一种新型加工中心泵轴四轴工装的制作方法
[0001]
本实用新型是涉及离心泵构件技术领域,具体地说是涉及一种新型加工中心泵轴四轴工装。
背景技术:
[0002]
泵轴是离心泵转子部件的核心部件,离心水泵叶轮、轴套等装在泵轴上,然后通过泵轴在轴承上转动,利用离心力的原理增加出口压力。
[0003]
泵轴弯曲会引起离心泵发生振动以及零配件的磨损等故障,所以一般在组装或者检修过程中要保证泵轴不能弯曲,在泵轴加工过程中,由于销孔位置公差以及尺寸要求高,而且产量也随之提升;用虎钳加工过程中,由于是用手摆放工件,存在工件摆不平以及靠虎钳定位面靠不到位的情况出现,这两种情况都会导至销孔在加工过程中存在相对于基准面位置公差超差。
技术实现要素:
[0004]
为解决上述技术问题,本实用新型提供了一种新型加工中心泵轴四轴工装。
[0005]
本实用新型的技术方案为:一种新型加工中心泵轴四轴工装,包括四轴工作台、四轴法兰、本体法兰、夹具本体、泵轴和压板,所述四轴工作台上设有旋转轴,所述旋转轴上安装有四轴法兰,所述四轴法兰与本体法兰连接,所述本体法兰与夹具本体可拆卸连接,所述夹具本体与压板可拆卸连接,所述夹具本体靠近压板的一端开设有定位槽,所述压板靠近夹具本体的一端开设有卡位槽,所述定位槽与卡位槽之间卡设有泵轴。
[0006]
优选地,所述四轴法兰与本体法兰上分别呈对应地设有朝向相反的定位圈,所述两个定位圈适配并连接所述四轴法兰和所述本体法兰。
[0007]
优选地,所述本体法兰上开设有螺纹孔。
[0008]
优选地,所述夹具本体远离所述压板的一端固定连接有螺钉,所述螺钉与螺纹孔适配并依此与所述本体法兰和四轴法兰连接。
[0009]
优选地,所述四轴法兰、本体法兰和夹具本体为同轴连接。
[0010]
优选地,所述压板与所述夹具本体呈对应地上设有相互适配的销孔,定位销穿设过所述压板与夹具本体的销孔使之锁紧连接。
[0011]
优选地,所述卡位槽呈半圆形。
[0012]
优选地,所述定位槽呈v型。
[0013]
与现有技术相比,本实用新型具有如下有益效果:
[0014]
(1)四轴法兰与本体法兰上分别呈对应地设有朝向相反的定位圈,实现四轴法兰与本体法兰的快速定位,以达到本体法兰和四轴法兰同四轴工作台旋转轴a轴同轴度在0.01mm内,四轴法兰、本体法兰和夹具本体为同轴连接,确保夹具本体与旋转轴同轴度在0.02mm内,通过两个坐标系加工,可实现泵轴上需要加工的销孔定位精度在0.01内,不会出现因为泵轴上需要加工的销孔位置公差超差而导致报废,极大的提高了良品率;
[0015]
(2)夹具本体上的定位槽呈v型,可以与泵轴通用而不需要每次更换夹具本体。
附图说明
[0016]
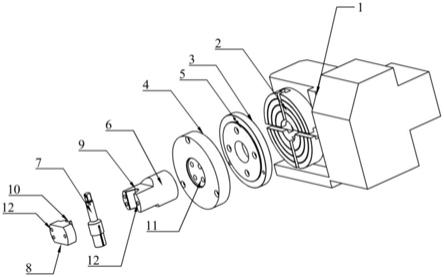
图1为本实用新型的结构爆炸图。
[0017]
图2为本实用新型的侧视分解图。
具体实施方式
[0018]
下面结合附图以及具体实施方式,对本实用新型做进一步说明。
[0019]
如图1至图2所示,一种新型加工中心泵轴四轴工装,四轴工作台1、旋转轴2、四轴法兰3、定位圈4、本体法兰5、夹具本体6、泵轴7、压板8、定位槽9、卡位槽10、螺纹孔11和销孔12。
[0020]
四轴工作台1上设有旋转轴2,旋转轴2上安装有四轴法兰3,四轴法兰3与本体法兰5连接,本体法兰5与夹具本体6可拆卸连接,本体法兰5上开设有螺纹孔11,夹具本体6远离压板8的一端固定连接有螺钉(此螺钉为市面上常见通用性组件,未在图中画出),螺钉与螺纹孔11适配并依此与本体法兰5和四轴法兰3连接。
[0021]
夹具本体6与压板8可拆卸连接,夹具本体6靠近压板8的一端开设有半圆形的定位槽9,压板8靠近夹具本体6的一端开设有v型的卡位槽10,定位槽9与卡位槽10之间适配卡设有泵轴7,压板8与夹具本体6呈对应地上设有相互适配的销孔12,定位销穿设过压板8与夹具本体6的销孔12使之锁紧连接,其v型定位槽可以与泵轴7通用而不需要每次更换夹具本体6,提高了工作效率。
[0022]
四轴法兰3与本体法兰5上分别呈对应地设有朝向相反的定位圈4,两个定位圈4适配并连接四轴法兰3和本体法兰5,实现四轴法兰3与本体法兰5的快速定位,以达到本体法兰5和四轴法兰3同四轴工作台1的旋转轴a轴同轴度在0.01mm内,四轴法兰3、本体法兰5和夹具本体6为同轴连接,在加工过程中,为避免夹具长度过度而引起的同轴度过大,以及加工过程中振刀的情况产生,缩短了夹具本体6的长度,使夹具本体更靠近本体法兰5,确保夹具本体6与旋转轴2同轴度在0.02mm内,通过两个坐标系加工,可实现泵轴7上需要加工的销孔(此销孔仅代表泵轴7工件上需要加工的销孔,不与图中标记的12处的销孔相同)定位精度在0.01内,不会出现因为泵轴7上需要加工的销孔位置公差超差而导致报废,极大的提高了良品率。
[0023]
本实用新型的工作原理:首先在泵轴7下方垫一块合适的等高块(未在图中画出),然后将泵轴7放入夹具本体6的v型卡位槽10处,通过压板8与夹具本体6呈对应地上设有相互适配的销孔12,通过定位销穿设过压板8与夹具本体6的销孔12固定连接来锁紧泵轴7,然后抽走等高块,等待加工完成后松开压板8取出泵轴7。
[0024]
上述的实施例仅为本实用新型的优选实施例,不能以此来限定本实用新型的权利范围,因此,依本实用新型申请专利范围所作的修改、等同变化、改进等,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1