊渣,焊接质量较好,焊接均匀度较高。
[0030]
需要补充说明的是,第一驱动件3可以采用三相异步电机、伺服电机、步进电机中的任何一种,具体可以根据实际需要选择。焊针2与第一驱动件3可以采用螺钉、铆钉、卡爪等多种可拆卸结构连接,具体可根据实际需要选择,在本实施例中,不对焊针2与第一驱动件3的可拆卸连接方式进行限定。
[0031]
在一些实施例中,如图1所示,用于电池盖板和壳体的焊接装置还包括第二驱动件5,第二驱动件5与支架1相连,第二驱动件5能够驱动支架1旋转。可以理解的是,在实际焊接过程中,电池盖板100和壳体200的缝隙为环形,也就是说,夹具组件4和焊针2中必须要有一个能够转动,才能实现电池盖板100和壳体200的全面焊接。由于夹具组件4上夹设有电池盖板100和壳体200,如果夹具组件4转动,可能会导致电池盖板100和壳体200晃动,从而影响焊接结果。在本实施例中,第二驱动件5能够驱动支架1转动,从而使得焊针2能够环绕夹具组件4转动,保证了焊针2对待焊接区域的全部焊接,从而确保了电池盖板100和壳体200之间的连接密封性。要补充说明的是,第二驱动件5可以采用三相异步电机、伺服电机、步进电机中的任何一种,具体可以根据实际需要选择。
[0032]
在一些实施例中,如图2所示,焊针2远离第一驱动件3的一端具有渐缩部21,渐缩部21的横截面积沿远离第一驱动件3的方向逐渐减小。由此,渐缩部21的存在能够较好地保证焊针2与电池盖板100或者壳体200之间摩擦生热,从而保证电池盖板100和壳体200的焊接质量。
[0033]
在一些实施例中,焊针2的转速为500r/min-1500r/min。可以理解的是,在实际过程中,焊针2的转速较大,容易使得焊接区域的温度过高,从而降低焊接质量。而焊针2的转速较小时,会使得焊接区域的温度较低,从而出现虚焊、漏焊等焊接瑕疵。本实施例中,将焊针2的转速控制在500r/min-1500r/min之间,能够较好地控制焊接区域的温度,避免了焊针2转速过快或者过慢导致的焊接不良现象发生,从而确保了电池盖板100和壳体200的焊接质量。
[0034]
具体来说,焊针2的转速可以为550r/min、600r/min、650r/min、700r/min、750r/min、800r/min、850r/min、900r/min、950r/min、1000r/min、1050r/min、1100r/min、1150r/min、1200r/min、1250r/min、1300r/min、1350r/min、1400r/min、1450r/min、1500r/min中的任何一种,在实际焊接过程中可以根据实际需要选择其他取值,并不限于上述取值。
[0035]
在一些实施例中,焊针2的下压量为0.1mm-0.2mm。首先需要说明的是,焊针2的下压量是指在焊接过程中,焊针2下压电池盖板100和壳体200的深度,也就是说,在实际焊接过程中,焊针2不仅仅相对电池盖板100和壳体200转动,而在压迫电池盖板100和壳体200使其发生微小的形变,从而方便二者之间的焊接。
[0036]
可以理解的是,在焊接过程中,焊针2的下压量过大会导致电池盖板100和壳体200的形变量过大,从而降低了电池盖板100和壳体200之间的连接密封性,而焊针2的下压量过
小,则会导致摩擦焊接过程中,热量产生的较为缓慢,不仅降低焊接速度,还会降低焊接质量。而在本实施例中,焊针2的下压量控制在0.1mm到0.2mm之间,既能控制电池盖板100和壳体200的形变量,从而保证电池盖板100和壳体200之间的连接密封性,又能提升摩擦焊接过程中热量产生的速度,从而提升焊接速度和焊接质量。
[0037]
具体来说,焊针2的下压量可以是0.11mm、0.12mm、0.13mm、0.14mm、0.15mm、0.16mm、0.17mm、0.18mm、0.19mm、0.2mm中的任何一种,在实际焊接过程中还可以根据实际需要选择其他取值,并不限于上述取值。
[0038]
在一些实施例中,支架1的线速度为100mm/min-200mm/min。可以理解的是,支架1的线速度过快会增加虚焊、漏焊等焊接瑕疵的风险,而支架1的线速度过慢会延长焊接的时间,降低了焊接效率。在本实施例中将支架1的线速度控制在100mm/min到200mm/min之间,既能保证焊接质量,避免虚焊、漏焊等焊接瑕疵出现,又能提升焊接速度,从而提升焊接效率。
[0039]
具体来说,支架1的线速度可以是100mm/min、110mm/min、120mm/min、130mm/min、140mm/min、150mm/min、160mm/min、170mm/min、180mm/min、190mm/min、200mm/min中的任何一种,在实际焊接过程中还可以根据实际需要选择其他取值,并不限于上述取值。
[0040]
在一些实施例中,两个夹持件41上均设有配合槽,电池盖板100配合在一个配合槽内,壳体200配合在另一个配合槽内。由此,能够确保电池盖板100及壳体200的稳定性,避免了焊接过程中由于电池盖板100或者可以晃动导致的焊接瑕疵,从而提升了电池盖板100及壳体200的焊接质量,保证了电池盖板100及壳体200之间的连接稳定性。
[0041]
在一些实施例中,如图1所示,支架1包括第一连接部11、过渡部13和第二连接部12,第一连接部11的一端与第一驱动件3相连,第二连接部12与第一连接部11间隔设置,且第二连接部12的延伸方向与第一连接部11的延伸方向平行部,过渡部13的两端分别与第一连接部11和第二连接部12相连。
[0042]
需要补充说明的是,第一连接部11、过渡部13和第二连接部12可以通过折弯工艺一体成型,也可以通过多块板材焊接连接,还可以通过螺钉、铆钉或者销钉等连接件连接。
[0043]
在一些实施例中,夹持件41的轴线与支架1的旋转轴线重合。可以理解的是,在实际焊接过程中,夹持件41的轴线与支架1的旋转轴线重合能够避免焊针2相对电池盖板100及壳体200出现偏心转动,从而影响焊针2的焊接效果。
[0044]
在一些实施例中,焊针2为碳素工具钢件、合金工具钢件或者高速工具钢件中的任何一种。可以理解的是,碳素工具钢、合金工具钢或者高速工具钢的硬度较高,耐磨性较好,强度和韧性都较好,采用碳素工具钢、合金工具钢或者高速工具钢中的任何一种制造焊针2,能够保证焊针2具有优良的机械性能,从而保证了焊接效果。
[0045]
实施例:
[0046]
下面参考图1-图2描述本实用新型一个具体实施例的用于电池盖板和壳体的焊接装置的具体结构。
[0047]
如图1所示,本实施例的焊接装置包括支架1、焊针2、第一驱动件3、夹具组件4和第二驱动件5。支架1包括第一连接部11、过渡部13和第二连接部12,第一连接部11的一端与第一驱动件3相连,第二连接部12与第一连接部11间隔设置,且第二连接部12的延伸方向与第一连接部11的延伸方向平行部,过渡部13的两端分别与第一连接部11和第二连接部12相
连。焊针2连接在第一驱动件3的输出端,第一驱动件3能够驱动焊针2旋转。焊针2远离第一驱动件3的一端具有渐缩部21,渐缩部21的横截面积沿远离第一驱动件3的方向逐渐减小。夹具组件4包括两个间隔设置的夹持件41,夹持件41用于夹持电池盖板100及壳体200。第二驱动件5能够驱动支架1旋转。夹持件41的轴线与支架1的旋转轴线重合。
[0048]
本实施例的用于电池盖板和壳体的焊接装置具有以下优点:
[0049]
第一:在焊接过程中无外部能量输入,焊接过程稳定,易控制,焊接强度更高;
[0050]
第二:焊接为固相热压焊接,焊接组织内无气孔,偏析,夹杂,焊接质量远远高于激光焊接,电池盖板100和壳体200密封性能更好;
[0051]
第三:焊接过程无焊渣,不产生有害气体,对卷芯内部影响较小;
[0052]
第四:焊接压力,焊针2转速,焊接时间容易实现精确的自动化控制,焊接均一性更高;
[0053]
第五:焊接过程安全、无污染、无烟尘、无辐射,绿色环保。
[0054]
在本说明书的描述中,参考术语“有些实施例”、“其他实施例”、等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0055]
以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1