一种铝管压凸机的制作方法
1.本实用新型主要涉及铝管加工设备领域,具体是一种铝管压凸机。
背景技术:
2.汽车散热器用铝管在加工时,为了后续的安装,需要在铝管两端加工出直径较大的凸环。在以往的生产中,通常采用专用模具对铝管两端进行镦粗,这种方式效率慢,耗能大,且尺寸调整不易掌握,生产出的铝管质量参差不齐,影响铝管后续的安装,造成产品的质量问题。
技术实现要素:
3.为解决现有技术的不足,本实用新型提供了一种铝管压凸机,它能够提高生产效率,降低工作人员的劳动强度,同时尺寸的调节更为简单,可以提升产品尺寸一致性,保证产品的质量。
4.本实用新型为实现上述目的,通过以下技术方案实现:
5.一种铝管压凸机,包括工作台,所述工作台顶部设置转动设备,所述转动设备上具有转轴,所述转轴上设置压凸轮,所述工作台顶部一侧设置摇轮座总成,所述摇轮座总成朝向转轴一侧设置槽轮总成,所述槽轮总成与摇轮座总成滑动连接,所述槽轮总成与压凸轮相对应,所述摇轮座总成远离转轴一侧设置摇轮丝杠,所述摇轮丝杠与槽轮总成相适应。
6.所述转动设备包括电机与减速机,所述电机的电机轴与减速机的输入轴通过联轴器连接,所述转轴为减速机的输出轴。
7.所述槽轮总成包括开设在摇轮座总成上的滑道、槽轮支架、槽轮,所述槽轮支架与滑道滑动连接,所述槽轮与槽轮支架转动连接,所述槽轮的环槽与压凸轮相对应。
8.所述摇轮座总成远离转轴一端设置螺套,所述摇轮丝杠的丝杠与螺套相配合,所述丝杠端部与槽轮支架端部相接触,当旋紧摇轮丝杠时,所述丝杠推动槽轮支架在滑道内滑动,使槽轮向压凸轮靠近。
9.所述转轴上设置定位盘,所述定位盘位于压凸轮的内侧。
10.对比现有技术,本实用新型的有益效果是:
11.本实用新型通过电机减速机系统操作,利用压凸轮与槽轮的配合对铝管端部进行压凸,大幅度降低了操作者的劳动强度,同时依托减速机系统,使工件在压凸的过程中受力均匀,尺寸均匀。本装置通过摇动摇轮丝杠可调节槽轮与压凸轮之间的距离,从而调整铝管的凸环压制尺寸,调节方便,操作简单,能够保证凸轮尺寸的一致性,从而提高产品质量。
附图说明
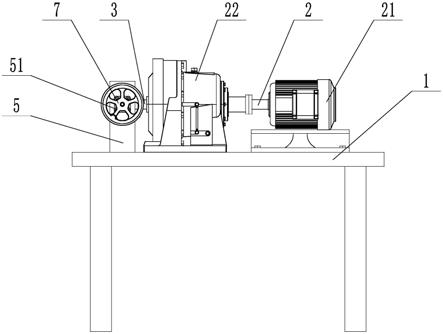
12.附图1是本实用新型主视结构示意图;
13.附图2是本实用新型俯视结构示意图;
14.附图3是本实用新型a部局部放大结构示意图。
15.附图中所示标号:1、工作台;2、转动设备;3、转轴;4、压凸轮;5、摇轮座总成;6、槽轮总成;7、摇轮丝杠;8、定位盘;21、电机;22、减速机;51、螺套;61、滑道;62、槽轮支架;63、槽轮。
具体实施方式
16.结合附图和具体实施例,对本实用新型作进一步说明。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本申请所限定的范围。
17.如图1-3所示,本实用新型所述一种铝管压凸机,包括工作台1,所述工作台1顶部安装转动设备2,所述转动设备2上具有转轴3,所述转轴3上键连接压凸轮4,通过转动设备可带动转轴上的压凸轮转动。所述工作台1顶部一侧螺栓固定摇轮座总成5,所述摇轮座总成5朝向转轴3一侧安装槽轮总成6,所述槽轮总成6与摇轮座总成5滑动连接,所述槽轮总成6与压凸轮4相配合,所述槽轮总成的滑动方向即为朝向压凸轮方向。所述摇轮座总成5远离转轴3一侧安装摇轮丝杠7,所述摇轮丝杠7的旋紧可推动槽轮总成6朝向压凸轮一侧移动,从而可调节两者间的间距,从而调整铝管的压凸尺寸。本装置通过转动设备带动压凸轮转动,铝管即套在压凸轮上,通过摇轮丝杠推动槽轮,使槽轮与压凸轮将铝管夹紧,通过铝管随着压凸轮转动,实现铝管端部的压凸操作。本装置通过转动设备的驱动,节省了人力,压凸相对于镦粗工艺,生产效率更高。同时利用摇轮丝杠的调节,使压凸尺寸更容易调节控制。
18.本装置的摇轮座总成可安置在转动设备的任意一侧,只要保证压凸轮与槽轮总成上的槽轮共面即可。
19.具体的,所述转动设备2包括电机21与减速机22,所述电机21的电机轴与减速机22的输入轴通过联轴器连接,所述电机通过电机支架与工作台螺栓固定,所述减速机同样与工作台螺栓固定。所述转轴3为减速机22的输出轴。本装置通过电机作为动力部件,可驱动转轴转动,转轴上的压凸轮带动铝管转动,不需要操作人员使用多少力度,极大的节省了人力。通过减速机系统的传动,使转轴转速稳定,使铝管在压凸过程中受力均匀,产品压凸质量更好。
20.具体的,所述槽轮总成6包括开设在摇轮座总成5上的滑道61、槽轮支架62、槽轮63,所述槽轮支架62在滑道61内滑动,所述槽轮63与槽轮支架62转动连接,所述槽轮63的环槽与压凸轮4相对应。本装置的滑道与压凸轮共面,即槽轮支架携带槽轮在平面内向压凸轮移动,以保障铝管压凸部分的稳定接触。
21.具体的,所述摇轮座总成5远离转轴3一端螺栓固定螺套51,所述摇轮丝杠7的丝杠与螺套51相配合,通过转动摇轮,可使丝杠在螺套内旋紧与旋松。所述丝杠端部与槽轮支架62端部相接触,当旋紧摇轮丝杠7时,所述丝杠推动槽轮支架62在滑道61内滑动,使槽轮63向压凸轮4靠近。通过转动摇轮丝杠,即可对槽轮与压凸轮之间的距离进行调节,从而调节铝管端部凸环的压制尺寸。
22.具体的,所述转轴3上安装有定位盘8,所述定位盘与转轴焊接或者键连接,所述定位盘8位于压凸轮4的内侧,作为铝管的定位。
23.在使用本装置时,铝管端部顶在定位盘上,压凸轮位于铝管端部内,通过旋紧摇轮丝杠,可使槽轮在铝管上挤压,与压凸轮相配合对铝管表面进行压制。此时随着电机的转动,转轴通过压凸轮带动铝管转动,实现铝管端部圆周上的凸环加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1