双头电火花线切割机床的制作方法
[0001]
本实用新型涉及一种双头电火花线切割装置,尤其是涉及一种双头电火花线切割机床。
背景技术:
[0002]
电火花加工是利用脉冲火花放电蚀除被加工材料来进行加工,加工电极与被加工材料之间因存在液态电介质并不接触,所以可用较软的电极(工具) 加工硬而脆的金属等导体和半导体材料。电火花加工中以移动的线电极切割加工最为广泛。线电极切割有单向走丝(慢走丝)和往复走丝(快走丝)两大类型,其中往复走丝线切割是我国自主发展的具有完全知识产权的机电一体化技术,为我国所特有,其优点是设备造价低廉,钼合金线电极(钼丝) 可多次反复放电使用。特别适合机械加工难以胜任的高硬度、高强度、高熔点、高韧性、高脆性材料(如:钨钼合金、记忆合金、镁合金、硬质合金、聚晶金钢石、钕铁硼等)的加工,广泛应用于模具制做、航天航空、医疗器械、仪器仪表、电子电器、机械制造等各领域的精密或异型零部件的加工、制造。
[0003]
目前已有单向走丝(慢走丝)线切割的电极丝(一般是铜丝)都是一次通过式使用,电极丝由储丝筒引送至加工区一次放电后离开加工区就报废了,尤其是小能量切割时造成电极丝的严重浪费;往复走丝(快走丝)线切割的电极丝是多次反复使用,但因往复走丝的两个方向都放电切割,且单丝筒结构限制了电极丝的长度(一般只有200~300米)造成20秒左右就换向形成频繁换向条纹,加工的精度远远差于单向走丝线切割。
技术实现要素:
[0004]
本实用新型提供了一种双头电火花线切割机床,解决了往复走丝(快走丝)线切割产生的换向条纹影响加工精度问题,同时解决了单向走丝(慢走丝)线切割电极丝不能反复循环使用问题,解决了同时切割加工两个工件的问题,集合往复走丝(快走丝)电极丝可反复使用和单向走丝(慢走丝)加工精度高的优点,创作了双头工具电极同时切割加工两个工件的电火花线切割机床。其技术方案如下所述:
[0005]
一种双头电火花线切割机床,包括底座,所述底座的左右两侧分别固定安装有左丝筒部、右丝筒部;所述底座上设置有能够y轴运动的工作台,工作台上设置有工作台副板,所述底座的上端固定安装有横梁组件,所述横梁组件上设置有能够x轴运动的移动丝架座,所述移动丝架座安装有上下布置的双头结构上臂组件和双头结构下臂组件,且双头结构上臂组件能够在 z轴上进行高度调整,所述工作台副板及安装的卡具位于双头结构上臂组件和双头结构下臂组件之间,用于切割的电极丝左右两端分别缠绕在左丝筒部、右丝筒部,通过横梁组件、移动丝架座、双头结构上臂组件和双头结构下臂组件,电极丝能够同时对卡具上的两个工件进行切割加工。
[0006]
所述底座的中部设置有凹槽,用于通过第一直线导轨与工作台链接;所述移动丝架座通过第二直线导轨与横梁组件链接;所述双头结构上臂组件通过第三直线导轨与移动
丝架座链接。
[0007]
所述双头电火花线切割机床还包括水箱组件和电柜组件,所述水箱组件的喷嘴用于向电极间喷射放电介质;所述电柜组件用于伺服控制放电脉冲,以及工件电极位置和工具电极位置。
[0008]
所述底座、工作台、横梁组件、双头结构上臂组件、双头结构下臂组件、移动丝架座呈左右对称结构。
[0009]
在第一个切割路径上,电极丝的走向为左丝筒部
→
左挡丝装置
→
左支撑导轮
→
左阻尼器
→
左导电块组件
→
第一导轮
→
第一导丝器
→
第一加工工件
→
第三导丝器
→
第三导轮;第二个切割路径上,电极丝的走向为第四导轮
→
第四导丝器
→
第二加工工件
→
第二导丝器
→
第二导轮
→
右导电块组件
→
右阻尼器
→
右支撑导轮
→
右挡丝装置
→
右丝筒部。
[0010]
所述横梁组件上固定安装有支撑导轮组和上导轮组,所述支撑导轮组包括第一个切割路径的左支撑导轮和第二个切割路径的右支撑导轮,所述上导轮组包括第一个切割路径的第一导轮和第二个切割路径的第二导轮;所述双头结构上臂组件设置的上导丝器组包括第一个切割路径的第一导丝器和第二个切割路径的第二导丝器;所述双头结构下臂组件设置的下导丝器组包括第一个切割路径的第三导丝器和第二个切割路径的第四导丝器,下导轮组包括第一个切割路径的第三导轮和第二个切割路径的第四导轮。
[0011]
所述左支撑导轮和第一导轮之间设置有左阻尼器、左导电块组件,所述第二导轮和右支撑导轮之间设置有右导电块组件、右阻尼器;所述左阻尼器、左导电块组件、右导电块组件、右阻尼器固定安装在横梁组件上。
[0012]
在第一导轮的前端设置有第一导电块组件,在第二导轮的后端设置有第二导电块组件,在第三导轮和第四导轮之间设置有中继导电块组件;所述第一导电块组件、第二导电块组件固定安装在横梁组件上,所述中继导电块组件固定安装在双头结构下臂组件上。
[0013]
所述左支撑导轮和左丝筒部之间,设置有固定安装在横梁组件上的左挡丝装置;在右支撑导轮和右丝筒部之间,设置有固定安装在横梁组件上的右挡丝装置。
[0014]
每个走丝筒部上能够缠绕的电极丝长度为10km以上。
[0015]
所述双头电火花线切割机床,通过创新的双频脉冲电源向放电间隙发送放电脉冲和实施创新工艺过程控制,可实现双头工具电极同时切割加工两个工件的电火花线切割机床,可实现长丝(如10km)单向切割,不仅可消除往复走丝(快走丝)线切割的换向条纹,提升线切割的加工精度。
[0016]
所述双头电火花线切割机床在单向切割过程中,实现同时切割两个工件的效果,电极在两个切割路径上运动时都实施切割加工,提高了工时效率;电极丝循环使用较单向走丝(慢走丝)线切割节约电极丝资源。
[0017]
本实用新型提供的机床能够同时切割加工两个工件,在实现单向切割精密加工的同时大大提高了生产力。
附图说明
[0018]
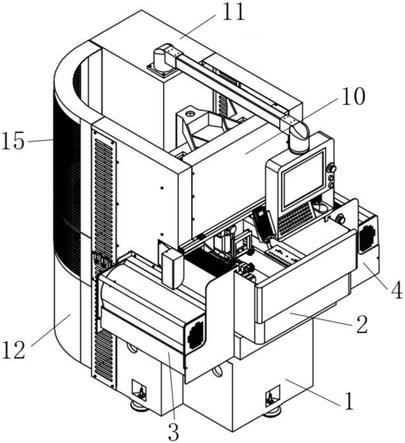
图1是所述双头电火花线切割机床的结构示意图;
[0019]
图2是所述双头电火花线切割机床的爆炸示意图;
[0020]
图3是所述双头电火花线切割机床部分放大结构的示意图;
[0021]
图4是所述双头电火花线切割机床的电极丝加工示意图;
[0022]
图5是所述电极丝走丝路径和电极丝空间位置示意图;
[0023]
图6是所述移动丝架座的结构示意图;
[0024]
图7是所述底座的结构示意图;
[0025]
图中:
[0026]
1-底座;2-工作台;3-左丝筒部;4-右丝筒部;5-横梁组件;6-双头结构上臂组件;7-双头结构下臂组件;8-移动丝架座;9-左支撑导轮;10-右支撑导轮;11-电柜组件;12-水箱组件;13-第一加工工件;14-第二加工工件; 15-外壳;16-第一固定卡具;17-第二固定卡具;18-左挡丝装置;19-右挡丝装置;20-电极丝;21-左阻尼器;22-右阻尼器;23-左导电块组件;24-右导电块组件;25-中继导电块组件;26-第一导轮;27-第二导轮;28-第一导丝器;29-第二导丝器;30-第三导丝器;31-第四导丝器;32-第三导轮;33-第四导轮。
具体实施方式
[0027]
如图1和图2所示,所述双头电火花线切割机床包括底座1、工作台2、左丝筒部3、右丝筒部4、横梁组件5、双头结构上臂组件6、双头结构下臂组件7、移动丝架座8,所述底座1呈左右对称结构,中部设置有安装工作台2的凹槽,所述底座1的左右两端分别固定安装有左丝筒部3、右丝筒部4,在底座1的上端固定安装有横梁组件5,所述横梁组件5上设置有移动丝架座8,所述移动丝架座8安装有双头结构上臂组件6和双头结构下臂组件7,所述双头结构上臂组件6和双头结构下臂组件7之间设置有工作台副板,在工作台副板上通过专用卡具在设定位置固定装卡两个工件。
[0028]
以下对各部件进行描述:
[0029]
所述底座1,作为支撑机床的机构部件。结合图7所示,底座1左右两端的支架用于安装横梁组件5,所述底座1的中部设置有第一凹槽,第一凹槽的中部设置有深度更深的第二凹槽。所述底座1在第一凹槽处设置有与工作台2链接的第一直线导轨,实现工作台2的y轴(纵向)移动。同时,所述底座1的第二凹槽便于设置浴盆式收液槽。
[0030]
所述工作台2,通过第一直线导轨与底座1链接,可在y轴方向移动。在工作台2上设置有双工位夹具,分别是第一固定卡具16和第二固定卡具 17,结合图3可见,在第一个工位上,所述第一固定卡具16支撑第一加工工件13;在第二个工位上,所述第二固定卡具17支撑第二加工工件14。这样,通过双工位卡具支撑两个工件电极可在y轴方向移动。
[0031]
所述左丝筒部3,固定于底座1的左侧,丝筒上可缠绕长达10km的电极丝(工具电极)。
[0032]
所述右丝筒部4,固定于底座1的右侧,丝筒上可缠绕长达10km的电极丝(工具电极)。
[0033]
丝筒上缠绕的电极丝足够长时,有利于一个方向走丝时即可完成对一个加工工件或一个加工要素的切割加工,从而减少换向条纹的产生。
[0034]
所述横梁组件5,固定安装在底座1上,其用于支撑移动丝架座8,以及移动丝架座8上安装的双头结构上臂组件6、双头结构下臂组件7,所述移动丝架座8构成两个电极丝的线切割加工支撑装置。所述横梁组件5的前端设置有第二直线导轨,用于与移动丝架座8链接,实现移动丝架座8的x 轴(横向)方向运动。所述移动丝架座8上固定安装有支撑导轮组和上
导轮组,所述支撑导轮组包括左支撑导轮9和右支撑导轮10,所述上导轮组包括第一导轮26和第二导轮27。
[0035]
所述移动丝架座8,通过第二直线导轨与横梁组件5链接,用于支撑双头结构上臂组件6和双头结构下臂组件7,可在x轴方向移动。结合图6所示,其包括固定连接的丝架座本体和丝架座绕杆,所述丝架座绕杆绕过横梁组件的后端,这样,所述丝架座本体和丝架座绕杆跨横梁组件5固定连接。所述丝架座本体设置有第三直线导轨,用于与双头结构上臂组件6链接,实现双头结构上臂组件6在z轴(垂直)的高度调整。所述丝架座绕杆的下部设置有延伸臂,所述延伸臂的中部呈直角结构,其末端与双头结构下臂组件 7固定连接。
[0036]
所述双头结构上臂组件6,通过第三直线导轨与移动丝架座8链接,在线切割加工前,通过第三直线导轨调整双头结构上臂组件6的高度,从而能够调整到适合加工工件的高度。所述双头结构上臂组件6设置有上导丝器组,所述上导丝器组包括第一个工位上的第一导丝器28和第二个工位上的第二导丝器29。
[0037]
所述双头结构下臂组件7,其通过延伸臂固定在移动丝架座8上。所述双头结构下臂组件7设置有下导丝器组和下导轮组,所述下导丝器组位于下导轮组的上端。所述下导丝器组包括第一个工位上的第三导丝器30和第二个工位上的第四导丝器31,所述下导轮组包括第三导轮32和第四导轮33。所述双头结构下臂组件7支撑的下导丝器组,与双头结构上臂组件6支撑的上导丝器组对称构成两个工具电极头。
[0038]
此外,所述底座的两侧还设置有电柜组件10和水箱组件12。
[0039]
所述电柜组件10,通过螺栓固定在底座1的右侧,通过信号线与三个直线导轨相连接,从而实现控制工件电极位置和工具电极位置。所述电柜组件10与放电脉冲装置相连接,从而通过导线实现向电极间发送放电脉冲。所述放电脉冲装置的负极通过导电块组件与电极丝20(工具电极)相连接,正极与加工工件(工件电极)相连接。
[0040]
所述水箱组件12,通过螺栓固定在底座1左侧,通过上部设置的供液泵和供液管路、喷嘴向电极间喷射放电介质(工作液)。所述供液管路的一端与水箱组件12相连接,另一端与喷嘴固定连接,中部设置有供液泵,所述喷嘴安装在上导丝器组处。所述供液泵和供液管路的外侧设置有外壳15。
[0041]
如图3和图4所示,第一个工位位于第一个切割路径上,第二个工位位于第二个切割路径上,两个切割路径的电极丝对两个工件同时进行切割。
[0042]
所述横梁组件5上固定安装有支撑导轮组和上导轮组,所述支撑导轮组包括第一个切割路径的左支撑导轮9和第二个切割路径的右支撑导轮10,所述上导轮组包括第一个切割路径的第一导轮26和第二个切割路径的第二导轮27;所述双头结构上臂组件6设置的上导丝器组包括第一个切割路径的第一导丝器28和第二个切割路径的第二导丝器29;所述双头结构下臂组件7设置的下导丝器组包括第一个切割路径的第三导丝器30和第二个切割路径的第四导丝器31,下导轮组包括第一个切割路径的第三导轮32和第二个切割路径的第四导轮33,所述下导轮组形成双头导轮组。
[0043]
在结构上,所述底座1、工作台2、横梁组件5、双头结构上臂组件6、双头结构下臂组件7、移动丝架座8呈左右对称结构,所述左丝筒部3、右丝筒部4左右对称设置。
[0044]
因此,第一导丝器28和第二导丝器29、左支撑导轮9和右支撑导轮10、第一导轮26和第二导轮27、第三导丝器30和第四导丝器31、第三导轮32 和第四导轮33,均为左右对称
设置。
[0045]
所述左支撑导轮9,固定在横梁组件5的左边,把从左丝筒3引出的电极丝20导至双头结构上臂组件6,或把由右丝筒部4引出的电极丝20导至左丝筒3缠绕。
[0046]
所述右支撑导轮10,固定在横梁组件5的右边,把从右丝筒4引出的电极丝20导至双头结构上臂组件6,或把由左丝筒部3引出的电极丝20导至右丝筒4缠绕。
[0047]
进一步的,在左支撑导轮9和第一导轮26之间设置有左阻尼器21、左导电块组件23,分别控制电极丝20的运行平稳和脉冲放电;在第二导轮27 和右支撑导轮10之间分别设置有右导电块组件24、右阻尼器22,分别用于控制电极丝20的脉冲放电和运行平稳。且左导电块组件23靠近第一导轮 26,右导电块组件24靠近第二导轮27。
[0048]
在第三导轮32和第四导轮33之前设置有中继导电块组件25,用于控制控制电极丝20的脉冲放电。
[0049]
所述左阻尼器21、左导电块组件23、右导电块组件24、右阻尼器22 固定安装在横梁组件5上,所述中继导电块组件25固定安装在双头结构下臂组件7上。
[0050]
为保证电极丝20的运行平稳,在左支撑导轮9和左丝筒部3之间,设置有固定安装在横梁组件5上的左挡丝装置18;在右支撑导轮10和右丝筒部4之间,设置有固定安装在横梁组件5上的右挡丝装置19;通过左挡丝装置18和右挡丝装置19,限定电极丝20的径向位置。
[0051]
所述左导电块组件23、右导电块组件24和中继导电块组件25都与放电脉冲装置相连接,从而使电极丝20接脉冲电源的负极,加工工件接脉冲电源的正极,实现放电火花线切割。
[0052]
如图5所示,所述双头电火花线切割机床提供了双头工具电极同时切割加工两个工件的结构,所述左丝筒部3和右丝筒部4的两个丝筒在机床底座 1的左右两侧对称分布,工作中电极丝20由左丝筒部3引出至右丝筒部4 缠绕,或电极丝20由右丝筒部4引出至左丝筒部3缠绕。
[0053]
通过支撑导轮组(左支撑导轮9和右支撑导轮10)、双头结构上臂组件6、双头结构下臂组件7,形成两个切割加工头,电柜组件10控制移动丝架座8在x轴方向伺服运动、控制工作台在y轴方向伺服运动,进而实现两个切割加工头和两个工件的伺服运动,并向工具电极和工件电极间发送放电脉冲,实现同时切割两个工件的效果,进而提高了生产力。
[0054]
在上述的切割加工过程中,所述电极丝的走向,依次为左丝筒部3
→
左挡丝装置18
→
左支撑导轮9
→
左阻尼器21
→
左导电块组件23
→
第一导轮 26
→
第一导丝器28
→
第一加工工件13
→
第三导丝器30
→
第三导轮32
→
中继导电块组件25
→
第四导轮33
→
第四导丝器31
→
第二加工工件14
→
第二导丝器29
→
第二导轮27
→
右导电块组件24
→
右阻尼器22
→
右支撑导轮10
→
右挡丝装置19
→
右丝筒部4。
[0055]
本实用新型的有益效果在于,单位时间内同时切割加工两个工件,且集合往复走丝(快走丝)电极丝可反复循环使用和单向走丝(慢走丝)加工精度高的优点,创建了电极丝循环使用的双单向电火花线切割工艺;实现同时切割两个工件的效果。电极在哪个方向运动时都实施切割加工提高了工时效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1