一种双电源电压IGBT逆变手弧焊机的制作方法
一种双电源电压igbt逆变手弧焊机
技术领域
1.本实用新型涉及一种双电源电压igbt逆变手弧焊机。属于逆变焊机技术领域。
背景技术:
2.目前,逆变式焊机产品市场的竞争十分激烈,不仅体现在技术的先进性和优势上,还在很大程度上取决于焊机的功能和设计等方面。
3.国内外市场上,小型igbt管逆变式手弧焊两用机的额定电流通常在80~250a(负载持续率100~15%)的水平。供电电源通常是单相220v的。单相220v和380v电源都能使用的产品,俗称“全网电源的焊机”,或“双电压焊机”。这样的同类产品,市场上也有一些,但很多此类产品故障率很高,返修率达到20%以上。主要问题是220v和380v电源自动识别和倍压转换控制电路、igbt驱动电路、开关电源电路的工作可靠性低;冷却风扇在焊机长时间不使用的通电情况下仍然高速运转,不仅降低冷却风扇的使用寿命,而且,还增加了焊机的耗电量,不利于产品的节能。此外,焊机的空载输出电压高,有的焊机高达近100v,对焊机使用者的人身安全造成了一定的威胁。由于对不同的产品,其控制电路原理图、电路板结构和整机结构设计等是不同的,因此,在产品的性能、可靠性、制作工艺和成本等方面,也会有较大的差异性。如何开发性能好、可靠性高,并且具有低空载电压的焊机是本实用新型需要解决的问题。
4.本实用新型焊机采用了新设计的igbt驱动电路、开关电源电路;利用先进的微处理器控制电路系统,不仅检测焊机的输入电源电压高低,而且还检测逆变主电路中的直流母线电压(即焊机输入整流滤波或整流倍压滤波后的vcc电压)的高低,进而去确定焊机是否需要倍压转换控制,且当直流母线电压异常时,可以发出控制指令,关闭igbt驱动电路的输出信号,保护igbt;采用了温度检测自动控制冷却风扇运转的方法,当焊机通电,但长时间未焊接工作、检测到的温度较低时,可以使冷却风扇不运转工作。而当焊机进行焊接时,随着检测温度的升高,微处理器控制电路可及时发出指令,启动冷却风扇运转,有效对焊机的重要元器件和零部件进行冷却;利用微处理器控制电路,通过检测焊机的输出电压,实现了焊机低空载电压(约15v)输出;这些技术性方法提高了焊机电路、冷却风扇的工作可靠性,解决了焊机可靠性低、冷却风扇寿命短且不节能,低空载输出电压输出使用更加安全的问题。并且,即使焊机出现了过热、欠压和过压、直流母线电压过压和电压检测异常现象,焊机也可以通过控制系统发出指令,通过显示异常代码和指示灯状态进行指示。
5.本实用新型焊机,具有手弧焊方法的功能。焊机电路板设计为五块。其中,一块电容板pcb1,在该电容板上设有4个大电解电容(如820μf/400v),以及电容的放电电阻。大电解电容的作用主要是:1)在输入电源电压为380v等高电压情况下,用于输入整流后的滤波;2)在输入电源电压为220v等低电压情况下,作为实现倍压转换电路的电容,同时起到滤波的作用;一块由igbt和部分驱动电路组成的电路板,称为逆变驱动板pcb2。在该电路板上,主要是焊装有四个igbt,以及igbt的高压侧驱动电路部分,如驱动变压器,以及由电阻、电容和二极管组成的高压侧驱动电路;一块由输出快恢复二极管及其阻容吸收电路组成的电
路板,称为输出整流板pcb3。这些快恢复二极管主要是完成逆变主变压器输出的整流变换,实现逆变焊机的直流输出。阻容吸收电路主要是保护快恢复二极管,防止它们过压击穿;一块主要由开关电源电路和切换继电器及其部分控制电路组成的电路板,称为电源和切换控制板pcb4。该控制板上设有开关电源电路、切换继电器及其部分控制电路。开关电源电路主要是用于产生+24v、+15v和+5v直流电压,供相关的控制电路工作使用;切换继电器及其部分控制电路,是在输入电压检测电路和微处理器控制电路的作用下,根据控制的要求,决定是否使倍压电路的继电器动作,进而确定本实用新型的焊机在220v或380v等电源电压下的不同工作状态;一块前控制板pcb5。在该控制板上,主要设有逆变焊机的输出特性控制,如pwm(脉冲宽度调制)电路,电流给定和反馈控制电路;驱动电路的低压侧控制电路;切换继电器控制电路;输出电压检测电路;冷却风扇控制电路;参数和代码显示电路部分。
6.本实用新型焊机,设有显示表和保护状态指示灯,可指示过热、欠压和过压、直流母线电压过压、电压检测故障状态是否发生。例如,当焊机内部大功率器件的散热器温度过高,超过温度保护继电器的动作温度时,在控制电路的作用下,一方面可使保护状态指示灯点亮,显示表显示e08代码。另一方面,可使焊机停止焊接或输出。在焊机不输出的情况下,风机的冷却作用会使焊机内部大功率器件的温度降低。当降低到温度保护继电器的恢复动作温度时,焊机过热现象消除。过热指示灯熄灭,显示表不显示e08代码。同时,焊机可再次焊接;对于欠压现象,即在接入220v电网,而输入电压低于150v时,焊机的保护状态指示灯会闪烁,显示表显示e04代码,指示焊机发生欠压;或者在接入380v电网,而输入电压低于250v之间时,焊机的保护状态指示灯会闪烁,显示表显示e06代码,指示焊机发生欠压;对于过压现象,即在接入220v电网,而输入电压高于276v时,焊机的保护状态指示灯会闪烁,显示表显示e03代码,指示焊机发生过压;或者在接入380v电网,而输入电压高于480v之间时,焊机的保护状态指示灯会闪烁,显示表显示e05代码,指示焊机发生过压;只有欠压和过压现象消除后,该保护指示灯才会熄灭,并且显示表不显示代码,焊机方可焊接使用。也就是说,本焊机可在160v~260v(对应接入220v电网),或者260v~470v(对应接入380v电网)电源电压条件下工作。从上述数据来看,本焊机同时也具有良好的抗电网电压波动能力。其焊接可使用的输入电源电压波动范围均超过了电焊机标准规定的额定(220v或380v)电源电压的
±
10
℅
;如果检测到直流母线电压过压,则焊机的保护状态指示灯会闪烁,显示表显示e01代码,指示焊机发生直流母线电压过压;如果检测到电压检测故障状态,则焊机的保护状态指示灯会闪烁,显示表显示e02代码,指示焊机发生电压检测故障。
7.本实用新型焊机,由于具有良好的控制性能、安全性和可靠性,因而焊机有更好的市场竞争力。其良好的电路及其结构设计是本实用新型的优势所在,也是满足高效和低成本生产、高可靠性、技术先进性的重要保障。本实用新型焊机的电路原理、电路板和整机结构设计有自己的独特之处。本实用新型专利申请保护的内容就在于保护这种焊机的电路和结构设计。
技术实现要素:
8.本实用新型焊机具有手工电弧焊方法的功能。其供电电源为单相220v或380v。220v和380v电源可自动识别和转换控制。焊机可在160v~260v(对应接入220v电网),或者260v~470v(对应接入380v电网)电源电压条件下焊接使用。焊机具有很宽的电压波动适应
性,或者说较强的抗电网电压波动能力。可使用的输入电源电压波动范围均超过了电焊机标准规定的额定(220v或380v)电源电压的
±
10
℅
。
9.本实用新型焊机的外壳部分。包括外壳、提手、l型金属底板(含底部和后面板)、外壳螺丝等。
10.本实用新型焊机的l型金属底板的后面板上安装的零部件主要有:电源空气开关及其支架、供电电源线及其固定的拉不脱(也称为固线器)、控制变压器和电源线中黄绿双色线的接地端子部分。电源线连接到供电电网。电源空气开关控制焊机电源的通或断。焊机l型金属底板的后面板上开了很多的通风孔,便于冷风在机内冷却风扇的作用下进入焊机,并对焊机的一些发热器件或零部件有良好的冷却效果。
11.本实用新型焊机的前面板上安装的零部件主要有:两组输出快速接头座组件,分为红色正极性输出的快速接头组件和黑色负极性输出的快速接头组件;焊接工作指示灯、保护指示灯、前控制板pcb5、输出电流调节电位器及其旋钮、数码管显示表,以及金属前面板、前塑料面罩部分。
12.本实用新型焊机的中隔板部分,中隔板通过四个螺丝分别连接在焊机的前、后金属面板上。通过中隔板,把焊机的内部分为上、下两层。在中隔板的上层部分(不包括前、后金属面板上的零部件),主要有一块主要由开关电源电路和切换继电器及其部分控制电路组成的电路板,称为电源和切换控制板pcb4;电容板pcb1;输入整流器及其铝散热板;还有一些内部控制连接导线。在中隔板的下层部分(不包括前、后金属面板上的零部件),主要有:冷却风扇及其安装固定支架、逆变主变压器及其输出导线上的抗干扰磁环、电流检测互感器、热保护器、电容板pcb1的固定支架;连接于输出正极性快速接头组件与输出整流快恢复二极管的铝散热器之间的连接铜或铝导电体;一块由输出快恢复二极管及其阻容吸收电路组成的电路板,称为输出整流板pcb3;一块由igbt和部分驱动电路组成的电路板,称为逆变驱动板pcb2,以及igbt管的铝散热器;绝缘板及其固定螺丝。绝缘板通过四个螺丝支撑、固定在焊机外壳部分l型金属底板的底部上。igbt的铝散热器和输出整流快恢复二极管的铝散热器分别通过螺丝固定在绝缘板上。逆变驱动板pcb2上的igbt,其散热面涂导热硅脂后,再通过螺丝把igbt紧贴其对应的铝散热器表面进行安装。输出整流板pcb3上的输出整流快恢复二极管的散热面涂导热硅脂后,再通过螺丝把快恢复二极管紧贴其对应的铝散热器表面进行安装。另外,热保护器的散热面涂导热硅脂后,再通过螺丝把热保护器紧贴快恢复二极管的铝散热器表面进行安装。igbt和快恢复二极管的铝散热器的锯齿状侧面对面进行安装,并且,其中间部分不接触,形成冷却风道。由于冷却风扇从焊机的后面板开孔吸入空气,这些冷却空气可通过该风道对铝散热器进行有效冷却,降低它们的温度,这样有利于分别安装在铝散热器散热面上的igbt和快恢复二极管进行有效的冷却。可保障这些器件的温升在可控范围内,同时,冷却风还可对逆变主变压器等进行有效冷却。这就可以保障焊机的可靠性。
13.本实用新型焊机的控制电路,分为逆变主电路、igbt驱动电路、输入电压检测电路、微处理器控制电路、切换或倍压控制电路、直流母线电压vcc检测电路、开关电源电路、输出特性控制电路、输出电压检测电路、冷却风扇控制电路几个部分。其中,输出特性控制电路中包含了电流检测和整流变换电路、电流给定微处理器检测电路、输出特性控制的pi(比例积分)控制电路、电流反馈信号mcu微处理器检测电路和pwm关断控制电路几个部分。
14.本实用新型焊机采用了新设计的igbt驱动电路、开关电源电路;利用先进的微处理器控制电路系统,不仅检测焊机的输入电源电压高低,而且还检测逆变主电路中的直流母线电压(即焊机输入整流滤波或整流倍压滤波后的vcc电压)的高低,进而去确定焊机是否需要倍压转换控制,且当直流母线电压异常时,可以发出控制指令,关闭igbt驱动电路的输出信号,保护igbt;采用了温度检测自动控制冷却风扇运转的方法,当焊机通电,但长时间未焊接工作、检测到的温度较低时,可以使冷却风扇不运转工作。而当焊机进行焊接时,随着检测温度的升高,微处理器控制电路可及时发出指令,启动冷却风扇运转,有效对焊机的重要元器件和零部件进行冷却;利用微处理器控制电路,通过检测焊机的输出电压,实现了焊机低空载电压(约15v)输出;这些技术性方法提高了焊机电路、冷却风扇的工作可靠性,解决了焊机可靠性低、冷却风扇寿命短且不节能,低空载输出电压输出使用更加安全的问题。并且,即使焊机出现了过热、欠压和过压、直流母线电压过压和电压检测异常现象,焊机也可以通过控制系统发出指令,通过显示异常代码和指示灯状态进行指示。
15.本实用新型焊机,具有手弧焊方法的功能。焊机电路板设计为五块。其中,一块电容板pcb1,在该电容板上设有4个大电解电容(如820μf/400v),以及电容的放电电阻。大电解电容的作用主要是:1)在输入电源电压为380v等高电压情况下,用于输入整流后的滤波;2)在输入电源电压为220v等低电压情况下,作为实现倍压转换电路的电容,同时起到滤波的作用;一块由igbt和部分驱动电路组成的电路板,称为逆变驱动板pcb2。在该电路板上,主要是焊装有四个igbt,以及igbt的高压侧驱动电路部分,如驱动变压器,以及由电阻、电容和二极管组成的高压侧驱动电路;一块由输出快恢复二极管及其阻容吸收电路组成的电路板,称为输出整流板pcb3。这些快恢复二极管主要是完成逆变主变压器输出的整流变换,实现逆变焊机的直流输出。阻容吸收电路主要是保护快恢复二极管,防止它们过压击穿;一块主要由开关电源电路和切换继电器及其部分控制电路组成的电路板,称为电源和切换控制板pcb4。该控制板上设有开关电源电路、切换继电器及其部分控制电路。开关电源电路主要是用于产生+24v、+15v和+5v直流电压,供相关的控制电路工作使用;切换继电器及其部分控制电路,是在输入电压检测电路和微处理器控制电路的作用下,根据控制的要求,决定是否使倍压电路的继电器动作,进而确定本实用新型的焊机在220v或380v等电源电压下的不同工作状态;一块前控制板pcb5。在该控制板上,主要设有逆变焊机的输出特性控制,如pwm电路,电流给定和反馈控制电路;驱动电路的低压侧控制电路;切换继电器控制电路;输出电压检测电路;冷却风扇控制电路;参数和代码显示电路部分。
16.整个控制电路主要是完成输入电压检测和自动识别的微处理器控制、整流、滤波或倍压及滤波、igbt逆变、主变压器降压和电流变换、输出整流、抗干扰、各直流工作电压的产生、pwm脉冲宽度调节、igbt管驱动控制、手弧焊焊接方法的逆变电路输出参数(电流)的负反馈控制,冷却风扇自动控制,低空载电压输出,过热、过压和欠压(含直流母线过压)保护控制等工作。最终在控制电路的作用下,实现自动识别220v或380v电源电压,并自动转换控制,满足手弧焊输出特性控制的各项要求。本焊机的控制电路,经大量的实测和实际应用效果证明,电路的工作可靠性较高,控制性能达到了预期的结果。
17.对不同电流等级和负载持续率要求的本实用新型焊机,可通过调整电路板上少量的零部件数量和规格参数,形成不同输出额定电流和负载持续率的产品,使产品系列化。例如,改变大电解电容的个数;改变整流桥参数;改变igbt器件的电流等级和散热器尺寸;改
变快速恢复二极管的型号和参数;改变逆变主变压器的规格和参数等,即可容易形成不同规格的系列产品。如200a/28v、180a/27.2v等多种电流等级和规格型号的产品。当然,这些变化,目的是使产品的制作成本与相应机器的规格参数和性能指标相匹配。这样,每种规格型号的焊机才能实现最优化的成本控制。这就提升了所开发产品的市场竞争力。
18.本实用新型焊机由于具有良好的控制性能、安全性和可靠性,因而焊机有更好的市场适应性。其良好的电路及其结构设计也是本实用新型的优势所在,也是满足高效和低成本生产、高可靠性、制造技术先进性的重要保障。本实用新型焊机的电路原理、电路板和整机结构设计有自己的独特之处。本实用新型专利申请保护的内容就在于保护这种焊机的电路和结构设计。
附图说明
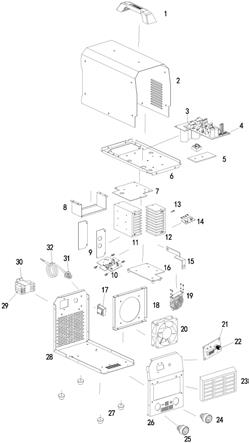
19.附图1是利用本实用新型制成的一种示例焊机的结构设计示意图;
20.附图2是本实用新型焊机的逆变主电路原理图;
21.附图3是本实用新型焊机的igbt驱动电路原理图;
22.附图4是本实用新型焊机的输入电压检测和微处理器控制电路原理图;
23.附图5是本实用新型焊机的切换或倍压控制电路原理图;
24.附图6是本实用新型焊机的直流母线电压vcc检测电路原理图;
25.附图7是本实用新型焊机的开关电源电路原理图;
26.附图8是本实用新型焊机的输出特性控制电路原理图;
27.附图9是本实用新型焊机的输出电压检测电路原理图;
28.附图10是本实用新型焊机的冷却风扇控制电路原理图;
29.附图1中各部件名称如下:1、提手;2、外壳;3、电容板 pcb1;4、电源和切换控制板 pcb4;5、整流器或整流桥及其散热板;6、中隔板;7、散热器上黑色支架;8、电容支架;9、侧挡风板;10、逆变驱动板 pcb2;11、igbt的散热器;12、二极管的散热器;13、热保护器;14、输出整流板 pcb3;15、铜或铝连接导电体;16、散热器下黑色支架;17、控制变压器;18、风扇支架;19、逆变主变压器;20、冷却风扇;21、前控制板 pcb5;22、电流调节电位器及其旋钮;23、前塑料面罩;24、正极性快速接头组件1;25、负极性快速接头组件2;26、前面板;27、底珠;28、l型金属底板;29、空气开关;30、空气开关的支架;31、拉不脱或固线器;32、输入供电电源线。
具体实施方式
30.附图1所示,是利用本实用新型制成的一种igbt逆变手弧焊机的结构示意图。
31.1)外壳部分。包括外壳2、提手1、l型金属底板(含底部和后面板)28、外壳螺丝等。
32.2)l型金属底板28的后面板部分。后面板上安装的零部件主要有:电源空气开关29及其支架30、供电电源线32及其固定的拉不脱(也称为固线器)31、控制变压器17和电源线中黄绿双色线的接地端子部分。电源线32连接到供电电网。电源空气开关29控制焊机电源的通或断。焊机l型金属底板28的后面板上开了很多的通风孔,便于冷风在机内冷却风扇的作用下进入焊机,并对焊机的一些发热器件或零部件有良好的冷却效果。
33.3)前面板部分。前面板26上安装的零部件主要有:两组输出快速接头座组件,分为
红色正极性输出的快速接头组件24和黑色负极性输出的快速接头组件25;焊接工作指示灯、保护指示灯、前控制板pcb521、输出电流调节电位器及其旋钮22、数码管显示表,以及金属前面板26、前塑料面罩23部分。
34.4)中隔板部分。中隔板6通过四个螺丝分别连接在焊机的前、后金属面板上。通过中隔板6,把焊机的内部分为上、下两层。在中隔板的上层部分(不包括前、后金属面板上的零部件),主要有一块主要由开关电源电路和切换继电器及其部分控制电路组成的电路板,称为电源和切换控制板pcb44;电容板pcb13;输入整流器及其铝散热板5;还有一些内部控制连接导线。在中隔板的下层部分(不包括前、后金属面板上的零部件),主要有:冷却风扇20及其安装固定支架18、逆变主变压器19及其输出导线上的抗干扰磁环、电流检测互感器、热保护器13、电容板pcb1的固定支架;连接于输出正极性快速接头组件与输出整流快恢复二极管的铝散热器12之间的连接铜或铝导电体15;一块由输出快恢复二极管及其阻容吸收电路组成的电路板,称为输出整流板pcb314;一块由igbt和部分驱动电路组成的电路板,称为逆变驱动板pcb210,以及igbt管的铝散热器11;绝缘板及其固定螺丝。绝缘板通过四个螺丝支撑、固定在焊机外壳部分l型金属底板的底部上。igbt的铝散热器11和输出整流快恢复二极管的铝散热器12分别通过螺丝固定在绝缘板上。逆变驱动板pcb210上的igbt,其散热面涂导热硅脂后,再通过螺丝把igbt紧贴其对应的铝散热器表面进行安装。输出整流板pcb3上的输出整流快恢复二极管的散热面涂导热硅脂后,再通过螺丝把快恢复二极管紧贴其对应的铝散热器表面进行安装。另外,热保护器的散热面涂导热硅脂后,再通过螺丝把热保护器紧贴快恢复二极管的铝散热器表面进行安装。igbt和快恢复二极管的铝散热器的锯齿状侧面对面进行安装,并且,其中间部分不接触,形成冷却风道。由于冷却风扇从焊机的后面板开孔吸入空气,这些冷却空气可通过该风道对铝散热器进行有效冷却,降低它们的温度,这样有利于分别安装在铝散热器散热面上的igbt和快恢复二极管进行有效的冷却。可保障这些器件的温升在可控范围内,同时,冷却风还可对逆变主变压器等进行有效冷却。这就可以保障焊机的可靠性。
35.本实用新型焊机的各控制电路板部分与焊机前、后面板上的元器件或零部件,如电流调节电位器、风扇、指示灯、电源空气开关、输出快速接头等,通过一些导线进行相互间的电路连接。焊机的各零部件和电路板之间,器件或零部件之间,按照本实用新型焊机的结构图、电路原理图关系(见附图1~附图10)连接、组合在一起。可满足双电压逆变手工焊机的预期控制要求。
36.本实用新型焊机的控制电路,分为逆变主电路、igbt驱动电路、输入电压检测电路、微处理器控制电路、切换或倍压控制电路、直流母线电压vcc检测电路、开关电源电路、输出特性控制电路、输出电压检测电路、冷却风扇控制电路几个部分。其中,输出特性控制电路中包含了电流检测和整流变换电路、电流给定微处理器检测电路、输出特性控制的pi(比例积分)控制电路、电流反馈信号mcu微处理器检测电路和pwm关断控制电路几个部分。
37.附图2是本实用新型焊机的逆变主电路原理图;附图3是本实用新型焊机的igbt驱动电路原理图;附图4是本实用新型焊机的输入电压检测和微处理器控制电路原理图;附图5是本实用新型焊机的切换或倍压控制电路原理图;附图6是本实用新型焊机的直流母线电压vcc检测电路原理图;附图7是本实用新型焊机的开关电源电路原理图;附图8是本实用新型焊机的输出特性控制电路原理图;附图9是本实用新型焊机的输出电压检测电路原理图;
附图10是本实用新型焊机的冷却风扇控制电路原理图。
38.本实用新型焊机电路板设计为五块。其中,一块电容板pcb1,在该电容板上设有4个大电解电容(如820μf/400v),以及电容的放电电阻。大电解电容的作用主要是:1)在输入电源电压为380v等高电压情况下,用于输入整流后的滤波;2)在输入电源电压为220v等低电压情况下,作为实现倍压转换电路的电容,同时起到滤波的作用;一块由igbt和部分驱动电路组成的电路板,称为逆变驱动板pcb2。在该电路板上,主要是焊装有四个igbt;以及igbt的高压侧驱动电路部分,如驱动变压器,以及由电阻、电容和二极管组成的高压侧驱动电路;一块由输出快恢复二极管及其阻容吸收电路组成的电路板,称为输出整流板pcb3。这些快恢复二极管主要是完成逆变主变压器输出的整流变换,实现逆变焊机的直流输出。阻容吸收电路主要是保护快恢复二极管,防止它们过压击穿;一块主要由开关电源电路和切换继电器及其部分控制电路组成的电路板,称为电源和切换控制板pcb4。该控制板上设有开关电源电路、切换继电器及其控制电路,以及冷却风扇控制电路部分。开关电源电路主要是用于产生+24v、+15v和+5v直流电压,供相关的控制电路工作使用;切换继电器及其部分控制电路,是在输入电压检测电路和微处理器控制电路的作用下,根据控制的要求,决定是否使倍压电路的继电器动作,进而确定本实用新型焊机在220v或380v等电源电压下的不同工作状态;一块前控制板pcb5。在该控制板上主要设有逆变焊机的输出特性控制,如pwm电路,电流给定和反馈控制电路;驱动电路的低压侧控制电路;切换继电器控制电路;输出电压检测电路;冷却风扇控制电路;参数显示电路部分。
39.本实用新型焊机整个控制电路主要是完成输入电压检测和自动识别的微处理器控制、整流、滤波或倍压及滤波、igbt逆变、主变压器降压和电流变换、输出整流、抗干扰、各直流工作电压的产生、pwm脉冲宽度调节、igbt管驱动控制、手弧焊焊接方法的逆变电路输出参数(电流)的负反馈控制,冷却风扇自动控制,低空载电压输出,过热、过压和欠压(含直流母线过压)保护控制等工作。最终在控制电路的作用下,实现自动识别220v或380v电源电压,并自动转换控制,满足手弧焊输出特性控制的各项要求。本焊机的控制电路,经大量的实测和实际应用效果证明,电路的工作可靠性较高,控制性能达到了预期的结果。
40.下面对本实用新型相关的控制电路进行组成和工作原理的说明:
41.见附图2,逆变主电路由电源空气开关kg、输入整流桥或整流器b1、k1继电器及其触点k1(b)、k2继电器及其触点k2(b)、e1~e4大电解电容(如820μf/400v)滤波和倍压部分电路,r20~r21和r25~r26大电解电容的放电电阻、igbt1~igbt4管及其阻容吸收电路(如并联在igbt的d和s端的r10和c6的串联电路)、c9和c10滤波电容、tm1逆变主变压器、t8初级电流检测互感器、v1~v2快速恢复二极管及其阻容吸收电路(如并联在快速恢复二极管两端的r1和c1串联电路)组成。igbt在pwm信号和igbt的驱动电路的作用下,igbt1和igbt4管组与igbt2和igbt3管组交替导通、关断,在tm1逆变主变压器的初级形成中频交流,实现从直流到交流的逆变控制;利用tm1逆变主变压器降压,v1~v2快恢复二极管组成焊机的输出整流电路进行整流,最后由out(+)正极性和out(-)负极性输出端输出焊机的电流和电压。
42.见附图2,l与n输入端连接到220v或380v,50/60hz等供电电源;pe连接到供电电源系统的地,其另一端连接到焊机外壳后面板内部的接地端子,实现对焊机的接地保护,保障焊机使用时对操作人员的安全。电源空气开关kg接通电网电源后,焊机通电。从电网来的交流电,经b1整流桥或整流器整流后,变为脉动直流电。对e1~e4大电解电容(如820μf/400v)
进行充电,电压逐渐升高,最后变为较为稳定的直流电vcc,再输出到后级电路。由附图2可见,这些大电解电容是两两并联之后再串联的。e1~e4大电解电容以及其放电电阻r20~r21和r25~r26设计在电容板pcb1上。
43.见附图2,k1继电器的触点k1(b)、k2继电器的触点k2(b)是并联的,其一端连接到电源输入一端,其另一端连接至这些两两并联再串联的大电解电容的中间结点。k1继电器的触点k1(b)、k2继电器的触点k2(b)什么时候闭合,取决于继电器的控制电路。该控制电路由输入电压检测和自动识别的微处理器控制系统组成。当k1和k2继电器不动作时,焊机的供电电源是属于高电压的,如连接380v等;当k1和k2继电器动作时,焊机的供电电源是属于低电压的,如连接供电电压220v等,此时,控制电路变换为倍压电路,实现了倍压转换控制。由此可见,这些大电解电容不仅起着滤波的作用,而且,还是倍压转换电路的一个重要组成部分。vcc直流母线电压是经过整流、滤波或倍压滤波后的直流母线电压,vcc供给由igbt1~igbt4管、tm1逆变主变压器和v1~v2快速恢复二极管等组成的全桥逆变主电路。不同的输入电源电压下,直流母线电压vcc是不同的。全桥逆变主电路的功能主要是把vcc高压直流母线电压或直流电转换为中频(几十khz)交流电。tm1逆变主变压器实现电压降压和大电流输出的变换。焊机整流输出部分的v1~v2快速恢复二极管则是把逆变变压器输出的中频交流电变换为低压大电流的直流电,供焊接工作。v1~v2快速恢复二极管以及它们的阻容保护(即并联在快速恢复二极管的r1和c1串联电路)设计在输出整流pcb3上。
44.附图3是本实用新型焊机的igbt驱动电路原理图。附图3中,igbt的驱动电路部分分为低压侧电路和高压侧电路,通过qdb驱动变压器进行高、低压侧电路的电气隔离。低压侧电路由t2~t5场效应管,电阻r27、r30、r33、r38、r39、r41,电容c16、c17、c19和c20组成。其中,t2和t4为p沟道的mos管;t3和t5为n沟道的mos管。t2和t4的d极并联在一起,并与r27的一端连接,r27的另一端连接+15v直流电压。+15v电压与电路的地之间并联有抗干扰的滤波电容c17和电解电容c16。t3和t5的s极接电路的地。t3和t5的g极分别连接电阻r33和r41后,再分别连接到bout、aout的pwm脉冲宽度调制控制信号端;类似地,t2和t4的g极分别连接电阻r30和r39后,再分别连接到bout、aout的pwm脉冲宽度调制控制信号端。t3、t5的d极分别连接t2、t4的s极,并且,t4的s极连接qdb驱动变压器初级的一端。qdb驱动变压器初级的另一端则连接r38、c19和c20三个器件的并联电路一端,该并联电路的另一端与t2的s极连接;驱动电路部分的高压侧电路由d1~d4二极管、r1~r8电阻、c1~c4组成。驱动电路部分的高压侧有四路驱动电路,分别连接qdb驱动变压器的四个次级,再分别去驱动控制4个igbt,每个电路的结构形式上是一样的。以其中一个驱动电路为例说明如下:qdb驱动变压器的一个次级的一端连接e1端,另一同名端(带有
“●”
)分别连接电阻r1和r2,r2的另一端连接至g1端;r1的另一端连接一个快速二极管d1的阴极,而d1二极管的阳极则连接至g1端,同时,电容c1并联在g1端和e1端。该驱动电路的输出g1、e1端分别连接至附图2中对应igbt的g1、e1端;其它三个驱动电路的输出g、e端分别连接至附图2中对应igbt的g、e端,即驱动电路的输出g2、e2端分别连接至附图2中对应igbt的g2、e2端;驱动电路的输出g3、e3端分别连接至附图2中对应igbt的g3、e3端;驱动电路的输出g4、e4端分别连接至附图2中对应igbt的g4、e4端。各个驱动电路与各自igbt的对应连接关系,包括附图3中驱动变压器次级的同名端(带有
“●”
)连接不可连接错误,否则会导致逆变失败和igbt炸管。
45.高压侧电路以及qdb驱动变压器设计在逆变驱动板pcb2上;低压侧电路设计在前
控制板pcb5上。
46.驱动电路bout、aout的pwm脉冲宽度调制控制信号则来自本实用新型附图8中的u1(uc3846)pwm芯片的bout、aout信号端。焊机工作时,这两个信号端输出的信号是pwm脉冲宽度调制控制信号。由于u1芯片输出的信号驱动功率小,故需要经过驱动功率电路进行放大,再通过驱动变压器及其外围的驱动电路去控制4个igbt的工作状态。u1芯片aout 和bout输出端输出的控制信号是两组方波脉冲信号。两组方波脉冲信号在时间上有一个固定的时间差,专业上也称为死区时间。是保障igbt两组开关交替工作的重要参数之一。该时间是通过uc3846芯片的外围器件(rt端的电阻;ct端的电容)参数设置而确定的。至于如何确定,需要查看uc3846的相关使用资料或说明。这里不再重复。这里需要说明的是:pwm脉冲宽度调制信号是决定焊机逆变主电路输出电压和电流大小的信号。而pwm脉冲宽度调制信号则受焊机的电流调节给定信号ug和电流负反馈信号ufi决定。
47.附图4是本实用新型焊机的输入电压检测电路和微处理器控制电路原理图。附图4中,输入电压检测电路由电源变压器t4、二极管d1、d7和d12,电阻r14、r15和r18,电容c8和c50组成。t4的输入ac1和ac2端连接至附图2中焊机空气开关kg的输出端,也就是焊机的供电电源输入端;t4的输出一端接地,t4输出的另一端接二极管d1的阳极,d1的阴极连接电阻r18、r14和电容c8的一端,r18和c8的另一端接地,r14的另一端接r15和d12的阳极,r15的另一端接地,d12的阴极c50、d7的阳极和p1.0/adc0,c50的另一端接地,d7的阴极接+5v,p1.0/adc0连接至附图4中mcu微处理器的3脚,即mcu的p1.0/adc0端,该端对地之间并联有电阻r92和电容c82。mcu微处理器在控制软件的作用下,可检测p1.0/adc0端的信号,进而判断或确定焊机连接的供电电源电压是220v级别(实际电压也可能不是220v的值,会是220v附近的某些数值。其它的电压,类似本说明,不再重复),还是380v级别的,根据检测的结果,mcu可去决定切换转换继电器k1、k2是否需要动作。例如,如果检测到的供电电压是220v级别的,则发出指令,使切换转换继电器k1、k2动作,逆变主电路中的倍压电路工作;如果检测到的供电电压是380v级别的,则发出指令,使切换转换继电器k1、k2不动作,逆变主电路中的倍压电路不工作。关于切换转换控制电路,在后续的相关部分还有进一步的描述。这里不再展开说明。
48.附图4中的微处理器控制电路由微处理器mcu(如stc15w408等)系列单片机,电阻r6、r1、r4、r55、r56和r58,电容c6、热保护器bhq、数码显示器smg1、保护指示灯led1,以及连接于mcu的外围一些电路,例如,mcu的p2.2连接至附图5中的mcu-p2.2,控制着切换转换继电器k1、k2的控制电路;mcu的p2.1连接至附图6中的mcu-p2.1,其作用是检测直流母线电压vcc的高低,如果vcc出现过压现象,则mcu可通过其p3.3脚(即连接至附图8中的mcu-p3.3)立即发出指令,去关闭附图8中u1(uc3846)输出的pwm脉宽调制控制信号,关闭igbt,实现对igbt的保护控制;mcu的p2.4连接至附图10中的mcu-p2.4,控制着冷却风扇是否运转的控制电路;mcu的p2.5连接至附图9中的mcu-p2.5,其作用是检测焊机的空载电压,最终实现焊机的vrd(低空载电压(约15v)输出功能);mcu的p1.2连接至附图8中的mcu-p1.2,其作用是检测焊机的给定电流信号,根据给定的信号大小,在控制软件的作用下,为焊机的数码显示器smg1显示焊接电流提供检测数据信号,把相应的电流值通过数码管smg1进行显示,由于给定的电流值与实际输出的电流值是可以通过电位器校正准确的,因此,调节的电流给定值实际上也是输出电流值。由于采用了微处理器电路控制系统,因此,很容易实现焊机输出电
流的预置,也就是说,在没有进行焊接时,调节和显示在电流表中的电流值就是焊接时的实际电流,无需通过试焊来确定输出电流,这样就极大方便了用户的操作;mcu的p5.5连接至附图8中的mcu-p5.5,其作用是检测焊机的电流反馈信号,为焊机的过流保护控制提供检测数据信号;这些连接电路共同组成一个控制系统。
49.mcu微处理器的p3.0连接着插头sip1的2脚;p3.1连接着插头sip1的1脚,sip1的3脚接地,sip1的4脚接+5v,sip1插头为mcu的控制程序烧写接口。编写好的控制软件通过该烧写接口写入单片机。mcu的p3.2连接保护指示灯led1的阴极,led1的阳极连接电阻r6后再接至+5v。mcu的p3.4连接电阻r1、r4,电容c6,以及面板con2(mb)、前控制板con2(zhb)和con3(zhb)的1脚、热保护器bhq的一端,con3(zhb)的2脚连接热保护器bhq的另一端;面板con2(mb)、前控制板con2(zhb)和con3(zhb)的2脚接地;面板con2(mb)、前控制板con2(zhb)的3脚接+15v;r1的另一端接+15v,c6和r4的另一端接地;mcu的p2.0、p3.5、p3.6、p3.7分别连接至数码显示器smg1的e、g、c和d端;mcu的p5.4连接至smg1的b端;mcu的p1.7通过一个电阻r56连接至smg1的d3端;mcu的p1.4连接至smg1的a端;mcu的p1.5连接至smg1的f端;mcu的p1.6通过一个电阻r55连接至smg1的d2端;mcu的p1.3通过一个电阻r58连接至smg1的d1端;smg1的显示受控于mcu微处理器。
50.微处理器系统可根据检测的结果,决定着数码显示器smg1的焊接电流、异常代码、保护指示灯led1的状态。例如,如焊机没有其它异常现象,则smg1显示电流值;当焊机内部大功率器件的散热器温度过高,超过温度保护继电器的动作温度时,在控制电路的作用下,一方面可使保护led1指示灯点亮,smg1显示表显示e08代码。另一方面,可使焊机停止焊接或输出。在焊机不输出的情况下,风机的冷却作用会使焊机内部大功率器件的温度降低。当降低到温度保护继电器的恢复动作温度时,焊机过热现象消除。过热指示灯熄灭,显示表不显示e08代码。同时,焊机可再次焊接;对于欠压现象,即在接入220v电网,而输入电压低于150v时,焊机的保护状态指示灯会闪烁,显示表显示e04代码,指示焊机发生欠压;或者在接入380v电网,而输入电压低于250v之间时,焊机的保护状态指示灯会闪烁,显示表显示e06代码,指示焊机发生欠压;对于过压现象,即在接入220v电网,而输入电压高于276v时,焊机的保护状态指示灯会闪烁,显示表显示e03代码,指示焊机发生过压;或者在接入380v电网,而输入电压高于480v之间时,焊机的保护状态指示灯会闪烁,显示表显示e05代码,指示焊机发生过压;只有欠压和过压现象消除后,该保护指示灯才会熄灭,并且显示表不显示代码,焊机方可焊接使用。也就是说,本焊机可在160v~260v(对应接入220v电网),或者260v~470v(对应接入380v电网)电源电压条件下工作。从上述数据来看,本焊机同时也具有良好的抗电网电压波动能力。其焊接可使用的输入电源电压波动范围均超过了电焊机标准规定的额定(220v或380v)电源电压的
±
10
℅
;如果检测到直流母线电压过压,则焊机的保护状态指示灯会闪烁,显示表显示e01代码,指示焊机发生直流母线电压过压;如果检测到电压检测故障状态,则焊机的保护状态指示灯会闪烁,显示表显示e02代码,指示焊机发生电压检测故障。
51.附图5是本实用新型焊机的切换或倍压控制电路原理图。见附图5所示,切换或倍压控制电路由继电器k1、k2,二极管d32,npn型三极管q12和q13,稳压管z3,电阻r58~r61组成。电路的工作电压为+24v。继电器k1、k2的线包是并联的,一端连接至+24v,另一端连接q13的集电极,d32并联在继电器k1、k2线包的两端,d32的阴极接+24v;q13的发射极接地,其
基极连接电阻r61、r60和q12的集电极,r60的另一端接地,r61的另一端接+24v,q12的发射极接地,q12的基极连接r59,r59的另一端连接电阻r58、z3的阴极和mcu的p2.2端,r58的另一端接+24v,z3的阳极接地。当本实用新型焊机的电路控制系统检测到输入电源电压为220v级别,并且没有出现过压、欠压等异常现象时,mcu的p2.2端输出低电平,q12截止或不导通,q13导通,于是,继电器k1、k2的线包中有电流流过,继电器k1、k2动作,其附图2中的触头k1(b)、k2(b)闭合,是逆变主电路中的倍压电路工作,产生的直流母线电压vcc电压约为620vdc级别;当本实用新型焊机的电路控制系统检测到输入电源电压为380v级别,并且没有出现过压、欠压等异常现象时,mcu的p2.2端电平为高电平,q12导通,q13截止或不导通,于是,继电器k1、k2的线包中没有电流流过,继电器k1、k2不动作,其触头k1(b)、k2(b)不闭合,逆变主电路中的倍压电路不会形成倍压工作,产生的vcc电压约为530vdc级别。切换或倍压控制电路设计在电源和切换控制板pcb4上。
52.附图6是本实用新型焊机的直流母线电压vcc检测电路原理图。直流母线电压vcc检测电路由二极管d33、电阻r62、r63和r90,稳压管d50~d52、电容c50和c83、光耦u10组成。vcc连接至附图2中的vcc端子处,输入到d33的阳极,d33的阴极连接r63,r63的另一端连接d52稳压管的阴极;稳压管d50~d52是正串联的,即d50稳压管的阴极连接d51的阳极,d51的阴极连接d52的阳极;d50的阳极连接到光耦u10中发光二极管的阳极,而该发光二极管的阴极接地(gnd1,直流母线电压vcc的负极性端),并且,在该发光二极管的两端并联有抗干扰电容c50;光耦u10中的输出级三极管的发射极接地(该地为mcu电路系统的地,或+5v的地),u10中的输出级三极管的集电极连接r62、r90和c83,以及mcu的p2.1脚,r62的另一端接+5v,r90和c83另一端接地。vcc检测电路的功能是:如果vcc出现过压(就是电压超过允许的电压值)时,稳压管d50~d52会被击穿、稳压,有较大电流流过光耦u10中的发光二极管,该发光二极管发光,u10中的输出级三极管导通,于是,mcu可检测到其p2.1脚的电平为低电平,此时,附图4中的mcu会通过其p3.3脚发出控制指令,关闭附图8中u1的pwm输出脉冲,进而使igbt无驱动控制信号,起到关闭和保护igbt的作用;反之,如果vcc没有出现过压(就是电压没有超过允许的电压值)时,稳压管d50~d52不会被击穿,没有电流流过光耦u10中的发光二极管,该发光二极管不会发光,u10中的输出级三极管截止或不导通,于是,mcu可检测到其p2.1脚的电平为高电平,表明检测到的vcc电压是正常的,无需进行igbt的保护控制。
53.附图7是本实用新型焊机的开关电源电路原理图。开关电源电路由t4-1变压器、b2整流器、kb开关电源变压器、n沟道t3 mos管、u3 (uc3845b)pwm脉冲宽度调制器,光耦u2,d2、d4~d6二极管,t2(7815)和t1(7805)稳压器,以及它们周围的电阻r1~r17、电解电容(如e5~e10)、电容(如c1~c11)、稳压管z1和z2组成。开关电源电路的作用是产生+15v、+5v和+24v电压,供给其它控制电路工作。由附图7可见,kb变压器把开关电源电路分为高压侧电路和低压侧电路。kb有两个初级绕组,一个次级绕组。kb右边的次级绕组,还有d4~d5二极管、稳压管z1、电阻r9、e8~e10电解电容,c5、c8、c9和c11电容、t2(7815)和t1(7805)稳压器组成低压侧电路。除了低压侧电路以外,kb左边的电路部分为高压侧电路。
54.对于低压侧电路,kb开关电源变压器次级绕组一端接至地(低压侧电路的地),另一端连接d4~d5二极管的阳极,它们的阴极连接至z1的阴极和t2稳压器的输入端。z1的阳极连接r9,r9的另一端则连接u2光耦中的发光二极管的阴极,该发光二极管的阴极接地。t2稳压器的输入端对地之间并联有c5和e9滤波电容,该输入端可获得+24v的直流电压。由于
t2是+15v输出的稳压器,因此,t2的输出端可获得+15v的直流电压,该电压也经过c8和e8电容滤波;类似地,由于t1是+5v输出的稳压器,因此,t1的输出端可获得+5v的直流电压,该电压则经过c9和c11、e10电容滤波。
55.对于高压侧电路,ac1和ac2连接于附图2中的空气开关的输出端,也是焊机的供电电源,该电源先经c10电容滤波,再经过b2整流变换为脉动直流电,该直流电经e5~e6电解电容滤波后变为稳定的直流电,供后级开关电源高压侧电路工作;e6、e5正极性串联后并联在b2的输出端,e5的负极性端为开关电源电路高压侧的地(注意:图中可见,此地与低压侧电路的地,其符号是不一样的),r1和r2分别并联在e6、e5上,是为焊机不通电时释放e5~e6上储存的高压电而设置的放电电阻,起到安全的保护作用;e6的正极性端连接r6、r3和c1,r3与r4串联后并联c1,r4的另一端连接d6的阴极,d6的阳极与t3 mos管的d端、kb变压器的一个初级绕组的一端连接,该初级绕组的另一端连接r6和r5,r5的另一端连接r7,r7的另一端连接u3的7脚;t3 mos管的s端连接r13和r15,r15的另一端接地,r13的另一端连接u3的3脚,该管脚对地之间连接电容c2;t3 mos管g端连接r11和z2的阴极,z2的阳极接地,r11的另一端接u3的6脚;u3的4脚和8脚之间接有r14,u3的4脚和8脚对地之间分别连接有电容c4、c7;u3的5脚接地;u3的1脚和2脚之间连接有r16和c6的并联电路;u3的2脚还连接r8,r8的另一端连接r12和u2光耦中输出级三极管的发射极,r12的另一端接地;u2光耦中输出级三极管的集电极对地之间连接有c3、e7和r10的并联电路,该并联电路的另一端接地,该集电极还接至u3的7脚;kb变压器另一绕组一端接至地(高压侧电路的地),该绕组的另一端连接d2的阳极,d2的阴极接r17,r17另一端接至u2光耦中输出级三极管的集电极;为保障开关电源电路的工作可靠性,在附图7中,采用了u2(el817)光电耦合器进行隔离。
56.开关电源pwm控制板的核心控制芯片是u3,即uc3845b脉冲宽度pwm调节器。开关电源电路工作时,u3输出的脉冲为一定工作频率的驱动脉冲,可使附图7中的t3 mos管处于通断工作状态,最终使开关电源低压侧电路分别获得+24v、+15v、+5v直流电源电压,供给不同的器件和电路使用。关于开关电源这部分的工作原理,以上部分只是进行了简单的说明。如果需要了解本电路部分详细的工作情况,涉及到开关电源的很多知识。读者可查询相关的开关电路书籍或资料作进一步的了解。这里不再详细说明。开关电源电路部分设计在电源和切换控制板pcb4上。
57.附图8是本实用新型焊机的输出特性控制电路原理图。输出特性控制电路由u1(uc3846)pwm脉冲宽度调制芯片、u4四运算放大器,以及这些器件外围的很多电阻、电容、电解电容、npn型三极管q1、二极管和发光二极管、可变电阻组成。输出特性控制电路中包含了电流检测和整流变换电路、电流给定微处理器检测电路、输出特性控制的pi(比例积分)控制电路、电流反馈信号mcu微处理器检测电路和pwm关断控制电路几个部分。下面,对相关的电路进行说明。
58.见附图8和附图2,电流检测和整流变换电路由(附图2中)t8电流检测环或电流互感器、d4~d5和d7~d8二极管、电阻r35组成。附图8中,con1插头的3和4脚连接至附图2中t8的次级输出a、b端;d4~d5和d7~d8二极管组成单相整流桥,整流桥的输出端并联电阻r35,整流桥的输出正端接d6的阳极、r12、r14、r18和c10的一端,c10另一端接地;由t8电流检测环或电流互感器可检测到逆变主电路中的主变压器初级的电流信号,经过整流变换电路后获得电流负反馈信号ufi,分别通过d6、r14和r18输入到后级的电路。
59.见附图8,u1的15脚接+15v;+15v通过r7接u1的13脚,该脚对地之间接电解电容c9;u1的3脚和12脚接地;u1的6脚和7脚连接在一起;u1的9脚(rt)端连接r10后接地;u1的10脚未连接;u1的11脚和14脚分别是aout、bout端子,即pwm脉冲宽度信号输出端,这两个端子连接到igbt驱动电路的低压侧电路对应的aout、bout端;u1的16脚(shutd)为pwm信号输出的关断控制端;u1的8脚(ct)端连接电容c8和npn型三极管q1基极,c8另一端接地,q1集电极+15v,q1发射极接r9,而r9另一端接r15、r14和u1的4脚;r10和c8就是决定pwm信号频率和死区时间的r
t
和c
t
;u1的1脚连接r21、r22和c12,r22和c12的另一端接地,r21的另一端连接r23、c13电解电容的正极和u1的2脚,c13另一端接地,r23另一端接rp2可变电位器的一端,rp2的另一端连接r31后接地,rp2的滑动中点连接c14电解电容的正极、r25、u4-4的同相输入端,r25的另一端连接u4-3的同相输入端,c14的另一端接地,rp2可变电位器就是本实用新型焊机的电流调节电位器,它的中点给出的信号也是电流给定信号ug。
60.见附图8,u4-4运算放大器及其外围的电阻、电容、可变电位器rp1组成电流给定微处理器检测电路,u4-4的反相输入端与输出端之间并联电阻r19;+15v接r24,r24的另一端连接r42和r20,r42的另一端接地,r20的另一端接u4-4的反相输入端;u4-4的同相输入端连接电流调节电位器rp2的滑动中点;u4-4的输出端连接r16,r16的另一端连接c26、mcu-p1.2,以及rp1的一端及其中点,rp1和c26的另一端接地;mcu-p1.2就是附图4中mcu的5脚,即p1.2脚,也就是mcu的电流给定信号检测端引脚,检测到的电流给定信号会经附图4的mcu处理后供给电流显示的数码管smg1进行显示。
61.见附图8,u4-3运算放大器及其外围的电阻、电容、二极管组成本实用新型焊机的输出特性控制的pi(比例积分)控制电路;r32和c18并联,之后与r29串联组成一个支路,该支路并联在u4-3的反相输入端与输出端之间;u4-3的输出端连接r26、r28、c15和u1的5脚,r28和c15的另一端接地;u4-3的反相输入端与同相输入端之间并联两个反极性连接的二极管d2和d3,即d2的阳极和d3的阴极连接其同相输入端,而d2的阴极和d3的阳极连接其反相输入端;电流调节电位器rp2滑动中点的电流给定信号通过r25接至u4-3的同相输入端;+15v接r34,r34的另一端连接r36、r37、r40和c21,r40和c21的另一端接地,r37另一端接u4-3的反相输入端,r36的另一端连接d6的阴极;d6的阳极,之前已经说明过,是连接电流反馈信号ufi的;u4-3及其外围元器件组成的pi(比例积分)控制的输出,决定着u1(uc3846)的11和14脚,即aout和bout端输出的pwm脉冲信号的宽度,也将决定着焊机的输出电流和电压大小。
62.见附图8,u4-2运算放大器及其外围的电阻、电容组成本实用新型焊机的电流反馈信号mcu微处理器检测电路。该电路的功能是检测电流反馈信号,如发生过流现象,则通过附图4中的mcu发出控制指令,关闭u1的pwm信号输出。具体电路组成说明如下:电流反馈信号经r18后,接至u4-2的同相输入端,该输入端对地之间连接c24;u4-2的反相输入端连接r46、r47,r47的另一端接地,r46另一端连接r45和u4-1运算放大器的同相输入端,r45的另一端接+15v;u4-2输出端接r43,r43的另一端连接c23、r44和mcu-p5.5,即附图4中mcu的13脚;mcu通过检测到的电流反馈信号大小,可判断焊机是否发生了过流现象,如果有过流现象,则可通过mcu-p3.3发出控制指令,去关闭u1的pwm信号输出。
63.见附图8,u4-1运算放大器及其外围的电阻、电容、发光二极管led2组成本实用新型焊机的pwm关断控制电路。具体电路组成如下:来自mcu微处理器的mcu-p3.3连接r13和
u4-1的反相输入端,r13的另一端接地;+15v通过r45连接u4-1的同相输入端,该输入端还连接r46,r46的另一端连接r47和u4-2的反相输入端,r47的另一端接地;u4-1的输出端连接r8和r11,r8的另一端连接发光二极管led2的阴极,而发光二极管led2的阳极接+5v,r11的另一端连接c11和r17以及u1的16脚(关断控制端);当u4-1输出低电平时,发光二极管led2点亮,可指示u4-1的输出状态;该关断控制电路的功能是利用附图4中的mcu微处理器电路,通过mcu-p3.3发出控制指令,去控制u1的16脚关断控制端,以达到控制u1的pwm信号输出目的。如果本实用新型的焊机控制电路,检测到过压、欠压、过热、直流母线电压过压现象当中的任何一个异常情况时,均可通过mcu-p3.3发出控制指令,去控制u1的16脚关断控制端的电平,达到关闭u1的pwm信号输出的目的,最终实现对焊机的保护控制。直到异常现象消除后,焊机的控制电路方可输出pwm脉冲信号。
64.附图9是本实用新型焊机的输出电压检测电路原理图。输出电压检测电路由连接至输出端的插头con3(mb)、二极管d1,电阻r2、r3和r5,电容c5和c7,以及光耦u5组成。插头con3(mb)的2脚连接焊机的输出正极性out+端,插头con3(mb)的1脚连接焊机的输出负极性out-端;mcu-p2.5,即mcu的p2.5,它连接至附图4中的mcu的p2.5;d1阴极连接焊机的输出正极性out+端,d1阳极连接r5,r5的另一端连接电容c7和光耦u5中的发光二极管的阴极,c7另一端接地,光耦u5中的发光二极管的阳极通过电阻r2接至+15v;光耦u5中的输出级三极管的发射极接地,其集电极接至r3、c5和mcu-p2.5端,r3的另一端接+5v,c5的另一端接地。
65.输出电压检测电路的作用是检测焊机的空载电压,最终实现焊机的vrd(低空载电压(约15v)输出功能。其工作原理是:当焊机的空载电压较低时,d1导通,u5中的发光二极管发光,u5中的输出级三极管导通,附图4中的mcu可检测到mcu-p2.5为低电平,此时,附图4中的mcu可通过p3.3或mcu-p3.3发出指令,使附图4中的u1芯片输出pwm信号,即焊机输出电压;反之,当焊机的空载电压较高时,d1截止或导通,u5中的发光二极管不会发光,u5中的输出级三极管截止或不导通,于是附图4中的mcu可检测到mcu-p2.5为高电平+5v,此时,附图4中的mcu可通过p3.3或mcu-p3.3发出指令,使附图4中的u1芯片关闭pwm信号输出,即焊机不输出电压。如此反复,可使焊机实现焊机的vrd输出功能。
66.附图10是本实用新型焊机的冷却风扇控制电路原理图。冷却风扇控制电路由高速直流风扇fan、二极管d30、npn型三极管q8和q9、电阻r50~r53、电容c43和电解电容e18、保险管f1组成。电路的工作电压为+24v和+5v;mcu-p2.4连接至附图4中的mcu的p2.4;+5v对地之间连接滤波电容c43和电解电容e18,r50一端接+5v,另一端连接mcu-p2.4和r51,r51另一端接至q8的基极,q8发射极接地,q8集电极接至电阻r52、r53和三极管q9基极,r52另一端接地,q9发射极接地;r53的另一端接风扇、d30的阴极、f1保险管,f1另一端接+24v,d30阳极连接高速直流冷却风扇fan的一端,同时连接着q9集电极。冷却风扇控制电路的工作原理说明如下:附图4中,mcu微处理器可通过检测连接至p3.4热保护器bhq没有动作,并且监测到焊机长时间处于空载而没有焊接的情况下,mcu的p2.4端电平为高电平,q8导通,q9截止或不导通,于是冷却风扇fan停止运转工作;反之,当本实用新型焊机开始焊接时,即使是在热保护器bhq动作的情况下,mcu的p2.4端输出低电平,q8截止或不导通,q9导通,可使冷却风扇fan运转工作,冷却焊机内部的元器件和零部件(如igbt和输出快恢复二极管及其散热器、逆变主变压器等)。冷却风扇控制电路部分设计在电源和切换控制板pcb4上。
67.本实用新型焊机手工电弧焊输出特性的控制过程简述如下:
68.无论是接220v供电电压,还是连接了380v等供电电压,当焊机后面板的空气开关kg合上接通供电电源后,焊机内部的上述各控制板带电工作。前面板上的电流显示器点亮,指示焊机的预置电流参数。如果通过电位器调节电流参数,则显示的数值随之变化。
69.在控制电路的作用下,焊机内部的u1 pwm脉冲宽度控制电路产生一个占空比较大的脉冲信号,使igbt的驱动电路工作,使两组igbt处于交替导通状态,最终使逆变主电路输出空载电压。当操作者调节好前面板上焊接电流的给定电位器信号ug,并进行焊接时,通过t8电流检测环或电流互感器,由电流检测和整流变换电路可检测到逆变主电路中的变压器初级电流信号,即电流负反馈信号ufi。该电流负反馈信号ufi,与焊接电流给定信号ug进行比较。比较后的差值信号,通过附图8中的输出特性控制电路,进行pi(比例和积分)调节控制。其输出的结果控制u1 pwm芯片的脉冲宽度或占空比输出。通过igbt的驱动电路,控制逆变主电路中igbt的通断时间,最终决定焊机输出电流和电压的大小,实现输出电流参数的准确控制。并使焊机的输出特性为恒流带外拖的下降特性。进一步地说,当焊接电流给定信号ug不变时,随着焊机电路检测到的负反馈ufi电流信号增加,并且,达到给定的设定值后,焊接电流给定ug信号与ufi电流负反馈控制信号的差值会随电流增加而减小,通过pi控制后,使焊机输出pwm芯片的脉冲宽度或占空比减小,焊机的输出电压降低。这一过程,也就是所谓的电流截止负反馈控制。即只有当电流达到焊接电流电位器的设定值后才起作用的反馈控制。此后,随着电流微小的增加,电压降低会很多。当焊接电流给定信号变化时,电流截止负反馈设定值不同,但其它的控制过程是类似的。这样,在电位器设定的最小和最大之间,就可获得无数条下降特性曲线。这样的控制,也是满足手工电弧焊接的基本要求。
70.关于焊机其它部分电路的工作过程,由于以上部分已经进行了许多说明。这里就不再详细赘述了。
71.以上是本实用新型焊机各个电路部分以及手弧焊方法的简要控制过程说明。由于本实用新型已经给出了详细的电路原理图,因此,对于有电路阅读能力(或具备相关电路知识)的人来说,是完全可以读懂的。电路图就是一种无声的语言。但是,对于没有电路阅读能力(或不具备相关电路知识)的人来说,即使解释的再多,他们也是难以理解的。鉴于篇幅的关系,本文只能阐述主要的部分,以使读者能够更好地理解相关的工作原理和过程。
72.通过上述说明可见,本实用新型电路有自己独特的设计思路和方法。不仅可实现焊机手弧焊方法输出控制,而且,所设计的控制电路和焊机的整机结构,都是使本实用新型焊机产品具有良好控制性能和可靠性的技术优势根本原因所在,也是满足产品高效和低成本生产、高可靠性、制造工艺技术先进性的重要保障。本实用新型专利申请保护的内容就在于保护这种焊机的结构设计。
73.此外,本实用新型的电路板之间连接简单,电路板上器件很多是采用自动贴片机和插件机完成加工的,其制作工序和生产工艺大为简化,降低产品重量、生产和运输成本。
74.以上内容是结合具体的焊机结构和电路板及控制功能对本实用新型所作的详细说明,不能认定本实用新型的具体实施只限于这些说明。对本实用新型所述技术领域的其他技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干其它的推演和变换,这些都应该视为属于本实用新型保护的范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1