摇臂加工专用夹具的制作方法
[0001]
本实用新型涉及的是一种盾构机零部件制造领域的技术,具体是一种摇臂加工专用夹具。
背景技术:
[0002]
摇臂安装在盾构机头部的刀盘上,摇臂上排布有小孔用来安装金刚石,推切石头或其它比较坚硬的物体。摇臂零件加工成成品共需要装夹7次才能加工出来,目前的加工方案是通过7台机床分工序加工,每台机床加工一个工序,每个工序由一个夹具进行装夹。上述加工方案需要进行多次定位安装,而累积的定位误差导致产品的精度差,合格率低,品质得不到保证,且每道工序配置一台机床进行加工,其人力、设备成本高。
技术实现要素:
[0003]
本实用新型针对现有技术存在的上述不足,提出了一种摇臂加工专用夹具,采用液压装置和v型块进行定位安装加工,无需换装,能够提高产品的几何精度,提高工作效率。
[0004]
本实用新型是通过以下技术方案实现的:
[0005]
本实用新型包括夹具基体以及设置在夹具基体上的第一夹装单元、第二夹装单元;
[0006]
所述第一夹装单元设有v字形限位块,v字形限位块顶部设有上压块,上压块用于顶压摇臂零件上顶空面;v字形限位块两侧设有侧第一压块和侧第二压块,侧第一压块用于顶压摇臂零件上侧承面,侧第二压块用于顶压摇臂零件上逼空面;对应v字形限位块,夹具基体上设有下定位座,下定位座上设有定位凸起,用于定位摇臂零件上定位孔;
[0007]
所述第二夹装单元设有上压紧组件、v形压紧器和下压紧组件;上压紧组件用于压紧摇臂零件上第一斜滑面上部,v形压紧器用于压紧摇臂零件上第二斜滑面上部,下压紧组件用于压紧摇臂零件上第二斜滑面下部。
[0008]
优选地,所述第一夹装单元中v字形限位块在上下各设置一个,上v字形限位块用于对摇臂零件上基准面一和基准面二上部进行限位,下v字形限位块用于对摇臂零件上基准面一和基准面二下部进行限位。
[0009]
优选地,上压块、侧第一压块、侧第二压块和v形压紧器采用液压油缸驱动。
[0010]
所述下压紧组件包括三个液压油缸,绕下定位座均布设置。
[0011]
在一些技术方案中,还设有手动压紧螺杆,用于压紧摇臂零件上第二斜滑面中部,在对摇臂限位安装后进行夹装前预紧。
[0012]
在一些技术方案中,还设有保压器和调压器,用于压紧力监测和控制。
[0013]
优选地,夹具基体的材质为45#钢,各压块的材质为cr12。
[0014]
技术效果
[0015]
与现有技术相比,本实用新型用于摇臂零件加工只需一次定位安装即可,配合五轴机床可以在不换装的情况下完成7个工序的加工,能避免因多次装夹造成的装夹误差,提
高零件的加工精度和生产效率,降低人力、设备成本。
附图说明
[0016]
图1为实施例1夹装摇臂零件的结构示意图;
[0017]
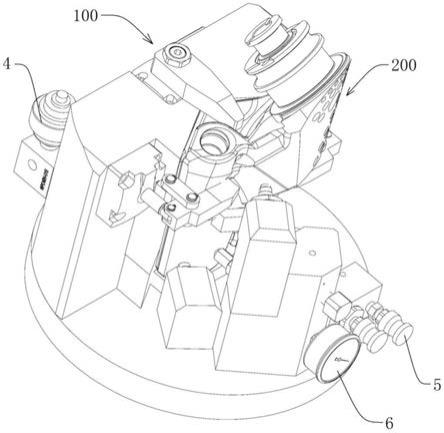
图2为实施例1中摇臂加工专用夹具结构示意图;
[0018]
图3a为实施例1中第一夹装单元结构示意图;
[0019]
图3b为图3a的正视图;
[0020]
图4a为实施例1中第二夹装单元结构示意图;
[0021]
图4b为图4a的正视图;
[0022]
图5a为实施例1中摇臂零件结构示意图;
[0023]
图5b为实施例1中摇臂零件结构示意图;
[0024]
图中:摇臂加工专用夹具100;
[0025]
摇臂零件200、基准面200a、基准面200b、顶空面200c、侧承面200d、逼空面200e、定位孔200f、斜滑面200g、斜滑面200h;
[0026]
第一夹装单元1、v字形限位块11、上压块12、侧第一压块13、侧第二压块14;
[0027]
第二夹装单元2、上压紧组件21、v形压紧器22、下压紧组件23、手动压紧螺杆24;
[0028]
夹具基体3、下定位座31、定位凸起31a;
[0029]
保压器4、调压器5、压力表6。
具体实施方式
[0030]
下面结合附图及具体实施方式对本实用新型进行详细描述。
[0031]
实施例1
[0032]
如图1所示,本实施例涉及一种摇臂加工专用夹具100,用于加工摇臂零件200。
[0033]
如图2所示,摇臂加工专用夹具100包括夹具基体3以及设置在夹具基体3上的第一夹装单元1、第二夹装单元2。
[0034]
如图3a和图3b所示,第一夹装单元1中主体采用框体结构,包括上下两块v字形限位块11,上v字形限位块11用于对摇臂零件上基准面200a和基准面200b上部进行限位,下v字形限位块11用于对摇臂零件上基准面200a和基准面200b下部进行限位,本实施例中,优选地,上v字形限位块11和下v字形限位块11在一侧连接成一体;上v字形限位块11顶部设有上压块12,上压块12用于顶压摇臂零件上顶空面200c;上v字形限位块11两侧设有侧第一压块13和侧第二压块14,侧第一压块13用于顶压摇臂零件上侧承面200d,侧第二压块14用于顶压摇臂零件上逼空面200e;对应下v字形限位块11,夹具基体3上设有下定位座31,下定位座31上设有定位凸起31a,用于定位摇臂零件定位孔200f。
[0035]
如图4a和图4b所示,第二夹装单元2设有上压紧组件21、v形压紧器22和下压紧组件23;上压紧组件21用于顶压摇臂零件上斜滑面200g;v形压紧器22用于压紧摇臂零件上斜滑面200h上部;下压紧组件23包括三个液压油缸,绕下定位座31均布设置,用于压紧摇臂零件上斜滑面200h下部。
[0036]
v形压紧器22设置在上压紧组件21和下压紧组件23之间,上压紧组件21和下压紧组件23还设有手动压紧螺杆24,用于对摇臂零件上斜滑面200h中部进行压紧,在对摇臂零
件限位安装后进行夹装前预紧。
[0037]
本实施例还设有保压器4、调压器5和压力表6,用于压紧力的监测和控制。
[0038]
本实施例在工作时,按机床上的“夹具松开”按钮后,将上压块12、侧第一压块13、侧第二压块14、上压紧组件21、v形压紧器22、下压紧组件23松开5mm的距离;然后将手动压紧螺杆11松开,将摇臂零件200沿v字形限位块11放置在下定位座31上,手动将手动压紧螺杆11锁上把摇臂零件12预压顶紧;然后按机床上的“夹具锁紧”按钮,上压块12先压紧,接着下压紧组件2、侧第一压块13和侧第二压块14、v形压紧器22依次压紧,压紧后开始加工;依此循环重复摇臂零件的加工即可。
[0039]
需要强调的是:以上仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1