管道定位工装的制作方法
[0001]
本实用新型属于工业制造技术领域,特别涉及一种管道定位工装。
背景技术:
[0002]
为保证连接质量,在焊接连接管道前,需要对待连接的管道精确定位。目前,针对不同的连接管道,需要对应制作不同的定位工装,工装的设计与制作周期长,严重影响管路设计效率。而且定位工装无法重复利用,增加了产品的生产成本。
技术实现要素:
[0003]
本实用新型的目的在于提供一种定位准确并能重复利用的管道定位工装。
[0004]
为实现以上目的,本实用新型采用的技术方案为:一种管道定位工装,包括与工装台构成可拆卸式配合的定位件,各定位件包括与定位杆构成沿定位杆杆芯方向位移配合的定位部,定位部上方设有与待连接管道组件限位配合的连接部。
[0005]
与现有技术相比,本实用新型存在以下技术效果:定位件能重复利用,并能根据需求组合拼装,适配各种管路制作需求,在保障管路制作品质的同时,降低了管路生产成本。
附图说明
[0006]
下面对本说明书各附图所表达的内容及图中的标记作简要说明:
[0007]
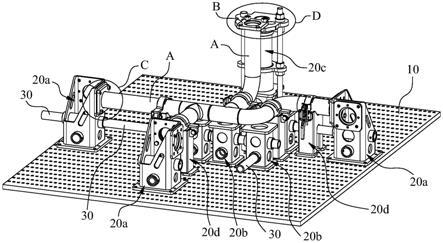
图1是本实用新型的使用状态示意图;
[0008]
图2是定位件与定位杆的示意图;
[0009]
图3是图1中c部的放大示意图;
[0010]
图4是图1中d部的放大示意图;
[0011]
图5、6是端部定位件的立体示意图;
[0012]
图7是转向定位件的立体示意图;
[0013]
图8、9是竖向定位件的立体示意图;
[0014]
图10是定位夹的立体示意图。
[0015]
图中:a.待连接管,b.待连接法兰盘,10.工装台,20a.端部定位件, 20b.转向定位件,20c.竖向定位件,20d.定位夹,21.定位部,211.定位基板,212.定位孔,213.定位槽,214.定位管套,215.连接管,22.连接部, 221.连接板,221a.顶连接板,221b.侧连接板,223.连接槽,224.导向座, 225.调节孔,226.调节螺杆,227.调节螺母,228.导向孔,229.导杆。
具体实施方式
[0016]
下面结合附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细说明。
[0017]
一种管道定位工装,包括与工装台10构成可拆卸式配合的定位件,各定位件包括
与定位杆30构成沿定位杆30杆芯方向位移配合的定位部 21,定位部21上方设有与待连接管道组件限位配合的连接部22。
[0018]
在使用时,定位件与定位杆30配合能够保证定位件的定位精度,再安装待连接管道组件,便能保证待连接管道组件的准确定位,从而保证管道连接质量。由于定位件与工装台10可拆卸分离,因此定位件能够重复利用,不同的定位件组合拼装能满足各种管道的制作需求,适用范围广。
[0019]
本实施例中,定位部21设置在底座23上,工装台10上开设有阵列螺纹孔,底座23上对应开设孔洞,螺栓穿过底座23上的孔洞与工装台10连接实现定位件与工装台10的定位与分离,从而调整定位件的安装位置。
[0020]
结合附图1、2与附图5-10可以看到,定位部21在定位杆30的延伸方向上间隔设有两个定位基板211,两定位基板211上分别对应布置有供定位杆30穿过的孔洞或凹槽,该孔洞或凹槽在垂直于定位杆30杆芯方向上的投影面相符。
[0021]
附图1、2所示的实施例中,定位件包括端部定位件20a、转向定位件20b、竖向定位件20c和定位夹20d。
[0022]
其中,端部定位件20a、转向定位件20b和竖向定位件20c的定位部21整体呈方管状。
[0023]
如图5-7所示,端部定位件20a和转向定位件20b分别设有两组平行布置的定位基板211,两组定位基板211的板面相互垂直构成方管管壁。
[0024]
每个定位基板211上分别设有定位孔212且两组定位基板211上的定位孔212在竖向方向上错位布置。对应的,两定位杆30在垂直于工装台10台面的方向上错位布置,这样端部定位件20a、转向定位件20b 的两组定位基板211就能同时与两个定位杆30配合,实现定位件在两个定位杆30杆芯方向上的定位。
[0025]
如图8、9所示的实施例中,竖向定位件20c的方管状定位部21中的一组平行侧壁为定位基板211,定位基板211的下部板体上开设有定位孔212,上部板体开设有减重孔。
[0026]
本实施例中,定位孔212的外孔端固定连接有定位管套214,在使用时如图1、2所示,定位杆30穿入定位管套214内,定位管套214上设置紧固螺钉,紧固螺钉与待连接管a连接限制待连接管a沿待连接管 a轴向的位移。为引便于定位杆30穿过两个对应布置的定位孔212、保证定位杆30与定位孔212的筒芯,对应布置的两定位孔212之间通过连接管215过渡连接。连接管215可以与定位管套214一体成型。
[0027]
端部定位件20a和竖向定位件20c包括连接板221,连接板221的外板面与待连接法兰盘b的盘面贴靠,连接板221的板体上开设有与待连接法兰盘b连接的孔洞。亦即连接板221的显露板面为定位基准面,待连接法兰盘b通过螺钉螺纹连接在连接板上221以实现待连接法兰盘 b的定位。如图5所示,实施例中端部定位件20a上开设有多组孔洞以实现连接板221与不同规格待连接法兰盘b的连接。
[0028]
如图5所示,端部定位件20a的连接部22包括两个板面相互垂直的连接板221,使端部定位件20a能同时定位两个待连接法兰盘b且两个待连接法兰盘b的盘面垂直。相邻布置的两个定位基板211的板体向上延伸并与连接板221相连。
[0029]
附图5、6所示的实施例中,端部定位件20a整体呈方管状,其顶部斜切使连接板221背侧的管腔呈显露状,既便于检查定位件与定位杆30、待连接管道组件的连接状态,又能减
轻端部定位件20a的自重。
[0030]
在保证定位件强度的前提下,端部定位件20a、转向定位件20b和竖向定位件20c上分别开设有多个减重孔,既便于装卸,也能降低成本。
[0031]
如图7所示,转向定位件20b的连接部22包括板面平行于工装台 10板面的连接板221,连接板221固定连接在定位部21的上方,连接板221的上板面与待连接管a抵靠配合。
[0032]
如图8、9所示,竖向定位件20c的连接板221沿垂直于工装台10 台面方向与定位部21构成限位位移配合。
[0033]
竖向定位件20c包括板体平行于工装台10台面的顶连接板221a,顶连接板221a的板体上开设有槽口指向平行于定位孔212孔芯的连接槽 223,连接槽223的槽宽大于等于待连接管a的外径。顶连接板221a开设连接槽223相对的板边处设有侧连接板221b,侧连接板221b的板面垂直于定位孔212的孔芯。顶连接板221a的上表面、侧连接板221b的外表面本别用作定位基准面,且侧连接板221b的定位基准面垂直于竖向定位件20c定位孔212的孔芯。竖向定位件20c的连接部22与端部定位件20a一样,也包括两个板面相互垂直的连接板221,二者的不同之处在于,竖向定位件20c其中一个连接板221的板面平行于工装台10 的台面,而端部定位件20a的两个连接板221的板面均垂直于工装台10 的台面。
[0034]
具体如图8、9所示,竖向定位件20c的定位部21上方固定连接有导向座224,导向座224上开设有调节孔225,顶连接板221a的旁侧固定连接有调节螺杆226,调节螺杆226贯穿调节孔225并与设于调节孔 225孔端的调节螺母227构成螺纹配合;导向座224上还开设有导向孔 228,顶连接板221a的旁侧或下方固定连接有与导向孔228构成沿其孔芯方向限位位移配合的导杆229。调节螺杆226、导杆229分设于定位基板211的两侧,以防止调节螺杆226、导杆229位移时与定位杆30发生干涉。
[0035]
如图1、2、10所示,定位夹20d的定位基板211上开设有槽口指向工装台10方向的定位槽213,定位槽213的槽宽与定位杆30的外径相符,定位槽213的上方设有槽口指向远离工装台10侧的v形连接槽223,连接槽223的上方与卡扣配合连接限制待连接管a的径向位移。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1