一种全自动检测高频管焊缝位置的装置的制作方法
[0001]
本实用新型属高频焊管检测领域,特别涉及到定位焊缝的装置。
背景技术:
[0002]
高频焊管生产效率高是其突出的优势。高效的生产节拍,必然要求检测效率快。目前高频焊缝探伤岗位,都是采用人工观察手动找正方式进行焊缝检测,而高频管焊缝由于其特殊处理工艺,焊缝外观基本与母材无异,通过肉眼观察和手动操作,很大程度上还是需要依赖人的经验,存在极大的局限性。
[0003]
而人工观察寻找焊缝,或者手工转动高频管调节焊缝的朝向,无法保证焊缝的位置在最顶点处,误差较大。这样探伤时,就无法保证整个焊缝都在探伤范围内,影响探伤结果。
技术实现要素:
[0004]
本实用新型的目的在于提供一种全自动检测高频管焊缝位置的装置,能精准定位高频管焊缝的位置,过程全自动,高效准确。
[0005]
为实现上述目的,本实用新型的技术方案:
[0006]
一种全自动检测高频管焊缝位置的装置,该装置包括:画线机装置和感应装置,画线机装置用于对高频管表面画线;感应装置用于感应画线装置所画的线;
[0007]
其中画线机装置包括:画线机喷头、画线机横向调节组件、画线机升降组件、漆料管路、画线机机箱;画线机底座上装有画线机升降组件,两个画线机横向调节组件装在画线机升降组件上,画线机升降组件能上下升降,两个画线机喷头分别通过转轴装在两个画线机横向调节组件上;画线机横向调节组件能横向伸缩,漆料管路连接画线机喷头、画线机机箱,油墨盒安装在画线机机箱中。
[0008]
感应装置包括:传感器支架、控制器,颜色传感器安装在传感器支架内,颜色传感器作为信号输入端与控制器相连,控制器还与旋转辊装置上的转辊电机连接,控制器控制转辊电机的启停。
[0009]
画线机喷头采用的是单孔喷射方式,喷嘴与管体距离控制在6-10mm,油墨选择非溶水型,以确保管体划线均匀清晰无毛边。
[0010]
一种全自动检测高频管焊缝位置的定位方法,具体步骤为:
[0011] 1、高频焊管在焊接过程中,通过画线机装置在焊缝同一侧的钢管表面画两条直线;其中距离焊缝最近的为直线一,另一条为直线二,直线一与焊缝的弧长距离为s1,直线一与直线二的弧长距离为s2;
[0012]
2、连续生产切下的高频焊管运至探伤岗位时,以钢管最顶点的位置,向直线一的方向,在钢管表面量出弧长s=s1+s2;即为感应装置的颜色传感器投射到钢管外表面光点的位置;
[0013]
3、设定转台旋转辊的转动方向,如果颜色传感器投射到钢管外表面光点的位置正
好位于两条直线之间时,钢管的旋转方向保证先感应到直线二,设定感应到直线一时控制器再启动;其余情况下,保证钢管转动时最先感应到直线一;当感应到直线一时,控制器控制转辊电机降低转速;当检测到直线二时,控制转辊电机立即停止工作;此时焊缝的位置正好位于钢管最顶点。
[0014]
钢管生产前准备:将画线机装置放置于焊机挤压机架后5米范围内,每道标示线的宽度控制在10毫米范围内,两道标示线的颜色不同。
[0015]
本实用新型的积极效果为:
[0016]
1、本实用新型的装置在高频管焊接的同时,沿着焊缝同一侧画两条直线,以确定焊缝的大体位置,避免人为识别带来的误判。
[0017]
2、本实用新型的装置部分可通过感应装置感应画线位置,可通过控制器调节转台转向、控制器调节转台转速,根据两道直线即可自行旋转焊缝至钢管顶点位置,位偏差能精确控制在
±
1mm范围内,不仅能自动化生产,还能满足下一步探伤工序的工艺保证。
附图说明
[0018]
图1为画线机装置结构示意图;
[0019]
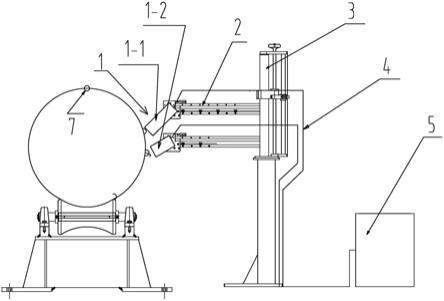
图2为本专利工作状态示意图。
具体实施方式
[0020]
下面结合附图进一步说明本实用新型的具体实施方式。一种全自动检测并定位高频管焊缝位置的装置,该装置包括:画线机装置和感应装置,画线机装置用于对高频管表面画线;感应装置用于感应画线装置所画的线;
[0021]
其中画线机装置包括:画线机喷头1、画线机横向调节组件2、画线机升降组件3、漆料管路4、画线机机箱5;画线机底座上装有画线机升降组件3,两个画线机横向调节组件2装在画线机升降组件3上并能随着升降组件上下移动,两个画线机喷头1分别通过转轴装在两个画线机横向调节组件2上;漆料管路4连接画线机喷头1、画线机机箱5,油墨盒安装在画线机机箱5 中。
[0022]
画线机升降组件3和画线机横向调节组件2的具体结构均为现有技术,如画线机升降组件3可以通过蜗杆结构实现上下升降,而画线机横向调节组件2可通过滑槽等结构实现前后滑动并固定。
[0023]
感应装置包括:传感器支架11和控制器13,颜色传感器安装在传感器支架11内,颜色传感器作为信号输入端与控制器13相连,控制器13还与旋转辊装置14上的转辊电机10连接。
[0024]
画线机喷头1采用的是单孔喷射方式,喷嘴与管体距离控制在6-10mm,油墨选择非溶水型,以确保管体划线均匀清晰无毛边。
[0025]
钢管生产前准备:将画线机整套装置放置于焊机挤压机架后五米范围内,通过漆料管路4连接画线机喷头1与画线机机箱5,画线机箱5中装有两种不同颜色(白与黄)的颜料,其中画线机喷头1-1与白色颜料相连,画线机喷头1-2与黄色颜料相连。根据钢管实际生产速度调整喷墨的喷射速度,同时通过伸缩画线机横向调节组件2的长短,从而调节画线机喷嘴与钢管外表面距离,使钢管生产时其外表面标示线9的宽度控制在6-10毫米范围内。
[0026]
画线机装置在高频管焊缝同一侧的钢管表面画出的两条直线;距离焊缝7较近的为直线一,另一条为直线二;直线一距离焊缝的弧长距离为s1,两直线之间弧长距离为s2;
[0027]
连续生产切下的钢管运至探伤岗位时,以钢管最顶点的位置,向直线一的方向、在钢管表面量出弧长s=s1+s2,即为感应装置的颜色传感器投射到钢管外表面光点的位置,对准光点并固定支架,颜色传感器即调整完毕。
[0028]
设定旋转辊的转动方向:如果颜色传感器投射到钢管外表面光点的位置正好位于两条直线之间时,钢管的旋转方向保证先感应到直线二,设定感应到直线一时控制器再启动;其余情况下,保证钢管转动时最先感应到直线一。
[0029]
画线时,为了便于区分,可以设定直线一9-1和直线二9-2为不同颜色。例如直线一9-1为白色,直线二9-2为黄色。钢管在设定好的转动方向上转动,焊缝位置7、直线一9-1、直线二9-2将依次经过颜色传感器投射到钢管外表面光点。由于焊缝7先经过光点,故当白标示线9-1经过光点时,焊缝经过光点已经走过s1的弧长,设此时感应到白标示线9-1时间节点为t1。t1信号输入后,控制器开始对旋转辊电机速度进行减速调节,设光点感应到黄色标示线9-2时间节点为t2,t2信号输入后,旋转辊立即停止工作,而钢管正上方12点位置距离颜色传感器投射到钢管外表面光点的弧长为s=s1+s2,当t2时刻钢管停住时,其焊缝相对投射光点正好也走过s1+s2的弧长,故焊缝正好处于正上方12点位置,即达到精准定位焊缝的位置要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1