一种气压驱动型的完井工具制造设备的制作方法
[0001]
本实用新型涉及一种气压驱动型的完井工具制造设备,属石油天然气开采工具制造领域。
背景技术:
[0002]
完井工具是石油天然气开采过程中必不可少的作业和增产设备,它的机械功能和密封性能直接影响到开采过程中压裂、试油和分层注水等工艺的作业效果;假如完井工具在开采过程中失效,不仅需要排除问题并更换完井工具,还会增加项目的施工周期和施工成本。为确保完井工具能正常投入使用,完井工具的各项功能机构要能正常开启、关闭和顺畅运动,而且要确保完井工具的密封机构安全可靠,因此人们对完井工具的制造环节提出了更高的要求。
[0003]
目前在完井工具的制造过程中,纯手工式的装配仍占据了主流,虽然有多种简易的工装辅具可供使用,但是作业人员的劳动强度还是很高,以常见的轴套装配工序为例,作业人员需要先将轴套套装到工件上,然后反复击打轴套使其套装到位,最后再旋转轴套使其螺纹锁紧在工件上,该装配过程不仅费时费力,而且主要靠作业人员的经验来判断是否装配到位,因此装配完成还需要额外的压力测试来检测完井工具的装配质量;此外,由于工件的尺寸不一,作业人员的装配力度也需要作出相应的调整,使得装配辅具对专业性和技术性要求较高,难以提高装配制造效率,且适用范围较窄,因此需要一种气压驱动型的完井工具制造设备来解决上述的不足。
技术实现要素:
[0004]
本实用新型的目的在于:提供一种实现自动装配、易于判断锁紧状态和适用范围广,以解决现有简易工装辅具存有的劳动强度高、难以判断是否装配到位和适用范围较窄问题的气压驱动型的完井工具制造设备。
[0005]
本实用新型的技术方案是:
[0006]
一种气压驱动型的完井工具制造设备,它由装夹组件、安装架、拧紧组件、导轨、打击组件、控制面板和支撑连接件构成,其特征在于:装夹组件和安装架呈间隔状设置,安装架上的一端固装有拧紧组件,安装架上的另一端对称状固装有导轨,导轨上滑动安装有打击组件,打击组件上固装有控制面板;导轨和拧紧组件之间的安装架上固装有支撑连接件,支撑连接件与装夹组件固定连接。
[0007]
所述的装夹组件由底座、钳台座、连接环、连臂轴、上钳口、下钳口、装夹丝杆和调节手柄构成,底座上固装有钳台座,钳台座的下端固装有连接环,连接环的外侧固装有连臂轴,连臂轴与支撑连接件固定连接;钳台座的上端呈上下状装有上钳口和下钳口,钳台座的顶端装有调节手柄,调节手柄通过装夹丝杆与上钳口连接。
[0008]
所述的上钳口和下钳口呈弧形。
[0009]
所述的安装架的底部对称状固装有支撑机脚,支撑机脚之间的安装架的底部对称
状固装有滚轮。
[0010]
所述的拧紧组件由延伸杆、拧紧气缸、套环、测力计和链钳构成,延伸杆固定安装在安装架上,延伸杆的端头固装有拧紧气缸,拧紧气缸的上端头铰合安装有套环,套环与拧紧气缸之间装有测力计,套环内活动套装有链钳。
[0011]
所述的链钳上固装有防滑环。
[0012]
所述的导轨之间设置有移动丝杆,移动丝杆的端头通过安装块与安装架固定连接,移动丝杆与打击组件螺纹连接。
[0013]
所述的移动丝杆的端头装有调节手轮。
[0014]
所述的打击组件由滑块、滑台、支撑块、支撑板、打击气缸、打击滑杆和打击面板构成,滑块与移动丝杆螺纹连接,滑块的顶端固装有滑台,滑台上的一端固装有支撑板,支撑板的外端面上固装有打击气缸,打击气缸的端头延伸到支撑板的内侧;滑台上的另一端固装有支撑座,支撑座内活动安装有打击滑杆,打击滑杆的一端与延伸到支撑板内侧的打击气缸端头固定连接,打击滑杆的另一端固装有打击面板。
[0015]
所述的控制面板上设置有气压控制器和压力表,控制面板通过气管分别与拧紧气缸和打击气缸连接。
[0016]
所述的支撑连接件由支撑座、支撑丝杆和连臂套构成,支撑丝杆的顶端螺纹安装有支撑座,支撑丝杆的底端固装有连臂套,连臂套与连臂轴固定连接。
[0017]
本实用新型的优点在于:
[0018]
该气压驱动型的完井工具制造设备具有实现自动装配、易于判断锁紧状态和适用范围广的特点,利用装夹组件固定工件,然后用打击组件装配工件上的轴套,并使用拧紧组件进行拧紧,解决了现有简易工装辅具存有的劳动强度高、难以判断是否装配到位和适用范围较窄的问题,满足了完井工具的生产需要。
附图说明
[0019]
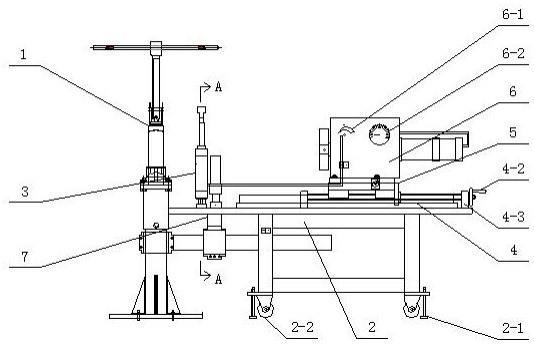
图1为本实用新型的主视结构示意图;
[0020]
图2为本实用新型的主视剖视示意图;
[0021]
图3为图1中的a-a处的剖视示意图;
[0022]
图4为本实用新型的装夹组件的结构示意图;
[0023]
图5为本实用新型的打击组件的结构示意图;
[0024]
图6为本实用新型的支撑连接件的结构示意图;
[0025]
图7为本实用新型的工作示意图。
[0026]
图中:1、装夹组件,1-1、底座,1-2、钳台座,1-3、连接环,1-4、连臂轴,1-5、上钳口,1-6、下钳口,1-7、装夹丝杆,1-8、调节手柄,2、安装架,2-1、支撑机脚,2-2、滚轮,3、拧紧组件,3-1、延伸杆,3-2、拧紧气缸,3-3、套环,3-4、测力计,3-5、链钳,3-6、防滑环,4、导轨,4-1、移动丝杆,4-2、调节手轮,4-3、安装块,5、打击组件,5-1、滑块,5-2、滑台,5-3、支撑块,5-4、支撑板,5-5、打击气缸,5-6、打击滑杆,5-7、打击面板,5-8、锁紧把手,6、控制面板,6-1、气压控制器,6-2、压力表,6-3、气源箱,7、支撑连接件,7-1、支撑座,7-2、支撑丝杆,7-3、连臂套,8、工件,9、轴套,10、滑套。
具体实施方式
[0027]
该气压驱动型的完井工具制造设备由装夹组件1、安装架2、拧紧组件3、导轨4、打击组件5、控制面板6和支撑连接件7构成,装夹组件1和安装架2呈间隔状设置,装夹组件1由底座1-1、钳台座1-2、连接环1-3、连臂轴1-4、上钳口1-5、下钳口1-6、装夹丝杆1-7和调节手柄1-8构成,底座1-1上固装有钳台座1-2,钳台座1-2的下端固装有连接环1-3,连接环1-3的外侧固装有连臂轴1-4;钳台座1-2的上端呈上下状装有上钳口1-5和下钳口1-6,上钳口1-5和下钳口1-6呈弧形,上钳口1-5和下钳口1-6用来夹住工件8,以限制工件8的移动和旋转;钳台座1-2的顶端装有调节手柄1-8,调节手柄1-8通过装夹丝杆1-7与上钳口1-5连接,转动调节手柄1-8即可上下调节上钳口1-5的位置,以对工件8进行装夹。
[0028]
安装架2的底部对称状固装有支撑机脚2-1,支撑机脚2-1之间的安装架2的底部对称状固装有滚轮2-2,当支撑机脚2-1上紧时,支撑机脚2-1本体向下运动并向上抬升安装架2,以使滚轮2-2离开地面,增强安装架2在工作过程中的稳定性。安装架2上的一端固装有拧紧组件3,拧紧组件3由延伸杆3-1、拧紧气缸3-2、套环3-3、测力计3-4和链钳3-5构成,延伸杆3-1固定安装在安装架2上,延伸杆3-1的端头固装有拧紧气缸3-2,拧紧气缸3-2的上端头铰合安装有套环3-3,套环3-3与拧紧气缸3-2之间装有测力计3-4,测力计3-4用来监视拧紧气缸3-2的工作状态,以判断拧紧工作是否顺利进行;套环3-3内活动套装有链钳3-5,链钳3-5的链条部分缠绕锁紧在待安装的轴套9上,链钳3-5的杆部固装有防滑环3-6,防滑环3-6设置在套环3-3的下方,以防止链钳3-5在偏转时与套环3-3产生相对滑动。
[0029]
安装架2上的另一端对称状固装有导轨4,导轨4之间设置有移动丝杆4-1,移动丝杆4-1的端头装有调节手轮4-2,调节手轮4-2用来带动移动丝杆4-1旋转,移动丝杆4-1通过安装块4-3与安装架2固定连接。导轨4上滑动安装有打击组件5,打击组件5由滑块5-1、滑台5-2、支撑块5-3、支撑板5-4、打击气缸5-5、打击滑杆5-6和打击面板5-7构成,滑块5-1滑动安装在导轨4上,滑块5-1与移动丝杆4-1螺纹连接,当移动丝杆4-1产生旋转时,滑块5-1即会沿着导轨4滑动。
[0030]
滑块5-1的顶端固装有滑台5-2,滑台5-2上设置有锁紧把手5-8,锁紧把手5-8用来将滑块5-1固定在导轨4上,防止装配工作产生的反冲推动滑块5-1移动,避免对丝杆产生损伤;滑台5-2上的一端固装有支撑板5-4,支撑板5-4的外端面上固装有打击气缸5-5,打击气缸5-5的端头延伸到支撑板5-4的内侧;滑台5-2上的另一端固装有支撑块5-3,支撑块5-3内活动安装有打击滑杆5-6,打击滑杆5-6的一端与延伸到支撑板5-4内侧的打击气缸5-5端头固定连接,打击滑杆5-6的另一端固装有打击面板5-7,打击面板5-7用来反复撞击待安装的轴套9,以便使轴套9牢固安装在工件8上。
[0031]
打击组件5上固装有控制面板6,控制面板6通过气管分别与拧紧气缸3-2和打击气缸5-5连接,控制面板6上设置有气压控制器6-1和压力表6-2,气压控制器6-1通过气管连接外部的气源箱6-3,以便为拧紧气缸3-2和打击气缸5-5提供动力,压力表6-2用来监视打击气缸5-5的工作状态,以判断装配工作是否顺利进行。
[0032]
导轨4和拧紧组件3之间的安装架2上固装有支撑连接件7,支撑连接件7由支撑座7-1、支撑丝杆7-2和连臂套7-3构成,支撑丝杆7-2的顶端螺纹安装有支撑座7-1,支撑座7-1用来对工件8提供支撑,支撑丝杆7-2的底端固装有连臂套7-3,连臂套7-3通过紧固螺钉与连臂轴1-4固定连接。
[0033]
该制造设备的工作过程为:首先根据工件8的自身长度和装配长度调整装夹组件1和安装架2的距离,具体为:松开连臂套7-3上的紧固螺钉,使连臂轴1-4与连臂套7-3能产生相对滑动,松开支撑机脚2-1,使滑轮落地,然后左右移动安装架2到合适的装配距离,上紧支撑机脚2-1,支撑机脚2-1本体向下运动并向上抬升安装架2,以使滚轮2-2离开地面,增强安装架2在工作过程中的稳定性;拧紧连臂套7-3上的紧固螺钉,以使安装架2在装配过程中保持稳定。
[0034]
装夹组件1和安装架2之间的距离调整合适后,将工件8装夹到装夹组件1上,具体为:将工件8放置在下钳口1-6上,然后转动调节手柄1-8带动装夹丝杆1-7转动,即可上下调节上钳口1-5的位置,上钳口1-5配合下钳口1-6对工件8夹紧工件8;然后还需要调节支撑丝杆7-2,使支撑座7-1上下移动,以使工件8保持水平放置,且使工件8与打击面板5-7居中对齐。
[0035]
工件8装夹完成后,调整移动丝杆4-1使滑块5-1在导轨4上滑动,直到打击组件5移动到了合适的位置,然后使用锁紧把手5-8将滑台5-2锁紧,即可轴套9的装配工作,具体为:在工件8的右端依次装入轴套9和滑套10,启动打击气缸5-5,打击气缸5-5驱动打击滑杆5-6推动滑套10,滑套10使轴套9在工件8上向前移动,当轴套9在工件8上的进尺距离达到一定要求后,关闭打击气缸5-5,松开锁紧把手5-8,调整移动丝杆4-1使滑块5-1在导轨4上向前滑动,然后再次通过锁紧把手5-8将滑块5-1锁紧,启动打击气缸5-5,反复作业,直到轴套9在工件8上进尺到产品图纸要求的位置。
[0036]
在轴套9的装配过程中,需要通过气压控制器6-1来调节气压,且随着打击组件5与工件8距离的缩短,气压也逐渐从小变大,以克服阻力使轴套9装配到位;在此过程中,观察压力表6-2的压力指示和装配的进尺情况,如果压力陡然增加,并且五分钟内没有进尺,说明密封件卡住,此时应立即停机,拆下轴套9并检查密封件状态,重新返工和装配。
[0037]
工件8上套装好轴套9之后,确保轴套9上的螺纹与工件8上的螺纹已经对准并接触,然后将链钳3-5的链条绕过轴套9的外壁,穿过链钳3-5并锁定在加力杆上,防止链条出现松脱;启动打击气缸5-5,打击气缸5-5推动滑套10将轴套9顶紧,启动拧紧气缸3-2,拧紧气缸3-2的活塞杆开始上下运动,驱动链钳3-5上下转动,链钳3-5向上转动时,链钳3-5径向复位,链钳3-5向下转动时,链钳3-5收紧链条,使轴套9径向右旋拧紧。在拧紧过程中,通过测力计3-4监视拧扣力量的大小和变化,如果拧紧力量超过额定值,应当停机检查工件8的状态,重新返工和装配。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1