一种钢结构构件辅助焊接装置的制作方法
[0001]
本实用新型涉及一种焊接辅助装置,尤其涉及一种辅助钢结构构件进行焊接时可保证焊缝满足要求的装置。
背景技术:
[0002]
钢结构构件现在多采用工厂统一制作,现场进行拼装到位。传统做法,采用厂家制作后进行预拼装,较核拼装就位的精度是否满足要求,再装到现场进行现场焊接安装。
[0003]
随着国内外bim技术的发展,也有采用bim技术进行虚拟模拟进行预拼装实验,使各个构件的尺寸精度达到要求;但再先进的技术使用后,也要经得起现场的检验,尤其对于构件运输到现场,现场技术人员及操作人员的技能水平,也直接影响着钢构件的安装精度。钢构件在安装中焊接技术是重中之重,焊缝的规范与否,不仅由前期构件的尺寸决定,也跟现场焊接过程中焊缝的控制,以及累积的构件尺寸误差有关,焊缝累积可能造成后续焊缝过小或者过大,这两种情况均不符合标准要求。
[0004]
如何使钢构件在焊接的过程中,焊缝得到保证,值得技术人员及现场操作人员思考。
技术实现要素:
[0005]
为解决上述问题,本实用新型提供了一种钢结构构件辅助焊接装置,能满足多方向钢构件的焊缝方向需要。
[0006]
本实用新型的具体技术方案为:一种钢结构构件辅助焊接装置,所述焊接装置由平面底板和纵向卡沟组成,所述的纵向卡沟固定在平面底板侧边,向上延伸在与平面底板中心位置对应处交汇,纵向卡沟与平面底板组成笼形结构;所述平面底板侧边开设有一圈平面卡沟,平面卡沟与纵向卡沟相交处设置为不贯通。
[0007]
进一步地,所述纵向卡沟数量至少为3个。
[0008]
进一步地,所述纵向卡沟与平面卡沟的宽度根据钢结构构件的厚度确定。
[0009]
进一步地,所述焊接装置的厚度为焊缝规定的宽度。
[0010]
进一步地,所述焊接装置还可以设置为以底板对称的结构,即所述纵向卡沟可以对称设置在底板上下两个方向。
[0011]
与现有技术相比,本实用新型的优点为:本实用新型的焊接装置具有多方向卡槽的设计,能满足多方向钢构件的焊缝方向需要,同时采用纵向卡沟与横向卡沟,对垂直及斜向的钢构件进行方向暂时固定,卡沟的宽度根据构件的厚度而定,保证了焊缝的宽度及质量,工人操作时不用担心构件的偏位,能使构件现场操作质量得到全面提升。
附图说明
[0012]
图1为实施例1的俯视图;
[0013]
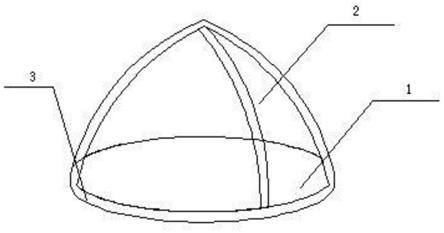
图2为实施例1的立体图;
[0014]
图3为实施例1的对称形态立体图;
[0015]
图4为实施例2的俯视图;
[0016]
图5为实施例2的立体图;
[0017]
图6为实施例2的对称形态立体图;
[0018]
图中:1、平面底板,2、纵向卡沟,3、平面卡沟。
具体实施方式
[0019]
下面结合说明书附图和实施例对本实用新型做进一步地描述。
[0020]
实施例1
[0021]
如图1-图2所示,一种钢结构构件辅助焊接装置,焊接装置由平面底板1和三个纵向卡沟2组成,三个纵向卡沟2固定在平面底板1侧边,向上延伸在与平面底板1中心位置对应处交汇,纵向卡沟2与平面底板1组成笼形结构。平面底板1沿侧边开设有一圈平面卡沟3,平面卡沟3与纵向卡沟2相交处设置为不贯通。钢构件可以插入纵向卡沟2和平面卡沟3中。
[0022]
使用时,首先进行钢构件生产,确认钢构件不同级别的厚度及焊接拼接焊缝要求为几级焊缝。根据生产加工出的构件进行预拼装,计算累计误差,不能超限。
[0023]
焊缝确定,根据标准要求,及构件的累计误差要求的焊缝尺寸为多少,再根据焊缝尺寸确定辅助装置的加工厚度。
[0024]
然后根据不同的焊接部位,采用高强塑胶制作模具,制作成符合各焊缝要求的辅助装置,如为大型钢构件,也可采用钢厂集中加工具体一定强度的钢性辅助装置。
[0025]
现场吊装构件,两个对向的构件安装时,采用两端安装辅助装置,将构件两端伸入辅助装置卡沟里,采用锤打方式入位进行临时固定,原理为两点固定一条直线。
[0026]
焊接中间部位接缝,完成后人工摘除或者采用辅助工具进行摘除辅助装置。最后焊接两端焊缝,完成构件拼装焊接。
[0027]
如图3所示,根据现场钢构件的焊接需求,还可以制作这种上下对称的辅助焊接装置,能从6个方向进行固定并焊接,提升焊接工作效率。
[0028]
实施例2
[0029]
如图4-5所示,一种钢结构构件辅助焊接装置,焊接装置由平面底板1和四个纵向卡沟2组成,四个纵向卡沟2固定在平面底板1侧边,向上延伸在与平面底板1中心位置对应处交汇,纵向卡沟2与平面底板1组成笼形结构。平面底板1沿侧边开设有一圈平面卡沟3,平面卡沟3与纵向卡沟2相交处设置为不贯通。钢构件可以插入纵向卡沟1和平面卡沟3中。
[0030]
使用方法与实施例1相同,可以从4个方向固定钢构件进行焊接。
[0031]
如图6所示,将实施例2的焊接装置制作成上下对称的结构,从能从8个方向进行固定并焊接,提升焊接工作效率。
[0032]
采用本实施例中的辅助装置有效的保证了钢构件的焊接质量,使现场的焊接借助辅助装置更加标准化操作,工人易于操作,使用起来方便快捷,得到现场工人的一致认可。经过多个钢结构工程的使用,取得经济效益显著。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1